Kliknij, aby rozwinąć instrukcję użytkowania atlasu interaktywnego
Kliknij, aby rozwinąć instrukcję użytkowania atlasu interaktywnego
Atlas interaktywny zawiera schematy z rozwijalnymi punktami.
Rk0FSCkGwPVgX
Przykładowy wygląd schematu
Przykładowy wygląd schematu
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
W lewym górnym rogu znajduje się możliwość ukrycia punktów na schemacie. Numery rozmieszczone są w odpowiedniej kolejności pod odpowiadającymi im elementami ilustracji. Po wyborze któregoś z nich, w lewym górnym rogu pojawią się wszystkie numery znaczników występujących na grafice. Dostępne są również dodatkowe informacje o danym elemencie.
R3NslNUMuMuL1
Schemat z rozwiniętym opisem
Schemat z rozwiniętym opisem
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
Powrót do poprzedniego widoku schematu może odbyć się poprzez kliknięcie na wolny obszar lub użycie przycisku „Wróć” który znajduje się pod rozwiniętym opisem.
Poszczególne metody kontroli jakości przedstawiono w osobnych galeriach. Nad komponentem znajduje się tytuł galerii.
R11quGMv63XC6
Ilustracja przedstawia widok komponentu. Jest to piały obszar nad którym widnieje pogrubiony tytuł "Przyrządy suwmiarkowe". Wewnątrz komponentu po prawej stronie znajduje się czarna strzałka skierowana w prawą stronę oraz ten sam tytuł z numeracją jeden na siedem. Pod nim umieszczony jest podtytuł "Suwmiarka jednostronna". Po prawej stronie znajduje się ilustracja suwmiarki jednostronnej.
Przykładowy widok galerii
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
Numeracja znajdująca się obok nazwy przyrządu, wskazuje ile stron znajduje się w danym układzie.
RL2vUa3lSK20O
Numeracja
Numeracja
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
Po kliknięciu na nazwę oznaczoną strzałką wyświetli się opis oraz nagranie audio, a także pojawią się oznaczenia na rysunku. Nagranie włącza się za pomocą ikony trójkąta i można je w dowolnej chwili zatrzymać. Nagrania audio są tożsame z prezentowanymi opisami.
Rs25hRFbglf34
Widok przed rozwinięciem opisu
Widok przed rozwinięciem opisu
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
REaAnqaJRVQra
Widok po rozwinięciu opisu
Widok po rozwinięciu opisu
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
Aby przejść do trybu pełnoekranowego, należy kliknąć na ikonę znajdująca się na dole galerii.
RfyiMI96yGAFW
Tryb pełnoekranowy
Tryb pełnoekranowy
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
Aby przejść do kolejnego zagadnienia w danym układzie, należy kliknąć znajdującą się po prawej stronie strzałkę. Gdy chce się wrócić do poprzedniego opisu i obrazka, należy kliknąć strzałkę skierowaną w lewo.
R1b9ijs8PUpCg
Strzałka skierowana w prawo
Strzałka skierowana w prawo
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
RZDckrcfI22EC
Strzałka skierowana w lewo
Strzałka skierowana w lewo
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
Kliknięcie na grafikę powoduje jej powiększenie. Aby przemieścić widok powiększenia, należy poruszyć myszką w określonym kierunku. Ponowne kliknięcie spowoduje pomniejszenie się grafiki.
R2u60nqFNEiCV
Powiększona grafika
Powiększona grafika
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
Wewnątrz każdego opisu znajduje się ścieżka dźwiękowa tożsama z treścią.
R1JIcobv5uXZX
Ścieżka dźwiękowa
Ścieżka dźwiękowa
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
Czym są procesy?
1
R1gZmHivSFhLr
Mapa interaktywna. Lista elementów:
Czym jest proces? 1/3 Proces: Proces to każde działanie/operacja, które przekształcają stan wejściowy, w stan wyjściowy.
Mapa interaktywna. Lista elementów:
Czym jest proces? 1/3 Proces: Proces to każde działanie/operacja, które przekształcają stan wejściowy, w stan wyjściowy.
Ilustracja atlasu interaktywnego: Proces
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
Ilustracje w sekcji Czym są procesy? przedstawione są w formie galerii z możliwością przewijania zdjęć za pomocą strzałki znajdującej się po prawej stronie. Po kliknięciu na tytuł obrazka, pojawia się ramka z tekstem oraz z nagraniem dźwiękowym z nim tożsamym.
Czym jest proces? Proces
Opis ilustracji: Na ilustracji znajduje się koło z napisem Proces.
Tekst: Proces to każde działanie lub operacja, które przekształcają stan wejściowy, w stan wyjściowy.
RcgW9RcT336W4
Mapa interaktywna. Lista elementów:
Czym jest proces? 2/3 Stan wejściowy: Na stan wejściowy składają się:
Materiały
Procedury
Metody
Informacja
Ludzie
Szkolenia
Wiedza
Wyposażenie
Mapa interaktywna. Lista elementów:
Czym jest proces? 2/3 Stan wejściowy: Na stan wejściowy składają się:
Materiały
Procedury
Metody
Informacja
Ludzie
Szkolenia
Wiedza
Wyposażenie
Ilustracja atlasu interaktywnego: Proces na wejściu
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
Czym jest proces? Stan wejściowy
Opis ilustracji: Na ilustracji znajduje się koło z napisem Proces. Po lewej stronie koła znajduje się lista napisów:
Materiały
Procedury
Metody
Informacje
Ludzie
Szkolenia
Wiedza
Wyposażenie
Od listy poprowadzono poziomą strzałkę w kierunku koła z napisem Proces.
Tekst: Na stan wejściowy składaja się:
Materiały
Procedury
Metody
Informacje
Ludzie
Szkolenia
Wiedza
Wyposażenie
R1Ubm5BMZOpoH
Mapa interaktywna. Lista elementów:
Czym jest proces? 3/3 Stan wyjściowy: {audio=1} Każda organizacja na co dzień wykonuje wiele działań, dotyczą one produkcji, szkolenia, zarządzania personelem, planowania marketingu, dostaw czy utrzymania ruchu. Zarządzanie jakością jest realizowane poprzez zarządzanie procesami organizacji. Bardzo istotne jest zdefiniowanie procesów głównych – związanych z celami polityki jakości danej firmy.
Na stan wyjściowy składają się:
Wyroby
Usługi
Informacje
Dokumentacja
Mapa interaktywna. Lista elementów:
Czym jest proces? 3/3 Stan wyjściowy: {audio=1} Każda organizacja na co dzień wykonuje wiele działań, dotyczą one produkcji, szkolenia, zarządzania personelem, planowania marketingu, dostaw czy utrzymania ruchu. Zarządzanie jakością jest realizowane poprzez zarządzanie procesami organizacji. Bardzo istotne jest zdefiniowanie procesów głównych – związanych z celami polityki jakości danej firmy.
Na stan wyjściowy składają się:
Wyroby
Usługi
Informacje
Dokumentacja
Ilustracja atlasu interaktywnego: Proces na wejściu i wyjściu
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
Czym jest proces? Stan wyjściowy
Opis ilustracji: Na ilustracji znajduje się koło z napisem Proces. Po lewej stronie koła znajduje się lista napisów:
Materiały
Procedury
Metody
Informacje
Ludzie
Szkolenia
Wiedza
Wyposażenie
Od listy poprowadzono poziomą strzałkę w kierunku koła z napisem Proces. Z prawej strony poprowadzono poziomą strzałkę skierowaną do następujących haseł:
Wyroby
Usługi
Informacje
Dokumentacja
Tekst: Każda organizacja na co dzień wykonuje wiele działań, dotyczą one produkcji, szkolenia, zarządzania personelem, planowania marketingu, dostaw czy utrzymania ruchu. Zarządzanie jakością jest realizowane poprzez zarządzanie procesami organizacji. Bardzo istotne jest zdefiniowanie procesów głównych – związanych z celami polityki jakości danej firmy.
