Ilustracja przedstawia okładkę e‑booka. Pośrodku widoczne jest zdjęcie przedstawiające stojące po ścianą szafki z różnymi urządzeniami laboratoryjnego. Poniżej, na czarnym tle, widoczny jest tytuł e‑booka: Badania laboratoryjne. Poniżej widoczny jest napis: E‑zasób Badania laboratoryjne wykonywane podczas produkcji mas włóknistych i wytworów papierniczych dla kwalifikacji DRM.06. Produkcja mas włóknistych i wytworów papierniczych. Kwalifikacja wyodrębniona w zawodzie Technik papiernictwa 311601.
– Właściwości strukturalno‑wymiarowe – określają kształt, strukturę, wymiary i masę papieru. Do najważniejszych właściwości w tej grupie należą: gramatura papieru, grubość papieru, wolumen, wymiary arkusza, prostokątność arkusza, stabilność wymiarowa, gładkość papieru, przezrocze papieru, spoistość powierzchni, zanieczyszczenia powierzchni, anizotropia papieru.
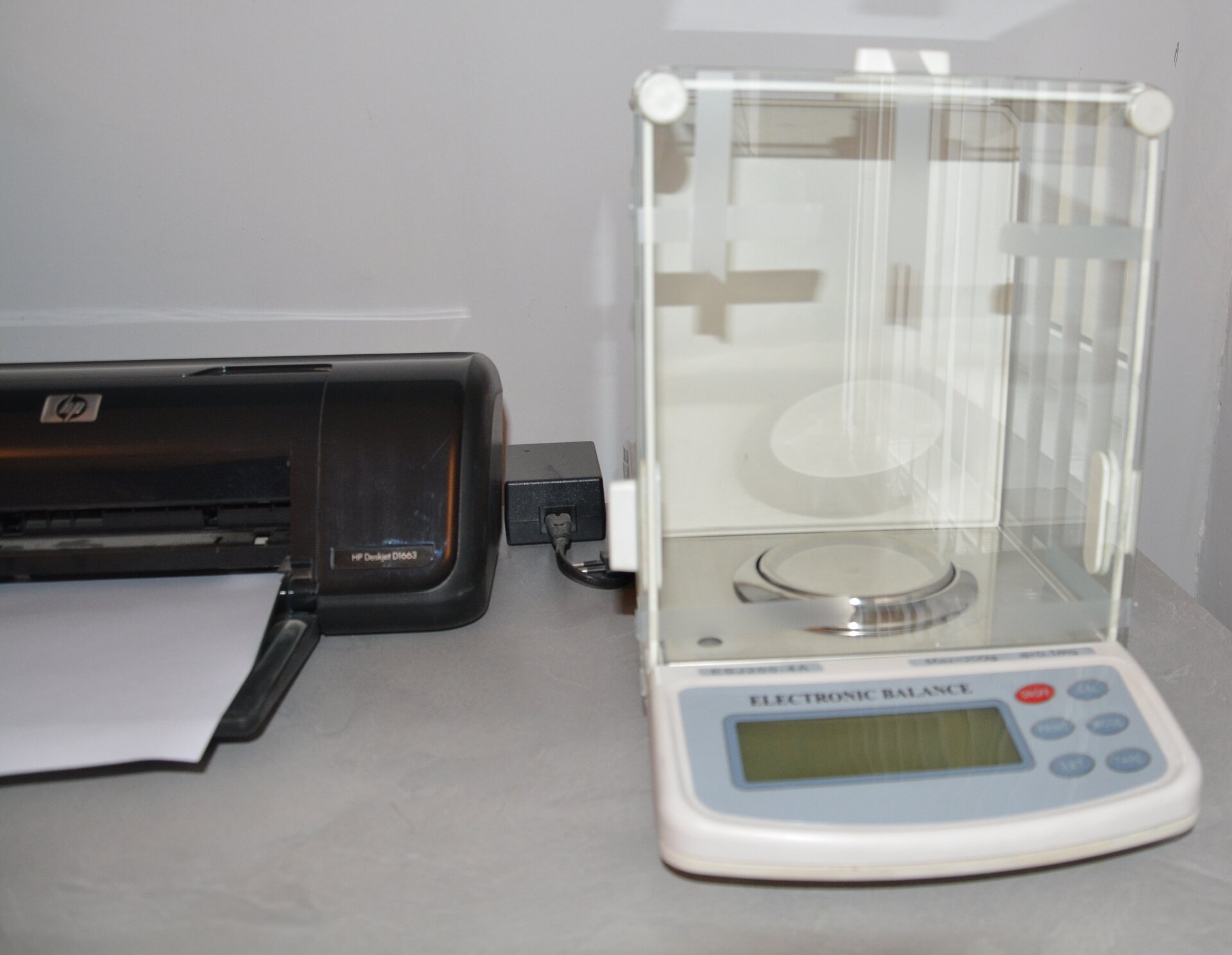
Podstawowe urządzenia służące do wykonywania badań gramatury to waga oraz wagosuszarka.
R19aiEoARF1KR
Zdjęcie przedstawia wagosuszarkę. Po prawej stronie widoczne jest urządzenie złożone z podstawy, na której widoczny jest prostokątny wyświetlacz oraz sześć przycisków, w tym jeden czerwony. Na podstawie znajduje się przeszklony prostopadłościan, w którego dolnej części znajduje się niski metalowy walec. Po lewej stronie widoczna jest drukarka z kartką włożoną do podajnika.
Wagosuszarka
Źródło: Akademia Finansów i Biznesu Vistula, licencja: CC BY 3.0.
Badanie kierunku ułożenia włókien w papierze można wykonać przez: wyginanie pasków papieru - wyciętych z dwóch rożnych kierunków poprzecznego i podłużnego.
– Właściwości wytrzymałościowe - określają wytrzymałość wyrobu na działanie sił zewnętrznych. Najważniejsze właściwości wytrzymałościowe to: obciążenie zrywające, samozerwalność, rozciągliwość, odporność na przedarcie, odporność na naderwanie, odporność na zginanie, odporność na łamanie, twardość, ściśliwość, sztywność, miękkość, odporność na skręcanie, odporność na rozwarstwianie się.
RHzMGHKjEUfVv
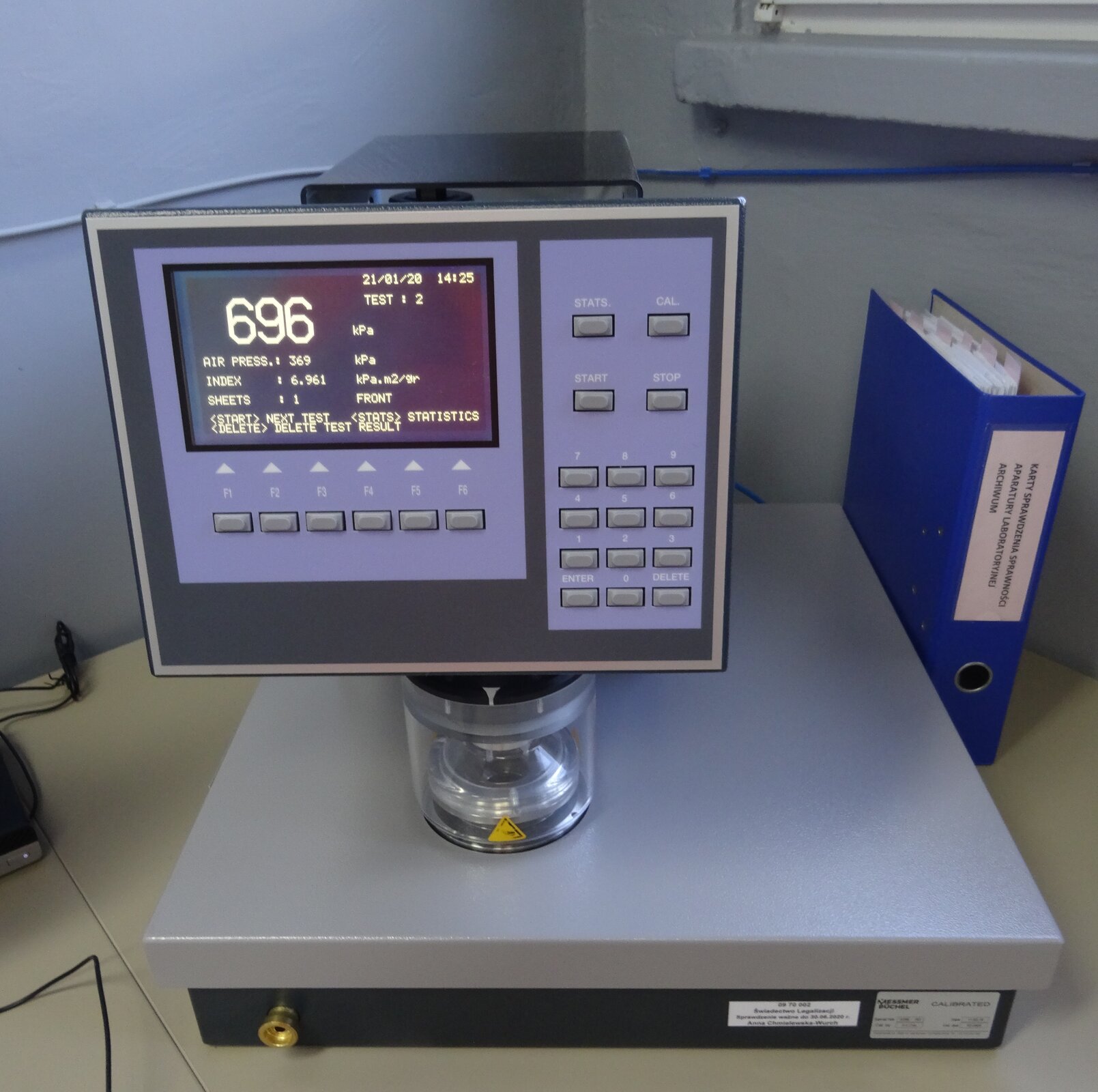
Zdjęcie przedstawia aparat do oznaczania odporności wytworów papierniczych na przepuklenie. Widoczne jest urządzenie z prostokątnym panelem sterowania, na którym znajduje się wyświetlacz z dokonanymi pomiarami oraz serią przycisków, w tym start, stop, enter, delate, przycisków numerycznych. Urządzenie ustawione jest na cylindrycznej, przeźroczystej nodze, która zamocowana jest prostopadłościennej podstawie. Całość stoi na blacie. Na prawo od urządzenia widoczny jest stojący segregator.
Aparat do oznaczania odporności wytworów papierniczych na przepuklenie
Źródło: Akademia Finansów i Biznesu Vistula, licencja: CC BY 3.0.
Aparat do oznaczania odporności wytworów papierniczych na przepuklenie. Testowana próbka umieszczana jest pomiędzy zaciskami aparatu oraz poddawana działaniu zwiększającego się ciśnienia, aż do momentu przebicia. Wyznacznikiem odporności na przepuklenie jest wartość ciśnienia, która jest potrzebna do spowodowania pęknięcia.
– Właściwości optyczne papieru – zależy od nich głównie kontrastowość, jakość i zewnętrzny wygląd druków. Właściwości optyczne papieru określają zdolność do odbijania, pochłaniania i przepuszczania światła. Warunkują one dobre odwzorowanie obrazów, niemęczący odczyt tekstów oraz odpowiednią estetykę. Właściwości optyczne zależą od składników, struktury wewnętrznej i powierzchniowej wytworów papierniczych. Do najważniejszych właściwości optycznych należą: białość, barwa, połysk i nieprzezroczystość.
Urządzeniem służącym do pomiaru białości i barwy jest spektrofotometr. Jest to urządzenie mierzące ilość światła jaka jest absorbowana przez badaną próbkę.
R1Jz3ptObBazC
Zdjęcie przedstawia spektrofotometr. Widoczne jest niewielkie urządzenie, mające kształt prostopadłościanu z zaokrąglonymi bokami. Od spodu urządzenie ma otwartą klapkę. Na górze widoczny jest prostokątny wyświetlacz ze skalami i numerkami. Na prawo od niego widoczna jest nazwa: exact.
Spektrofotometr
Źródło: Akademia Finansów i Biznesu Vistula, licencja: CC BY 3.0.
– Właściwości hydrofobowe i hydrofilowe – określają sposób zachowania się papieru pod działaniem wilgoci i wody oraz innych cieczy organicznych takich jak olej czy ksylen. Do najważniejszych właściwości w tej grupie zaliczamy: wilgotność bezwzględną, wilgotność względną, stopień zaklejenia, stateczność wymiarowa, chłonność powierzchniową, wodotrwałość i wodoodporność.