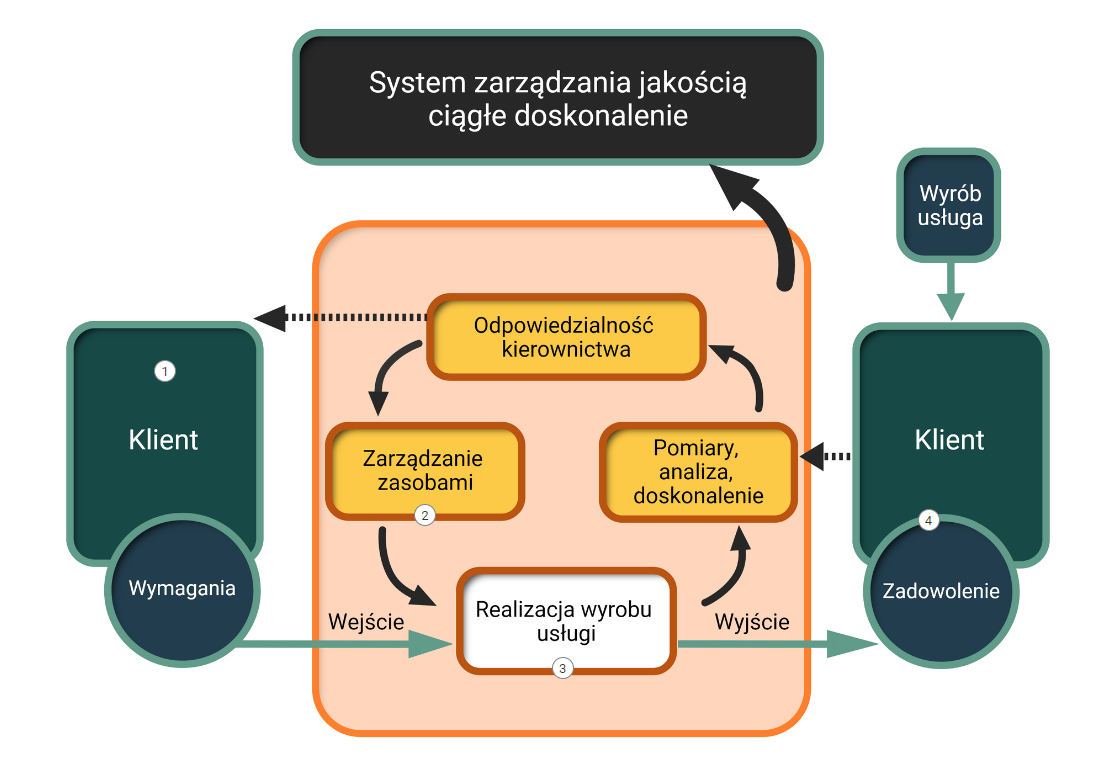
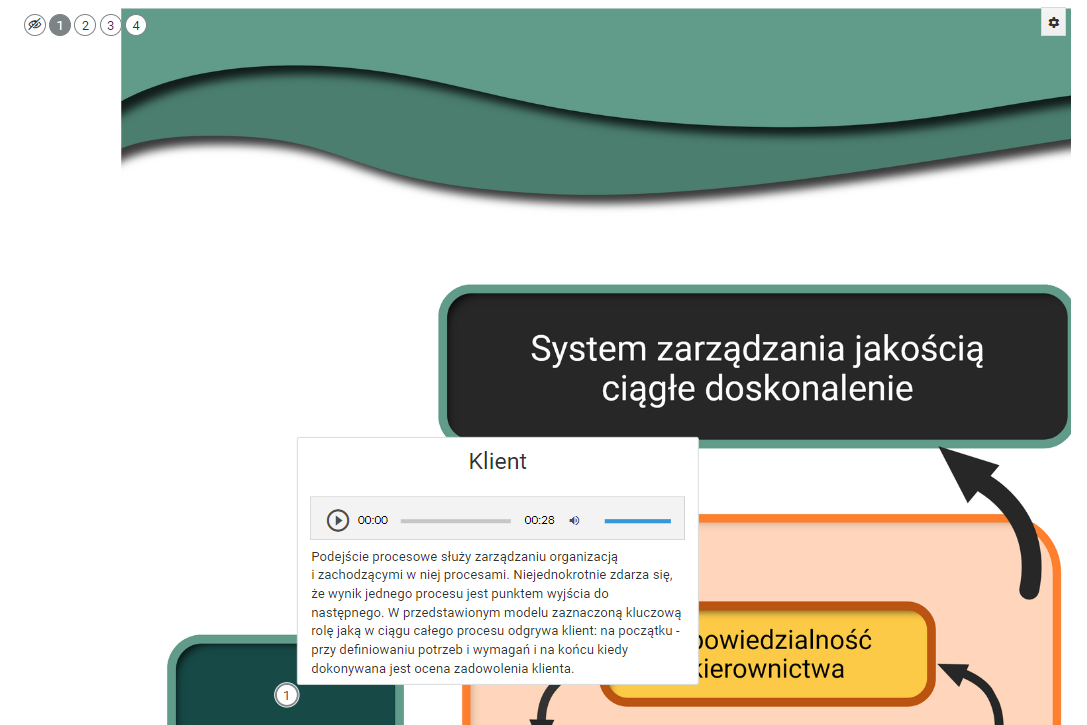
Ilustracja interaktywna 1. Klient Podejście procesowe służy zarządzaniu organizacją i zachodzącymi w niej procesami. Niejednokrotnie zdarza się, że wynik jednego procesu jest punktem wyjścia do następnego. W przedstawionym modelu zaznaczoną kluczową rolę jaką w ciągu całego procesu odgrywa klient: na początku - przy definiowaniu potrzeb i wymagań i na końcu kiedy dokonywana jest ocena zadowolenia klienta., 2. Zarządzanie zasobami Zasobami mogą być ludzie, środki finansowe, instalacje, wyposażenie, technologia i metody., 3. Realizacja wyrobu, usługi Ważnym pojęciem dotyczącym dostarczania wyrobów i usług jest efektywność (ang. efficiency) – prowadzenie procesu w sposób umożliwiający osiągniecie celu (dostarczeniu klientowi wyrobu, usługi) przy jak najmniejszym wysiłku, np. monitorowanie wyrobów w jednostce czasu., 4. Zadowolenie klienta Z kolei pojęcie skuteczności (ang. efectiveness) związane jest z dostarczeniem klientowi wyrobu lub usługi zgodnej z jego oczekiwaniami. Jest to wskaźnik stosowany do oceny zadowolenia klienta. Skuteczność jest związana z określeniem na ile doskonalenie wyrobów i procesów w firmie wpływa na zadowolenie klienta.