RjTfoSsZU9CjY
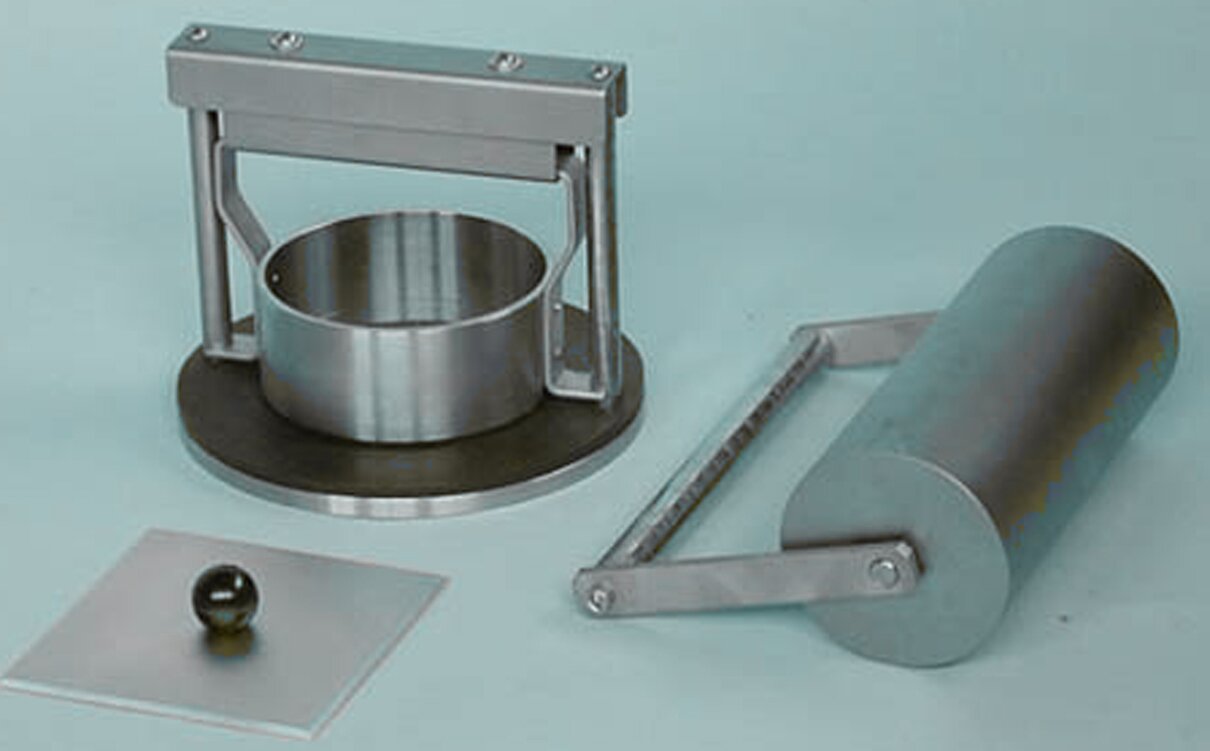
Zdjęcie przedstawia aparat Cobba. Widoczne są trzy elementy. Pierwszy to kwadratowa pokrywka w kolorze srebrnym z czarną okrągłą gałką pośrodku. Drugi to cylindryczny element w kolorze srebrnym, zamocowany na okrągłej podstawie. Na podstawie zamocowany został stelaż z dwóch pionowych rurek z taśmowatymi, łukowato wygiętymi zaczepami, które zostały połączone poziomą poprzeczką. Trzecie element to walec, do którego podstawy i góry przymocowana została rączka.
Aparat Cobba
Źródło: Akademia Finansów i Biznesu Vistula, licencja: CC BY 3.0.
Oznaczanie absorpcji wody przeprowadza się najczęściej wykonując badanie metodą Cobba (ISO 535‑1991), która służy do badania chłonności papieru i tektury.
– Właściwości chemiczne – dla papierów stosowanych do drukowania największe znaczenie ma tutaj: odczyn pH powierzchni, zawartość celulozy, liczba miedziowa, lepkość, odczyn pH wyciągu wodnego oraz zawartość popiołu, zawartość substancji organicznych, zawartość substancji nieorganicznych.
– Właściwości specjalne – zalicza się do nich: odporność na starzenie, odporność na wysoką temperaturę, skłonność do pylenia, skłonność do elektryzowania się, ługotrwałość, przyjmowanie farby drukowej, zadrukowalność, ognioodporność, odporność na ścieranie.
– Właściwości ochronne – przenikalność powietrza, przenikalność pary wodnej, przepuszczalność wody, przepuszczalność tłuszczów.
Białość - zależna jest od surowców użytych do produkcji papieru, od rozjaśniaczy (środki optycznie bielące) i od stopnia czystości.
Chłonność oleju - jest to zdolność przyjmowania farby. Może decydować o dopuszczalnej prędkości maszyny drukującej.
Drukowność wyrobów - jest to umowna cecha papieru, która określa przydatność papieru do drukowania.
Gęstość pozorna - jest to stosunek gramatury do grubości wyrobu papierniczego. Przedział od 0,3 do 1,2 g/cmIndeks górny 33.
Gładkość - Cecha, która ma ogromne znaczenie dla papierów przeznaczonych do pisania oraz dla papierów drukowych. Charakteryzuje ona porowatość papieru.
R1bf4Aa5aFDNC
Zdjęcie przedstawia miernik gładkości metodą Bendsena, w ujęciu z ukosa. Widoczne jest urządzenie w kształcie zbliżonym do prostopadłościanu, ze ściętą pod kątem górną częścią przedniej ściany oraz głębokim podcięciem w dolnej części, które tworzy rodzaj blatu. Na ściętej ściance urządzenia widoczny jest wyświetlacz w srebrnej ramie, po lewej stronie której widoczny jest okrągły przycisk. W podcięciu widoczne są dwa cylindryczne elementy dotykające srebrnego blatu. Urządzenie stoi na czterech czarnych, niskich nóżkach, z których widoczne są tylko trzy. Po prawej stronie podstawy widoczny napis Rycolab.
Miernik gładkości metodą Bendsena
Źródło: Akademia Finansów i Biznesu Vistula, licencja: CC BY 3.0.
Jednorodność - charakteryzuje stopień jednolitości wyrobu, Ważny jest dla użytkownika, przetwórcy i drukarza.
Nieprzezroczystość - Jest to opór przenikania światła. Malaje on wraz ze wzrostem gęstości i gładkości papieru, a zwiększa się ze wzrostem jego grubości. Ważna cecha dla papierów drukowych, które muszą mieć odpowiednią nieprzezroczystość, aby nie przebijały druku na drugą stronę.
Odporność mechaniczna - to odporność na łamanie, zginanie (musi być dobra dla banknotów) oraz odporność na starzenie.
Odporność na starzenie – każdy papier pod wpływem czasu staje się mniej wytrzymały, żółknie, a w drastycznych przypadkach kruszy się i rozpada. Wysokiej odporności wymagają papiery dokumentowe, niektóre papiery drukowe i do pisma. Połysk - najmniejszy połysk mają papiery matowe, a największy papiery satynowe (tzw. ilustracyjne).
Samozerwalność - czyli wytrzymałość na zerwanie. To cecha, która ma szczególne znaczenie dla oceny przydatności papieru. M.in. samozerwalność mierzy się dla papieru gazetowego i papierów drukowych przeznaczonych do drukowania na szybkobieżnych maszynach. Test samozerwalności, rozciąliwości wykonuje się na urządzeniu zwanym zrywarką.
RpWSVeE51OEin
Zdjęcie przedstawia zrywarkę. Widoczny jest metalowy stelaż urządzenia złożony z poziomej podstawy na niskich, okrągłych nóżkach. Z prawej i lewej strony podstawy wychodzą dwa metalowe, pionowe przęsła, połączone w górnej części dwiema poprzeczkami w kolorze czerwonym. Do prawego przęsła przymocowany jest prostopadłościenny, przesuwany w górę i w dół, element, w którego dolnej części widoczne są przyciski i pokrętła. Do czerwonej poprzeczki, umieszczonej na wysokości 3/4 przęseł, pośrodku przymocowany jest element z pokrętłem, który znajduje się dokładnie nad zaciskiem pośrodku podstawy. Na prawo od zrywarki widoczne są paski papieru, przeźroczysta linijka, drukarka.
Zrywarka
Źródło: Akademia Finansów i Biznesu Vistula, licencja: CC BY 3.0.
Wilgotność - czyli zawartość wody w papierze. Wilgotność wyrobu wpływa na jego właściwości wytrzymałościowe, sztywność, giętkość i elastyczność. Wyrób papierniczy powinien być przechowywany w przewiewnych magazynach o wilgotności względnej nieprzekraczającej 65% i w temp. 200Indeks górny ooC.
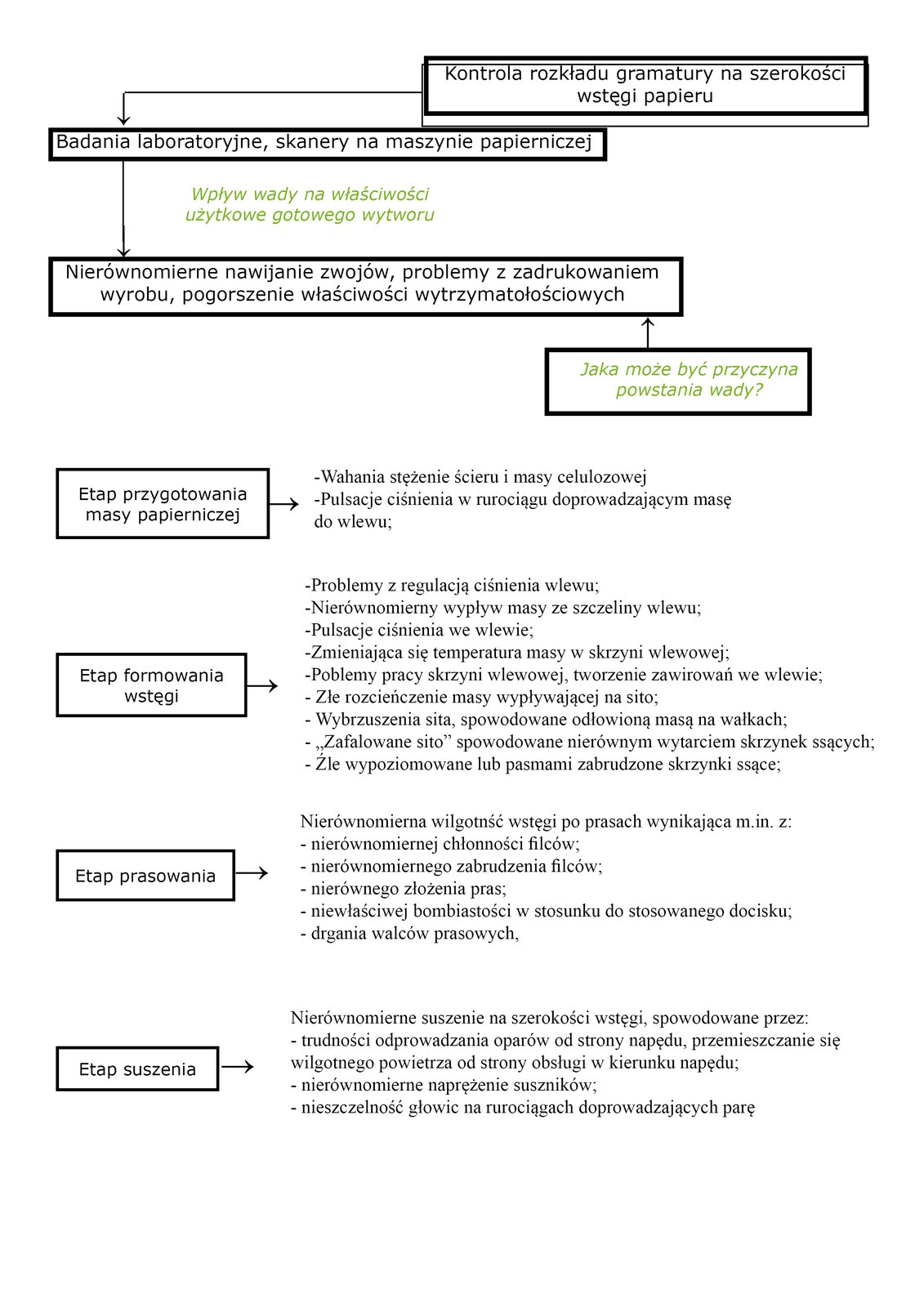
Działania naprawcze, podejmowane po dokładnym ustaleniu przyczyny wady, polegają na ustaleniu planu kontroli oraz stosowaniu się do zaleceń pokontrolnych. Każdy etap procesów występujących podczas produkcji mas włóknistych podlega kontroli, której celem jest eliminacja wad i problemów mogących w nim wystąpić. Należy dokładnie określić przyczynę powstawania wady oraz podjąć działania korygujące.