Ilustracja interaktywna 1. Klient Podejście procesowe służy zarządzaniu organizacją i zachodzącymi w niej procesami. Niejednokrotnie zdarza się, że wynik jednego procesu jest punktem wyjścia do następnego. W przedstawionym modelu zaznaczoną kluczową rolę jaką w ciągu całego procesu odgrywa klient: na początku - przy definiowaniu potrzeb i wymagań i na końcu kiedy dokonywana jest ocena zadowolenia klienta., 2. Zarządzanie zasobami Zasobami mogą być ludzie, środki finansowe, instalacje, wyposażenie, technologia i metody., 3. Realizacja wyrobu, usługi Ważnym pojęciem dotyczącym dostarczania wyrobów i usług jest efektywność (ang. efficiency) – prowadzenie procesu w sposób umożliwiający osiągniecie celu (dostarczeniu klientowi wyrobu, usługi) przy jak najmniejszym wysiłku, np. monitorowanie wyrobów w jednostce czasu., 4. Zadowolenie klienta Z kolei pojęcie skuteczności (ang. efectiveness) związane jest z dostarczeniem klientowi wyrobu lub usługi zgodnej z jego oczekiwaniami. Jest to wskaźnik stosowany do oceny zadowolenia klienta. Skuteczność jest związana z określeniem na ile doskonalenie wyrobów i procesów w firmie wpływa na zadowolenie klienta.
Schemat atlasu interaktywnego: System zarządzania jakością
Źródło: GroMar Sp. z.o.o., licencja: CC BY-SA 3.0.
Opis ilustracji: Schemat przedstawia system zarządzania jakością przy ciągłym doskonaleniu się. Na schemacie zaznaczono kolejnymi cyframi poszczególne elementy schematu. Po naciśnięciu danej cyfry rozwija się szczegółowy opis danego elementu wraz z nagraniem audio. Nagranie audio odpowiada tekstowi znajdującemu się w opisie. Pierwszym czynnikiem w schemacie są wymagania klienta. Jest to zewnętrzny czynnik względem przedsiębiorstwa. Wymagania te są identyfikowane przez przedsiębiorstwo, które chce je zrealizować, co w schemacie określono jako wejście. Po wejściu wymagań klienta w obszar zainteresowań przedsiębiorstwa, za ich spełnienie odpowiedzialne jest kierownictwo. Aby je zrealizować, kierownictwo zarządza zasobami. Samo wejście wymagań klienta generuje realizację wyrobu usługi. Jeśli jest dobrze wykonana dzięki odpowiednim zarządzaniu zasobami, następuje tak zwane wyjście poza obszar przedsiębiorstwa i pojawia się zadowolenie klienta. Po realizacji wyrobu usługi, przedsiębiorstwo dokonuje pomiarów, analizy i doskonalenia w oparciu o poziom zadowolenia klienta z wykonanej usługi. Pomiary i analizy są przekazywane do kierownictwa.
Opis pojęć
Wymagania klienta – Podejście procesowe służy zarządzaniu organizacją i zachodzącymi w niej procesami. Niejednokrotnie zdarza się, że wynik jednego procesu jest punktem wyjścia do następnego. W przedstawionym modelu zaznaczoną kluczową rolę jaką w ciągu całego procesu odgrywa klient: na początku - przy definiowaniu potrzeb i wymagań i na końcu kiedy dokonywana jest ocena zadowolenia klienta.
Zarządzanie zasobami – Zasobami mogą być ludzie, środki finansowe, instalacje, wyposażenie, technologia i metody.
Realizacja wyrobu, usługi – Ważnym pojęciem dotyczącym dostarczania wyrobów i usług jest efektywność (ang. efficiency) – prowadzenie procesu w sposób umożliwiający osiągniecie celu (dostarczeniu klientowi wyrobu, usługi) przy jak najmniejszym wysiłku, np. monitorowanie wyrobów w jednostce czasu.
Zadowolenie klienta – Z kolei pojęcie skuteczności (ang. efectiveness) związane jest z dostarczeniem klientowi wyrobu lub usługi zgodnej z jego oczekiwaniami. Jest to wskaźnik stosowany do oceny zadowolenia klienta. Skuteczność jest związana z określeniem na ile doskonalenie wyrobów i procesów w firmie wpływa na zadowolenie klienta.
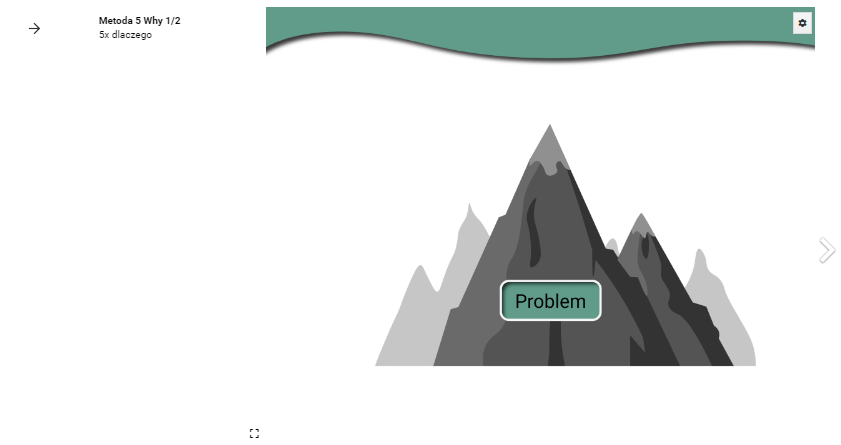
Metoda 5 Why 1/2 5x dlaczego: Metoda 5 Why inaczej 5 Whys, 5x dlaczego, 5W, jest jedną z metod pozwalających na wykrywanie przyczyn problemów (lub defektów). Jest to zasada, którą stosujemy w celu ustalenia podstawowej przyczyny zakłóceń.
Zadawanie tych pytań pozwala na dojście do źródła problemu, zbadanie jego przyczyny i skupienie się na skutecznym rozwiązaniu. Dzięki zadawaniu pytań „Dlaczego?” jesteśmy w stanie lepiej zrozumieć problem, przez co główna przyczyna jego powstania jest łatwiejsza do zidentyfikowania i wyeliminowania.
Problem
Mapa interaktywna. Lista elementów:
Metoda 5 Why 1/2 5x dlaczego: Metoda 5 Why inaczej 5 Whys, 5x dlaczego, 5W, jest jedną z metod pozwalających na wykrywanie przyczyn problemów (lub defektów). Jest to zasada, którą stosujemy w celu ustalenia podstawowej przyczyny zakłóceń.
Zadawanie tych pytań pozwala na dojście do źródła problemu, zbadanie jego przyczyny i skupienie się na skutecznym rozwiązaniu. Dzięki zadawaniu pytań „Dlaczego?” jesteśmy w stanie lepiej zrozumieć problem, przez co główna przyczyna jego powstania jest łatwiejsza do zidentyfikowania i wyeliminowania.
Problem
Ilustracje atlasu interaktywnego: Problem
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
Ilustracje w sekcji „Metoda 5 Why” przedstawione są w formie galerii z możliwością przewijania zdjęć za pomocą strzałki znajdującej się po prawej stronie. Obok obrazka po lewej stronie znajduje się opis tematu. Po kliknięciu w tytuł ilustracji, pojawia się ramka z tekstem i z nagraniem dźwiękowym z nim tożsamym.
Metoda 5 Why 5 razy dlaczego
Opis ilustracji: Ilustracja przedstawia góry z ośnieżonym szczytem jako wizualizację rozmiarów problemu. Na jej środku w ramce widnieje napis „Problem”. Po rozwinięciu opisu tematu, zdjęcie zmienia się. Wciąż główny element stanowią góry, natomiast napis „Problem” zniknął. Po lewej stronie wzdłuż wysokości góry ustawionych jest jeden nad drugim pięć napisów „Why”. Linią przerywaną wzdłuż góry zaznaczona jest kręta droga do szczytu, gdzie na wysokości każdego napisu „Why” znajduje się kółko na ścieżce. Na szczycie góry znajduję się flaga.