RvntSiWf2gRbn
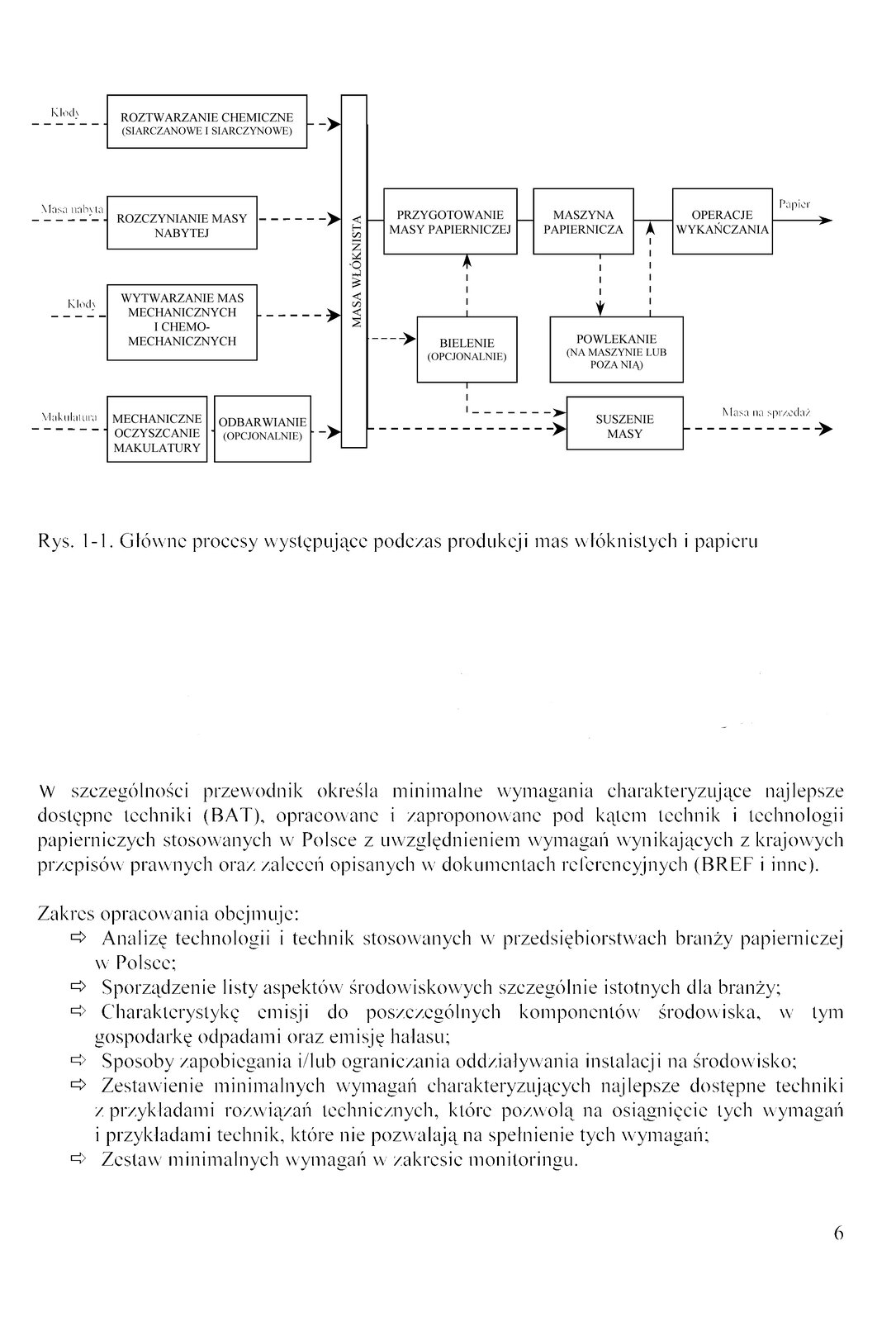
Grafika prezentuje główne procesy występujące podczas produkcji mas włóknistych i papieru. W kolumnie, po lewej stronie, widoczne są strzałki skierowane w prawo, które dotykają prostokąta z napisem: MASA WŁÓKNISTA. Na początku każdej strzałki znajduje się napis, a na ich środku znajduje się prostokąt z tekstem opisującym proces. Od góry w kolumnie widoczne są: Kłody - roztwarzanie chemiczne (siarczanowe i siarczynowe); Masa nabyta - rozczynianie masy nabytej; Kłody - wytwarzanie mas mechanicznych i chemo‑mechanicznych; Makulatura - mechaniczne oczyszczanie makulatury i odbarwianie (opcjonalnie). Od napisu MASA WŁÓKNISTA widoczne są prostokąty z napisami dotyczącymi kolejnych etapów procesu: przygotowanie masy papierniczej - maszyna papiernicza - operacje wykańczania - papier. Poniżej znajdują się dwa napisy bielenie (opcjonalne) i powlekanie (na maszynie lub poza nią), od których biegną strzałki: od bielenie (opcjonalne) do przygotowanie masy papierniczej; od maszyna papiernicza do powlekanie (na maszynie lub poza nią); od powlekanie (na maszynie lub poza nią) do odcinka pomiędzy maszyna papiernicza a operacje wykańczania. Od bielenie (opcjonalne) biegnie strzałka w dół do suszenie masy, z której wychodzi strzałka z napisem masa na sprzedaż.
Poniżej widoczny jest fragment tekstu: W szczególności przewodnik określa minimalne wymagania charakteryzujące najlepsze dostępne techniki (BAT), opracowane i zaproponowane pod kątem technik i technologii papierniczych stosowanych w Polsce z uwzględnieniem wymagań wynikających z krajowych przepisów prawnych oraz zaleceń opisanych w dokumentach referencyjnych (BREF i inne).