Tekst: Metoda 5 Why inaczej 5 Whys, 5 razy dlaczego, , jest jedną z metod pozwalających na wykrywanie przyczyn problemów lub defektów. Jest to zasada, którą stosujemy w celu ustalenia podstawowej przyczyny zakłóceń.
Zadawanie tych pytań pozwala na dojście do źródła problemu, zbadanie jego przyczyny i skupienie się na skutecznym rozwiązaniu. Dzięki zadawaniu pytań „Dlaczego?” jesteśmy w stanie lepiej zrozumieć problem, przez co główna przyczyna jego powstania jest łatwiejsza do zidentyfikowania i wyeliminowania.
RuCZg6CWsCfpd
Mapa interaktywna. Lista elementów:
Metoda 5 Why 2/2 Sakichi Toyoda: Metoda rozwiązywania problemów 5 WHY została rozwinięta przez Sakichi Toyodę – założyciela Toyota Industries Co., Ltd. Polega ona na pięciokrotnym zadaniu pytania „Dlaczego?” w celu dotarcia do przyczyny problemu. Liczba pytań w razie potrzeby może się zwiększać. Chodzi o to, aby poznać okoliczności powstania problemu i sprawdzić, gdzie się on rozpoczął, a nie tylko patrzeć na problem powierzchownie.
Metoda 5 WHY służy do znajdowania pojedynczej przyczyny problemu, dlatego najbardziej skutecznie współgra z problemami, które wynikają z jednej podstawowej przyczyny. Im więcej jest możliwych przyczyn problemu, tym trudniejsze jest prawidłowe wykorzystanie tej metody.
Metoda 5 Why wykorzystywana jest np. w Diagramie Ishikawy. Metoda ta jest powszechnie używana w przedsiębiorstwach na całym świecie, także przez osoby z długoletnim doświadczeniem zawodowym.
Mapa interaktywna. Lista elementów:
Metoda 5 Why 2/2 Sakichi Toyoda: Metoda rozwiązywania problemów 5 WHY została rozwinięta przez Sakichi Toyodę – założyciela Toyota Industries Co., Ltd. Polega ona na pięciokrotnym zadaniu pytania „Dlaczego?” w celu dotarcia do przyczyny problemu. Liczba pytań w razie potrzeby może się zwiększać. Chodzi o to, aby poznać okoliczności powstania problemu i sprawdzić, gdzie się on rozpoczął, a nie tylko patrzeć na problem powierzchownie.
Metoda 5 WHY służy do znajdowania pojedynczej przyczyny problemu, dlatego najbardziej skutecznie współgra z problemami, które wynikają z jednej podstawowej przyczyny. Im więcej jest możliwych przyczyn problemu, tym trudniejsze jest prawidłowe wykorzystanie tej metody.
Metoda 5 Why wykorzystywana jest np. w Diagramie Ishikawy. Metoda ta jest powszechnie używana w przedsiębiorstwach na całym świecie, także przez osoby z długoletnim doświadczeniem zawodowym.
Ilustracja atlasu interaktywnego: 5 x dlaczego
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
Metoda 5 Why Sakichi Toyoda
Opis ilustracji: Na planszy zapisany jest tekst 5 razyDlaczego, a wokół niego znajdują się pytajniki.
Tekst: Metoda rozwiązywania problemów 5 Why została rozwinięta przez Sakichi Toyodę – założyciela Toyota Industries Co., Ltd. Polega ona na pięciokrotnym zadaniu pytania „Dlaczego?” w celu dotarcia do przyczyny problemu. Liczba pytań w razie potrzeby może się zwiększać. Chodzi o to, aby poznać okoliczności powstania problemu i sprawdzić, gdzie się on rozpoczął, a nie tylko patrzeć na problem powierzchownie.
Metoda 5 Why służy do znajdowania pojedynczej przyczyny problemu, dlatego najbardziej skutecznie współgra z problemami, które wynikają z jednej podstawowej przyczyny. Im więcej jest możliwych przyczyn problemu, tym trudniejsze jest prawidłowe wykorzystanie tej metody.
Metoda 5 Why wykorzystywana jest np. w Diagramie Ishikawy. Metoda ta jest powszechnie używana w przedsiębiorstwach na całym świecie, także przez osoby z długoletnim doświadczeniem zawodowym.
Przykład analizy za pomocą metody 5 Why 1/3 Problem 1: W wyniku przeprowadzonej (przykładowej) analizy 5 Why wprowadzono następujące działania zaradcze:
Dokonano pomiaru sprawdzenia żywotności rury krystalizatora w maszynie COS
Wymieniono rolkę pomiarową
Po wykonanym przeglądzie wymieniono krystalizator na inny
Dokonano przeglądu prewencyjnego wszystkich rurek pomiarowych w maszynie COS
Zmodernizowano układ kondycjonowania wody w maszynie COS
Przeprowadzona analiza 5 Why umożliwiła wprowadzenie działań powstrzymujących dalsze występowanie problemu, działań korygujących – naprawczych, oraz działań zapobiegawczych, tak żeby uniknąć ponownego wystąpienia podobnego problemu.
Mapa interaktywna. Lista elementów:
Przykład analizy za pomocą metody 5 Why 1/3 Problem 1: W wyniku przeprowadzonej (przykładowej) analizy 5 Why wprowadzono następujące działania zaradcze:
Dokonano pomiaru sprawdzenia żywotności rury krystalizatora w maszynie COS
Wymieniono rolkę pomiarową
Po wykonanym przeglądzie wymieniono krystalizator na inny
Dokonano przeglądu prewencyjnego wszystkich rurek pomiarowych w maszynie COS
Zmodernizowano układ kondycjonowania wody w maszynie COS
Przeprowadzona analiza 5 Why umożliwiła wprowadzenie działań powstrzymujących dalsze występowanie problemu, działań korygujących – naprawczych, oraz działań zapobiegawczych, tak żeby uniknąć ponownego wystąpienia podobnego problemu.
Ilustracja atlasu interaktywnego: Problem 1
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
Ilustracje w sekcji „Przykład analizy za pomocą metody 5 Why” przedstawione są w formie galerii z możliwością przewijania zdjęć za pomocą strzałki znajdującej się po prawej stronie. Obok obrazka po lewej stronie znajduje się opis tematu.
Po kliknięciu w tytuł ilustracji widoczny po lewej stronie, pojawia się ramka z tekstem i z nagraniem dźwiękowym z nim tożsamym.
Przykład analizy za pomocą metody 5 Why Problem 1
Opis ilustracji: Ilustracja przedstawia schemat związany z problemem i pytaniami dlaczego problem wystąpił.
Problem Brak możliwości zmniejszenia wagi wlewka
Dlaczego? Odpowiedź: Bo brak możliwości zmniejszenia długości wlewka.
Dlaczego? Rolka pomiarowa niesprawna
Dlaczego? Uszkodzone jest łożysko
Dlaczego? Chłodzenie rolki było niedostateczne
Dlaczego? Układ chłodzenia był niedrożny ze względu na narosty kamienia
Dlaczego? Były nieprawidłowe parametry wody chłodzącej. W tym miejscu zakład może się odnieść do istniejącego już zdefiniowanego problemu z tym związanego.