Zakres opracowania obejmuje: Analizę technologii i technik stosowanych w przedsiębiorstwach branży papierniczej w Polsce; Sporządzenie listy aspektów środowiskowych szczególnie istotnych dla branży; Charakterystykę emisji do poszczególnych komponentów środowiska, w tym gospodarkę odpadami oraz emisję hałasu; Sposoby zapobiegania i/lub ograniczania oddziaływania instalacji na środowisko; Zestawienie minimalnych wymagań charakteryzujących najlepsze dostępne techniki z przykładami rozwiązań technicznych, które pozwolą na osiągnięcie tych wymagań i przykładami technik, które nie pozwalają na spełnienie tych wymagań; Zestaw minimalnych wymagań w zakresie monitoringu.
Źródło: Akademia Finansów i Biznesu Vistula, licencja: CC BY 3.0.
R1U38xKisHiLm
Grafika przedstawia poszczególne etapy produkcji. Od góry widoczne są Kontrola rozkładu gramatury na szerokości wstęgi papieru, od której prowadzi strzałka do: Badania laboratoryjne, skanery na maszynie papierniczej. Od tego elementu prowadzi strzałka do: Nierównomierne nawijanie zwojów, problemy z zadrukowaniem wyrobu, pogorszenie właściwości wytrzymałościowych. Pomiędzy nimi widoczny jest napis z zielonych liter: Wpływ wady na właściwości użytkowe gotowego wytworu. Poniżej znajduje się napis z zielonych liter: Jaka może być przyczyna powstania wady?, od którego prowadzi strzałka do Nierównomierne nawijanie zwojów, problemy z zadrukowaniem wyrobu, pogorszenie właściwości wytrzymałościowych. Poniżej znajduje się tekst opisujący poszczególne etapy. Etap przygotowania masy papierniczej, od którego prowadzi strzałka do: Wahania stężenie ścieru i masy celulozowej; Pulsacje ciśnienia w rurociągu doprowadzającym masę do wlewu. Etap formowania wstęgi, od którego prowadzi strzałka do: Problemy z regulacją ciśnienia wlewu; Nierównomierny wypływ masy ze szczeliny wlewu; Pulsacje ciśnienia we wlewie; Zmieniająca się temperatura masy w skrzyni wlewowej; Problemy pracy skrzyni wlewowej, tworzenie zawirowań we wlewie; Złe rozcieńczenie masy wypływającej na sito; Wybrzuszenia sita, spowodowane odłowioną masą na wałkach; ,,Zafalowane sito" spowodowane nierównym wytarciem skrzynek ssących; Źle wypoziomowane lub pasmami zabrudzone skrzynki ssące. Etap prasowania, od którego prowadzi strzałka do: Nierównomierna wilgotność wstęgi po prasach wynikająca m.in. z: nierównomiernej chłonności filców; nierównomiernego zabrudzenia filców; nierównego złożenia pras; niewłaściwej bombiastości w stosunku do stosowanego docisku; drgania walców prasowych. Etap suszenia, od którego prowadzi strzałka do: Nierównomierne suszenie na szerokości wstęgi, spowodowane przez: trudności odprowadzania oparów od strony napędu, przemieszczanie się wilgotnego powietrza od strony obsługi w kierunku napędu; nierównomierne naprężenie suszników; nieszczelność głowic na rurociągach doprowadzających parę.
Źródło: Akademia Finansów i Biznesu Vistula, licencja: CC BY 3.0.
RfWu0P6r6Wfnp
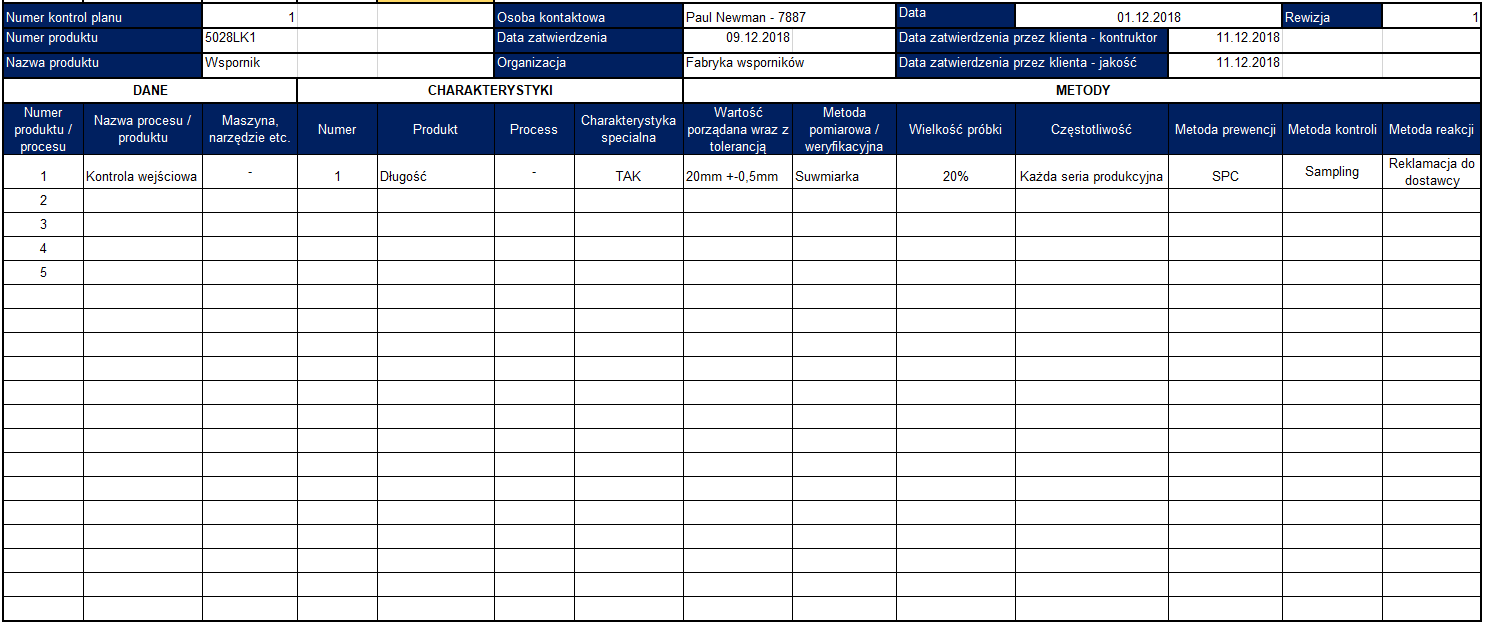
Grafika przedstawia przykładowy arkusz badań. Widoczna jest tabela, w której widoczne są granatowe komórki z tytułami oraz białe komórki do wypełnienia. Od góry widoczne są: Numer kontrolny planu - 1; Numer produktu - 5028LK1; Nazwa produktu - Wspornik; Osoba kontaktowa - Paul Newman 7887; Data zatwierdzenia - 09.12.2018; Organizacja - Fabryka wsporników; Data - 01.12.2018; Data zatwierdzenia przez klienta‑konstruktor - 11.12.2018; Data zatwierdzenia przez klienta‑jakość - 11.12.2018; Rewizja - 1. Numer produktu/procesu - 1, 2, 3, 4, 5 (wypełniona tylko pozycja 1); Nazwa procesu/produktu - Kontrola wejściowa; Maszyna, narzędzie etc. - –; Numer - 1; Produkt - Długość; Proces - –; Charakterystyka specjalna - TAK; Wartość pożądana wraz z tolerancją - 20mm +/- 05mm; Metoda pomiarowa/weryfikacyjna - Suwmiarka; Wielkość próbki - 20%; Częstotliwość - Każda seria produkcyjna; Metoda prewencji - SPC; Metoda kontroli - Sampling; Metoda reakcji - Reklamacja do dostawcy.