Tekst: W wyniku przeprowadzonej przykładowej analizy 5 Why wprowadzono następujące działania zaradcze:
Dokonano pomiaru sprawdzenia żywotności rury krystalizatora w maszynie COS
Wymieniono rolkę pomiarową
Po wykonanym przeglądzie wymieniono krystalizator na inny
Dokonano przeglądu prewencyjnego wszystkich rurek pomiarowych w maszynie COS
Zmodernizowano układ kondycjonowania wody w maszynie COS
R15K5n7qNlvQM
Mapa interaktywna. Lista elementów:
Przykład analizy za pomocą metody 5 Why 2/3 Problem 2: W wyniku przeprowadzonej (przykładowej) analizy 5 Why wprowadzono następujące działania zaradcze:
Analiza zgłoszonej reklamacji wraz z załącznikami
Analiza procesu produkcyjnego
Analiza książek kontrolnych walcowników w celu sprawdzenia czy czasookres kontroli osprzętu został dochowany
Ponowne szkolenie pracowników z przyjętego standardu
Zmiana osprzętu skręcającego na klatkach grupy pośredniej na inny typ w celu poprawy prowadzenia pasma i zmniejszenia ryzyka nabierania pazurów
Przeprowadzona analiza 5 Why umożliwiła wprowadzenie działań powstrzymujących dalsze występowanie problemu (analiza procesu produkcyjnego analiza książek kontrolnych walcowników w celu sprawdzenia czy czasookres kontroli osprzętu został dochowany), działań korygujących – naprawczych (ponowne szkolenie pracowników z przyjętego standardu) oraz działań zapobiegawczych (zmiana osprzętu skręcającego na klatkach grupy pośredniej), tak żeby uniknąć ponownego wystąpienia podobnego problemu.
Mapa interaktywna. Lista elementów:
Przykład analizy za pomocą metody 5 Why 2/3 Problem 2: W wyniku przeprowadzonej (przykładowej) analizy 5 Why wprowadzono następujące działania zaradcze:
Analiza zgłoszonej reklamacji wraz z załącznikami
Analiza procesu produkcyjnego
Analiza książek kontrolnych walcowników w celu sprawdzenia czy czasookres kontroli osprzętu został dochowany
Ponowne szkolenie pracowników z przyjętego standardu
Zmiana osprzętu skręcającego na klatkach grupy pośredniej na inny typ w celu poprawy prowadzenia pasma i zmniejszenia ryzyka nabierania pazurów
Przeprowadzona analiza 5 Why umożliwiła wprowadzenie działań powstrzymujących dalsze występowanie problemu (analiza procesu produkcyjnego analiza książek kontrolnych walcowników w celu sprawdzenia czy czasookres kontroli osprzętu został dochowany), działań korygujących – naprawczych (ponowne szkolenie pracowników z przyjętego standardu) oraz działań zapobiegawczych (zmiana osprzętu skręcającego na klatkach grupy pośredniej), tak żeby uniknąć ponownego wystąpienia podobnego problemu.
Ilustracja atlasu interaktywnego: problem 2
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
Przykład analizy za pomocą metody 5 Why Problem 2
Opis ilustracji: Ilustracja przedstawia schemat związany z problemem i pytaniami dlaczego problem wystąpił.
Problem Rozwarstwienie walcówki przy przerobie
Dlaczego? Zgłoszenie reklamacji przez klienta
Dlaczego? Utrata spójności struktury na długości pręta
Dlaczego? Zawalcowanie materiału
Dlaczego? Błędne ustawienie osprzętu względem linii walcowania
Dlaczego? Błąd pracownika
Opis tematu W wyniku przeprowadzonej przykładowej analizy 5 Why wprowadzono następujące działania zaradcze:
Analiza zgłoszonej reklamacji wraz z załącznikami
Analiza procesu produkcyjnego
Analiza książek kontrolnych walcowników w celu sprawdzenia czy czasookres kontroli osprzętu został dochowany
Ponowne szkolenie pracowników z przyjętego standardu
Zmiana osprzętu skręcającego na klatkach grupy pośredniej na inny typ w celu poprawy prowadzenia pasma i zmniejszenia ryzyka nabierania pazurów
RoV9IokBBa2Ax
Mapa interaktywna. Lista elementów:
Przykład analizy za pomocą metody 5 Why 3/3 Problem 3: Pojawienie się rysy na wyrobie gotowym w tym przypadku zostało stwierdzone na etapie produkcyjnym co umożliwiło wprowadzenie działań doraźnych co z kolei zapobiegło produkcji dużej ilości wyrobu z wadą. Stwierdzono błędne ustawienie elementów walcarki co pozwoliło na szybką reakcję i usunięcie błędnego ustawienia. W celu zniwelowania występowania błędów w przyszłości na powierzchni bocznej elementów walcarki zaznaczono pozycję docelową zapewniającą dobrą jakość powierzchni walcowanego wyrobu. Dodatkowo w instrukcji wprowadzona została pozycja na check liście przebiegowej procesu walcowania oraz przeszkolono operatorów o konieczności sprawdzania dodatkowego elementu w procesie przygotowania produkcji wyrobów walcowanych.
Mapa interaktywna. Lista elementów:
Przykład analizy za pomocą metody 5 Why 3/3 Problem 3: Pojawienie się rysy na wyrobie gotowym w tym przypadku zostało stwierdzone na etapie produkcyjnym co umożliwiło wprowadzenie działań doraźnych co z kolei zapobiegło produkcji dużej ilości wyrobu z wadą. Stwierdzono błędne ustawienie elementów walcarki co pozwoliło na szybką reakcję i usunięcie błędnego ustawienia. W celu zniwelowania występowania błędów w przyszłości na powierzchni bocznej elementów walcarki zaznaczono pozycję docelową zapewniającą dobrą jakość powierzchni walcowanego wyrobu. Dodatkowo w instrukcji wprowadzona została pozycja na check liście przebiegowej procesu walcowania oraz przeszkolono operatorów o konieczności sprawdzania dodatkowego elementu w procesie przygotowania produkcji wyrobów walcowanych.
Ilustracja atlasu interaktywnego: Problem 3
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
Przykład analizy za pomocą metody 5 Why Problem 3
Opis ilustracji: Ilustracja przedstawia schemat związany z problemem i pytaniami dlaczego problem wystąpił.
Problem Rysy na wyrobie gotowym
Dlaczego? Pasmo dotyka górnego pazura
Dlaczego? Część pazura była ustawiona za nisko
Dlaczego? Osprzęt był ustawiony za nisko
Dlaczego? Niewłaściwie ustawione pazury - zbyt małe prześwity pomiędzy urządzeniami
Dlaczego? Błąd operatora
Opis tematu Pojawienie się rysy na wyrobie gotowym w tym przypadku zostało stwierdzone na etapie produkcyjnym co umożliwiło wprowadzenie działań doraźnych co z kolei zapobiegło produkcji dużej ilości wyrobu z wadą. Stwierdzono błędne ustawienie elementów walcarki co pozwoliło na szybką reakcję i usunięcie błędnego ustawienia. W celu zniwelowania występowania błędów w przyszłości na powierzchni bocznej elementów walcarki zaznaczono pozycję docelową zapewniającą dobrą jakość powierzchni walcowanego wyrobu. Dodatkowo w instrukcji wprowadzona została pozycja na check liście przebiegowej procesu walcowania oraz przeszkolono operatorów o konieczności sprawdzania dodatkowego elementu w procesie przygotowania produkcji wyrobów walcowanych.
Diagram przyczynowo-skutkowy 1/4 Rybia ość: Diagram Ishikawy to narzędzie, które służy do zarządzania jakością, a konkretnie do analizy przyczynowo – skutkowej problemu. Diagram ten został nazwany od nazwiska projektanta – profesora Uniwersytetu Tokijskiego - Kaoru Ishikawa. Diagram, ze względu na kształt, nazywany jest wykresem rybich ości. Jest to graficzna prezentacja konkretnego skutku oraz uporządkowanych, podzielonych na kategorie przyczyn.
Praca przy jego użyciu zaczyna się od sformułowania problemu – skutku (np. za długi czas realizacji zlecenia), a następnie skupia się na identyfikacji wszystkich możliwych przyczyn, które go spowodowały. W kolejnych krokach w każdej z kategorii (5M +E) przyczyn określa się przyczyny, które stanowią problem do rozwiązania.
W celu jak najlepszego wykorzystania potencjału diagramu Ishikawy istotne jest, aby skoncentrować się na jednej kategorii. Dopiero po wyczerpaniu wszystkich, można przejść do kolejnej.
Mapa interaktywna. Lista elementów:
Diagram przyczynowo-skutkowy 1/4 Rybia ość: Diagram Ishikawy to narzędzie, które służy do zarządzania jakością, a konkretnie do analizy przyczynowo – skutkowej problemu. Diagram ten został nazwany od nazwiska projektanta – profesora Uniwersytetu Tokijskiego - Kaoru Ishikawa. Diagram, ze względu na kształt, nazywany jest wykresem rybich ości. Jest to graficzna prezentacja konkretnego skutku oraz uporządkowanych, podzielonych na kategorie przyczyn.
Praca przy jego użyciu zaczyna się od sformułowania problemu – skutku (np. za długi czas realizacji zlecenia), a następnie skupia się na identyfikacji wszystkich możliwych przyczyn, które go spowodowały. W kolejnych krokach w każdej z kategorii (5M +E) przyczyn określa się przyczyny, które stanowią problem do rozwiązania.
W celu jak najlepszego wykorzystania potencjału diagramu Ishikawy istotne jest, aby skoncentrować się na jednej kategorii. Dopiero po wyczerpaniu wszystkich, można przejść do kolejnej.
Ilustracja atlasu interaktywnego: Rybia ość
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
Ilustracje w sekcji „Diagram Ishikawy” przedstawione są w formie galerii z możliwością przewijania zdjęć za pomocą strzałki znajdującej się po prawej stronie. Po kliknięciu na tytuł ilustracji, pojawia się ramka z tekstem i z nagraniem dźwiękowym z nim tożsamym.
Diagram przyczynowo‑skutkowy Rybia ość
Opis ilustracji: Ilustracja przedstawia szkielet ryby. Nad szkieletem znajduje się biały napis „Diagram ryby” oraz „Diagram rybiej ości”. Na dole obrazka dużymi napisami widnieje napis „Ishikawa”.
Tekst: Diagram Ishikawy to narzędzie, które służy do zarządzania jakością, a konkretnie do analizy przyczynowo – skutkowej problemu. Diagram ten został nazwany od nazwiska projektanta – profesora Uniwersytetu Tokijskiego – Kaoru Ishikawa. Diagram, ze względu na kształt, nazywany jest wykresem rybich ości. Jest to graficzna prezentacja konkretnego skutku oraz uporządkowanych, podzielonych na kategorie przyczyn.
Praca przy jego użyciu zaczyna się od sformułowania problemu – skutku na przykład za długi czas realizacji zlecenia, a następnie skupia się na identyfikacji wszystkich możliwych przyczyn, które go spowodowały. W kolejnych krokach w każdej z kategorii przyczyn czyli , określa się przyczyny, które stanowią problem do rozwiązania.
W celu jak najlepszego wykorzystania potencjału diagramu Ishikawy istotne jest, aby skoncentrować się na jednej kategorii. Dopiero po wyczerpaniu wszystkich, można przejść do kolejnej.
R5Ozpy2P9hqLm
Mapa interaktywna. Lista elementów:
Diagram przyczynowo-skutkowy 2/4 Układ przedmiotowy: Wykorzystywany jest w sytuacjach, kiedy analizuje się skutek nieprawidłowej jakości pod kątem technicznym. Do kategorii przyczyn zalicza się elementy takie jak np. płytki drukowane, a przyczynami i podprzyczynami są operacje wykonywane podczas procesu produkcji.
Mapa interaktywna. Lista elementów:
Diagram przyczynowo-skutkowy 2/4 Układ przedmiotowy: Wykorzystywany jest w sytuacjach, kiedy analizuje się skutek nieprawidłowej jakości pod kątem technicznym. Do kategorii przyczyn zalicza się elementy takie jak np. płytki drukowane, a przyczynami i podprzyczynami są operacje wykonywane podczas procesu produkcji.
Ilustracja atlasu interaktywnego: Układ przedmiotowy
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
Diagram przyczynowo‑skutkowy Układ przedmiotowy
Opis ilustracji: Ilustracja przedstawia diagram przyczynowo‑skutkowy związany z wadliwością zespołów. Przez środek ilustracji biegnie gruba pozioma strzałka skierowana w prawą stronę, reprezentująca główny skutek czyli wadliwość zespołów. Na wadliwość zespołów może mieć wpływ wiele czynników. Każdy z czynników jest reprezentowany przez inną strzałkę wskazującą na wynikający z nich skutek. Czynniki te możemy podzielić na dwie główne grupy: płytki drukowe oraz elementy elektroniczne. Ich wady również mogą mieć wiele przyczyn. Poniżej lista takich czynników.
Płytki drukowe mogą być wadliwe przez:
oznaczenia ze względu na:
błędny nadruk,
błędny sitodruk,
brak oznaczenia,
pomylone oznaczenie,
nieczytelne oznaczenie;
niewłaściwe ścieżki ze względu na:
oklejenie lub pęknięcie, spowodowane niedotrawieniem lub przetrawieniem
wadliwe otwory ze względu na:
średnicę,
ich liczbę;
nadruk przy zmianach może być błędny ze względu na:
zbyt dużą liczbę zmian,
brak wprowadzenia zmian.
Elementy elektroniczne mogą zawierać:
wady mechaniczne spowodowane:
błędnym oznakowaniem, na przykład pomyloną informacją lub brakiem oznakowania,
niedopasowanymi końcówkami,
niedopasowanymi gabarytami,
niedopasowanymi średnicami otworów;
wady elektyczne spowodowane:
błędnymi parametrami,
pomyloną tolerancją.
Tekst: Wykorzystywany jest w sytuacjach, kiedy analizuje się skutek nieprawidłowej jakości pod kątem technicznym. Do kategorii przyczyn zalicza się elementy takie jak np. płytki drukowane, a przyczynami i podprzyczynami są operacje wykonywane podczas procesu produkcji.
R1KrGhwNmyJd2
Mapa interaktywna. Lista elementów:
Diagram przyczynowo-skutkowy 3/4 Układ technologiczny: Pokazuje przyczynę wystąpienia wyrobów złej jakości i rozpatrywania nieprawidłowości pod kątem realizowanych procesów technologicznych.
Mapa interaktywna. Lista elementów:
Diagram przyczynowo-skutkowy 3/4 Układ technologiczny: Pokazuje przyczynę wystąpienia wyrobów złej jakości i rozpatrywania nieprawidłowości pod kątem realizowanych procesów technologicznych.