Przykładowy arkusz badań
Źródło: Akademia Finansów i Biznesu Vistula, licencja: CC BY 3.0.
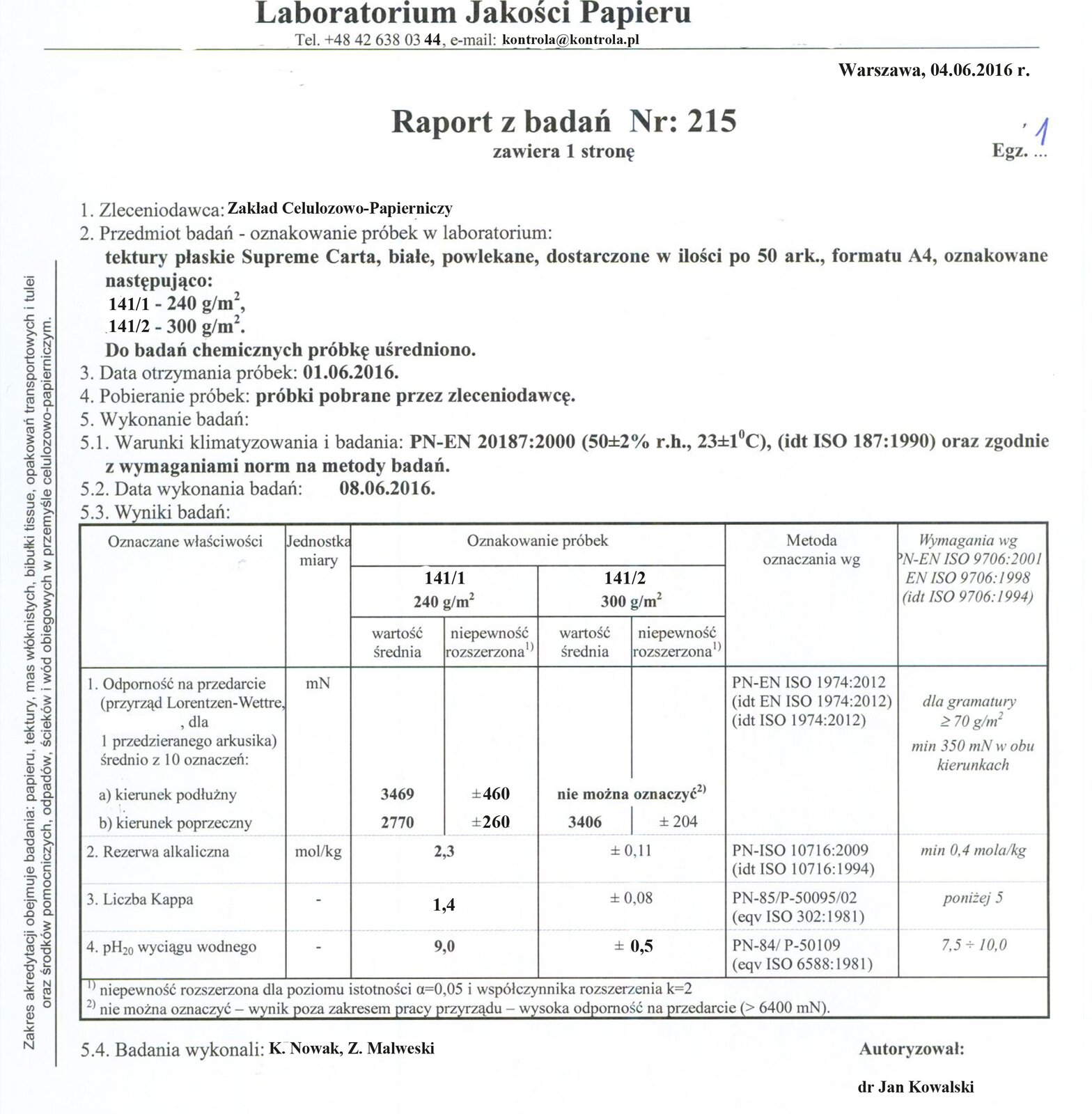
Badania mają miejsce bezpośrednio na maszynach lub odbywają się w laboratoriach zakładu bądź poza nim.