Ilustracja atlasu interaktywnego: Układ technologiczny
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
Diagram przyczynowo‑skutkowy Układ technologiczny
Opis ilustracji: Ilustracja przedstawia diagram przyczynowo‑skutkowy związany z zimnym lutowaniem. Przez środek ilustracji biegnie gruba pozioma strzałka skierowana w prawą stronę, reprezentująca główny skutek czyli zimne lutowanie. Na zimne lutowanie może mieć wpływ wiele czynników. Każdy z czynników jest reprezentowany przez inną strzałkę wskazującą na wynikający z nich skutek. Czynniki te możemy podzielić na dwie główne grupy: ustawianie parametrów i obsługi oraz sprzężenie z taśmą montażową. Ich wady również mogą mieć wiele przyczyn. Poniżej lista takich czynników.
Sprzężenie z tasmą montażową może nie działać prawidłowo ze względu na jego brak.
Ustawienie parametrów i obsługi może nie być poprawne ze względu na:
nieodpowiednią temperaturę lutowania;
niewłaściwe zabezpieczenie przed utlenianiem powierzchni wynikające z wady oleju zabezpieczającego;
nieusunięcie zanieczyszczeń:
pozostałości po wykonaniu spoiwa,
zgaru,
topnika;
zła temperatura podgrzewania wynikająca z:
pęknięć laminatu wywołanych jego rozprężeniami;
skład topnika;
częstotliwość wymiany topnika.
Tekst: Pokazuje przyczynę wystąpienia wyrobów złej jakości i rozpatrywania nieprawidłowości pod kątem realizowanych procesów technologicznych.
R1Q6EJngL6wb2
Mapa interaktywna. Lista elementów:
Diagram przyczynowo-skutkowy 4/4 Układ czynników uczestniczących: Jest to układ, w którym zastosowanie diagramu ma najbardziej uniwersalny charakter. Można go zastosować do rozpatrywania spraw dotyczących strategii firmy, ale też do mniej istotnych spraw dotyczących gotowego wyrobu. Układ wykorzystuje zakres kategorii przyczyn 5M+E:
Człowiek (Manpower),
Maszyna (Machine),
Materiał (Material),
Metoda (Method),
Kierownictwo (Management),
Otoczenie (Environment).
Mapa interaktywna. Lista elementów:
Diagram przyczynowo-skutkowy 4/4 Układ czynników uczestniczących: Jest to układ, w którym zastosowanie diagramu ma najbardziej uniwersalny charakter. Można go zastosować do rozpatrywania spraw dotyczących strategii firmy, ale też do mniej istotnych spraw dotyczących gotowego wyrobu. Układ wykorzystuje zakres kategorii przyczyn 5M+E:
Człowiek (Manpower),
Maszyna (Machine),
Materiał (Material),
Metoda (Method),
Kierownictwo (Management),
Otoczenie (Environment).
Ilustracja atlasu interaktywnego: Układ czynników uczestniczacych
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
Diagram przyczynowo‑skutkowy Układ technologiczny
Opis ilustracji: Ilustracja przedstawia diagram przyczynowo‑skutkowy rozpatrujący przyczyny niezgodności dostarczonego materiału z zamówieniem. Przez środek ilustracji biegnie pozioma strzałka wskazująca na główny skutek. Wskazują na nią kolejne trzy od góry i trzy od dołu. Cały diagram przypomina kształtem rybie ości. Na niezgodność dostarczonego materiału z zamówieniem mogą mieć wpływ różne czynniki takie jak materiał, maszyna, człowiek, metoda, kierownictwo i środowisko. Czynniki te mają również swoje podprzyczyny. Układ przyczyn i podprzyczyn prezentuje się następująco:
Przyczyną jest materiał ze względu na:
zamówienia,
brak materiałów budowlanych,
specyfikacje techniczną,
błedy w działaniu oprogramowania.
Przyczyną jest maszyna ze względu na:
błąd komputera mogący wynikać z
wady oprogramowania,
wirusów,
awarii;
telefon odnośnie awarii nie przyniósł rezultatu ze względu na brak notatek z rozmów,
awarie samochodu.
Przyczyną jest człowiek ze względu na:
niesubordynację prac,
nieuczciwość,
zbyt małe kwalifikacje,
brak odpowiedzialności,
brak dostępności.
Przyczyną jest metoda ze względu na:
błędy w ewidencji dostawców,
zły przepływ informacji
zły plan pracy
Przyczyną jest kierownictwo ze względu na:
brak skutecznego planu,
zła motywację,
źle przydzielone obowiązki,
brak nadzoru,
zły podział pracy.
Przyczyną jest środowisko ze względu na:
przepisy prawne,
konkurencję,
złą atmosferę w pracy,
złą współpracę między pracownikami.
Tekst: Jest to układ, w którym zastosowanie diagramu ma najbardziej uniwersalny charakter. Można go zastosować do rozpatrywania spraw dotyczących strategii firmy, ale też do mniej istotnych spraw dotyczących gotowego wyrobu. Układ wykorzystuje zakres kategorii przyczyn :
Przyczyny główne i podprzyczyny 2/17 Przestrzeganie standardów: Podprzyczyny:
Mix
Strategia nagrzewania pieca
Dodatki Pe i Pk
Rozszerzony
Mapa interaktywna. Lista elementów:
Przyczyny główne i podprzyczyny 2/17 Przestrzeganie standardów: Podprzyczyny:
Mix
Strategia nagrzewania pieca
Dodatki Pe i Pk
Rozszerzony
Ilustracje atlasu interaktywnego: Przykład analizy za pomocą diagramu Ishikawy
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
Przyczyny główne i podprzyczyny
Opis ilustracji Ilustracja przedstawia diagram Ishikawy rozpatrujący przyczyny nieciągłości wlewka. Na ilustracji po lewej stronie widać wsyzczególnione na diagramie przyczyny. Po kliknięciu w nazwę przyczyny pojawia się ramka z tekstem i z nagraniem dźwiękowym z nim tożsamym.
Diagram kształtem przypomina rybią ość. Dzieli on przyczyny nieciągłości na cztery główne obszary którymi są: osoba, materiał, metoda oraz maszyna. Czynniki te mają również swoje podprzyczyny. pierwszy ilustracja przedstawia układ przyczyn głównych i ich niektórych podprzyczyn:
Przyczyną jest osoba ze względu na:
przestrzeganie standardów,
rozbiezność pracy na zmianach,
zarządzanie magazynem wsadu.
Przyczyną jest materiał ze względu na:
przekrój wlewu,
wlewek:
sekwencja,
wady powierzchniowe,
struktura krystaliczna;
skład chemiczny,
pierwiastki śladowe takie jak:
żelazostopy,
olej do krystalizatora na który wpływ ma:
wilgoć,
jego rodzaj.
Przyczyną jest metoda ze względu na:
technologię przeprowadzenia wytopu, czyli:
wprowadzenie węgla do spieniania,
wprowadzenie tlenu do kąpieli na przykład poprzez co‑jet, lance;
piecokadź,
pogodę na którą ma wpływ wilgotnosc powietrza,
procesy na COS,
proces walcowania wynikający z:
pieca, czyli między innymi czasu przebywania w piecu i załadunku zimnnego lub goracego.
Przyczyną jest maszyna ze względu na:
ciąg, zależny od:
zbijacza zgorzeliny, cisnienia,
ilości zdmuchiwanej wody;
piec w którym ma znaczenie skład chemiczny atmosfery,
COS którego proces zależy od:
parametrów takich jak:
oscylacja,
temperatura w kadzi pośredniej,
prędkość odlewania,
chłodzenie pierwotne i wtórne,
krystalizatora w którym znaczenie mają:
geometria,
wkładka miedziana.