R1WivfQ5jvJEf
Grafika przedstawia przykładowy raport z badań odbywających się poza zakładem papierniczym. W górnej części widoczny jest napis: Laboratorium Jakości Papieru oraz Tel. +48 42 638 03 44, e‑mail: Jrnntrola@kontrola.pl. Poniżej, po prawej napis: Warszawa, 04.06.2016 r. Poniżej pośrodku napis: Raport z badań Nr: 215 zawiera 1 stronę i Egz. 1. Poniżej widoczna jest treść raportu: 1. Zleceniodawca: Zakład Celulozowo‑Papierniczy; 2. Przedmiot badań - oznakowanie próbek w laboratorium: tektury płaskie Supreme Carta, białe, powlekane, dostarczone w ilości po 50 ark., formatu A4, oznakowane następująco: 141/1 - 240 g/m kw., 141/2 - 300 g/m kw.Do badań chemicznych próbkę uśredniono; 3. Data otrzymania próbek: 01.06.2016; 4. Pobieranie próbek: próbki pobrane przez zleceniodawcę; 5. Wykonanie badań: 5.1. Warunki klimatyzowania i badania: PN‑EN 20187:2000 (50±2% r.h., 23±1°C), (idt ISO 187:1990) oraz zgodnie z wymaganiami norm na metody badań. 5.2. Data wykonania badań: 08.06.2016. 5.3. Wyniki badań w formie tabeli z oznaczeniem właściwości, jednostką miary, oznakowaniem próbek, metodą oznaczania wg, wymaganiami wg PN‑EN ISO 9706:2001 EN ISO 9706: I 998 (idt ISO 9706: I 994); 5.4. Badania wykonali: K. Nowak, Z. Mahveski; Autoryzował: dr Jan Kowalski.
Przykładowy raport z badań odbywających się poza zakładem papierniczym
Źródło: Akademia Finansów i Biznesu Vistula, licencja: CC BY 3.0.
Zaawansowane, bezpośrednie monitorowanie etapów produkcji, np. wstęgi papieru i parametrów maszyny oraz automatyzacja procesu umożliwia bardziej dokładne sterowanie procesem i przyczynia się do zmniejszenia ilości zrywów wstęgi i zakłóceń pracy maszyny. Zaawansowany układ regulacji i mieszanie na bieżąco mogą wyeliminować potrzebę wykorzystywania niektórych kadzi lub brakujących kadzi.
Niestabilności w przygotowywaniu masy i w części mokrej powodują zrywy wstęgi i powodują zaburzenia w obiegach wodnych. Z tego powodu pomiary w ciągu produkcyjnym oraz dokładne sterowanie procesem mają istotne znaczenie dla skutecznego wyrobu papieru. Poniżej wymieniono główne obszary, w których pomiary i automatyzacja podnoszą zarówno jakość, jak i wydajność oraz ograniczają oddziaływania na środowisko.
Należy dokładnie kontrolować charakterystykę masy wprowadzanej do maszyny, żeby utrzymywać na niskim poziomie ilość braku własnego. W papierniach używających wielu maszyn papierniczych straty masy można zmniejszyć, jeśli brak własny można wykorzystać w innej maszynie.
R17kl3BO7i1pV
Zdjęcie przedstawia czujnik. Widoczne jest urządzenie złożone z prostopadłościennego elementu, na końcu którego od dołu widoczny jest cylindryczny element. Element ten znajduje się nad biały blatem. Prostopadłościenna część urządzenia przymocowana jest czterema zaczepami do pionowej metalowej rurki znajdującej się na brzegu blatu.
Czujnik
Źródło: Akademia Finansów i Biznesu Vistula, licencja: CC BY 3.0.
Wyniki pomiarów stężenia zawiesiny i mętności są ważnymi wskaźnikami wielkości szczytowych, pozwalających uniknąć niepotrzebnych strat włókna i zmniejszających ładunek zanieczyszczeń. Komponowanie składu masy papierniczej: w czasie ustalania proporcji i łączenia składników gęstej masy, ograniczanie różnic stężeń i jakości masy (np. pod względem odwadnialności, długości włókna, zawartości wypełniaczy) ma na celu uniknięcia wahań jakości produkowanego papieru. Korzystając m.in. z urządzeń optoelektronicznych, stworzono czujniki analizujące masę, zawartość popiołu, wilgotność, grubość oraz połysk.
Monitorowanie operacji mokrych maszyn papierniczych
Pomiary podawania produktów papierniczych pomagają zapewnić optymalne działanie w celu osiągnięcia zamierzonych specyfikacji produkowanej masy celulozowej i papieru, a także w celu odzyskania nadmiaru surowca, a tym samym energii. Analiza powinna umożliwić:
Monitorowanie optymalnych reakcji chemicznych w części mokrej i przy formowaniu arkuszy papieru
Kontrolę dozowania koagulantów i polimerów
Obliczenie retencji pierwszego przejścia online
Zoptymalizowanie operacji zbiornika, w celu odzyskania wody, ciepła, chamikaliów, wypełniaczy i włókien.
Wczesne wykrycie wapnia i magnezu, które skracają żywotność sprzętu
Parametry istotne dla monitorowania operacji mokrych maszyn papierniczych np. zawartość chloru wartość pH, zawartość ciał stałych, skrobii, siarczanów, azotu czy fosforu
EN - ISO 3037:2000 „Papier i tektura. Metody badań odporności na ściskanie. Oznaczenie odporności tektury falistej na zgniatanie kolumnowe (ECT)”;
K. Przybysz: Technologia celulozy i papieru. Technologia papieru. II. Wydanie drugie zmienione. Wydawnictwo szkolne i pedagogiczne. Warszawa 1997;
P. Wandelt: Technologia celulozy i papieru. Technologia mas włóknistych. I. Wydanie drugie zmienione. Wydawnictwo szkolne i pedagogiczne. Warszawa 1996;
PN - 84/P - 50138 „Papier. Oznaczenie pracy zerwania oraz współczynnika odporności na zerwanie”;
PN - EN 20187:1993 „Papier, tektura i masy włókniste. Znormalizowane warunki klimatyzowania i badania oraz sposobu sprawdzania warunków i klimatyzowania próbek”;
PN - EN 21974:1994 „Papier. Oznaczenie odporności na przedarcie. Metoda Elmendorfa”;
PN - EN 23035:1994 „Tektura falista dwuwarstwowa i trzywarstwowa. Oznaczenie odporności na zgniatanie płaskie”;
PN - EN ISO 1924 - 1:1995 „Papier i tektura. Oznaczanie właściwości przy działaniu sił rozciągających. Badanie przy stałym przyroście obciążenie”;
PN - EN ISO 534:2005 „Papier i tektura. Oznaczanie grubości, gęstości pozornej i objętości właściwej”;
PN - ISO 2758:2003 „Papier. Oznaczenie wytrzymałości na przepuklenie”.
PN - ISO 3039 - 1975 „Tektura. Oznaczenie odporności na przebicie”.
PN - ISO 536:1996 „Papier i tektura. Oznaczenie gramatury.
PN - ISO 9895:2002 „Papier i tektura. Odporność na zgniatanie. Badanie przy krótkim wpięciu”