Kolejna ilustracja przedstawia rozwinięcie podprzyczyn o kolejne czynniki:
Przyczyną jest osoba ze względu na:
przestrzeganie standardów takich jak:
mix,
dodatki PE i PK,
strategia nagrzewania pieca;
rozbiezność pracy na zmianach,
zarządzanie magazynem wsadu.
Przyczyną jest materiał ze względu na:
przekrój wlewu:
240 na 200,
280 na 220;
wlewek:
własności wytrzymałościowe,
sekwencja,
nakłucia,
wielkość ziarna,
pęknięcia powierzchniowe,
pęknięcia między ziarnami,
niska plastyczność przez azotany,
szerokość ścianki wlewki w krystalizatorze,
struktura krystaliczna,
peknięcia na dnie zmarszczek,
zmarszczki oscylacyjne;
skład chemiczny:
H,
V,
Ti,
C,
Mn,
N,
Al lub LF,
OIndeks dolny 22 lub EAF6,
S lub LF;
pierwiastki śladowe takie jak:
Cn,
Cr,
Sn,
Cu,
Ni,
Mo;
żelazostopy:
jakość,
wpływ Fe, Ti, V,
SiMn, FeMn;
olej do krystalizatora na który wpływ ma:
wilgoć,
jego rodzaj.
Przyczyną jest metoda ze względu na:
technologię przeprowadzenia wytopu, czyli:
wprowadzenie węgla do spieniania,
wprowadzenie tlenu do kąpieli na przykład poprzez co‑jet, lance
piecokadź, na którą wpływ ma:
kontrola nad pierwszym wytopem z sekwencji,
moment dodania dodatków,
temperatura przed i po,
czas obróbki piecokadzi,
czas i ilość wdmuchiwania argonu,
Róznica S pomiędzy wejściem i wyjściem HC;
pogodę na którą ma wpływ wilgotnosc powietrza,
procesy na COS na które wpływ ma:
chłodzenie wlewków,
mieszanie wytopów,
metoda odlewania czyli strumień kryty lub niekryty;
proces walcowania wynikający z:
pieca, czyli między innymi czasu przebywania w piecu i załadunku zimnnego lub goracego.
ciągu, na który wpływ ma:
chłodzenie, czyli ilosć wody,
kalibracja walców w zależności od przebiegu,
czas walcowania,
naciąg klatek,
temperatura pasma na wyjściu z ostatniej klatki,
róznica pomiędzy wymiarem wlewka a produktem gotowym,
Przyczyną jest maszyna ze względu na:
ciąg, zależny od:
zbijacza zgorzeliny, cisnienia,
ilości zdmuchiwanej wody;
piec w którym ma znaczenie skład chemiczny atmosfery,
COS którego proces zależy od:
parametrów takich jak:
strefa kryształów zamrozonych po wyjściu z krystalizatora,
temperatura w kadzi pośredniej,
grubośc po wyjściu z krystalizatora,
chłodzenie pierwotne i wtórne,
oscylacja czyli częstotliwość i skok,
prostowanie w klatce prostującej,
dmuchanie powietrzem poprzez wentylator,
prędkosc odlewania,
deformacja pokrywy krystalizatora,
ilość podawanego oleju i rozprowadzenie po sciankach;
krystalizatora w którym znaczenie mają:
geometria,
wkładka miedziana.
Tekst: Na diagramie przedstawiono przyczyny występowania problemu nieciągłości wlewka z podziałem na 4 główne obszary czyli : osoby, człowiek po angielsku manpower, materiały po angielsku material, metody po angielsku method>, maszyny po angielsku machine.
Kaizen 1/5 Zmiana na lepsze: Kaizen jest to filozofia ciągłego doskonalenia wywodząca się z Japonii, z marki Toyota. Filozofia kaizen uznawana jest za metodę małych kroków, która mówi, że dzień bez usprawnienia jest dniem straconym. Metoda małych kroków zaleca porzucenie wielkich, innowacyjnych i kosztownych inwestycji na rzecz powolnego, stopniowego wprowadzania zmian w pracy. Zgodnie z ideologią ciągłego doskonale - drobne pomysły są wystarczające, aby z czasem osiągnąć duże efekty. Celem podejścia kaizen jest zaangażowanie pracowników w proces nieustannego doskonalenia. Można to osiągnąć poprzez prowadzenie cyklicznych szkoleń i warsztatów. Zamiast przeznaczania pieniędzy na czasochłonne przedsięwzięcia, filozofia kaizen proponuje przeznaczyć środki (niekoniecznie duże) na podnoszenie świadomości pracowników i zachęcanie ich do wprowadzania małych zmian na lepsze.
Kaizen
Mapa interaktywna. Lista elementów:
Kaizen 1/5 Zmiana na lepsze: Kaizen jest to filozofia ciągłego doskonalenia wywodząca się z Japonii, z marki Toyota. Filozofia kaizen uznawana jest za metodę małych kroków, która mówi, że dzień bez usprawnienia jest dniem straconym. Metoda małych kroków zaleca porzucenie wielkich, innowacyjnych i kosztownych inwestycji na rzecz powolnego, stopniowego wprowadzania zmian w pracy. Zgodnie z ideologią ciągłego doskonale - drobne pomysły są wystarczające, aby z czasem osiągnąć duże efekty. Celem podejścia kaizen jest zaangażowanie pracowników w proces nieustannego doskonalenia. Można to osiągnąć poprzez prowadzenie cyklicznych szkoleń i warsztatów. Zamiast przeznaczania pieniędzy na czasochłonne przedsięwzięcia, filozofia kaizen proponuje przeznaczyć środki (niekoniecznie duże) na podnoszenie świadomości pracowników i zachęcanie ich do wprowadzania małych zmian na lepsze.
Kaizen
Ilustracje atlasu interaktywnego: Zmiana na lepsze
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
Ilustracje w sekcji „Kaizen” przedstawione są w formie galerii z możliwością przewijania zdjęć za pomocą strzałki znajdującej się po prawej stronie. Obok obrazka po lewej stronie znajduje się opis tematu.
Po kliknięciu na tytuł obrazka, pojawia się ramka z tekstem oraz z nagraniem dźwiękowym z nim tożsamym.
Kaizen Zmiana na lepsze
Opis ilustracji Ilustracja przedstawia dwa symbole napisane po Japońsku oraz napis Kai‑Zen znajdujący się pod nimi. Obrazek na brzegach posiada ilustracje kwiatu wiśni, podkreslające Japońskie pochodzenie tych słów. Po kliknięciu na opis, na grafice pojawia sie dodatkowy napis: „Zmiana na lepsze”.
Tekst: Kaizen jest to filozofia ciągłego doskonalenia wywodząca się z Japonii, z marki Toyota. Filozofia kaizen uznawana jest za metodę małych kroków, która mówi, że dzień bez usprawnienia jest dniem straconym. Metoda małych kroków zaleca porzucenie wielkich, innowacyjnych i kosztownych inwestycji na rzecz powolnego, stopniowego wprowadzania zmian w pracy. Zgodnie z ideologią ciągłego doskonale – drobne pomysły są wystarczające, aby z czasem osiągnąć duże efekty. Celem podejścia kaizen jest zaangażowanie pracowników w proces nieustannego doskonalenia. Można to osiągnąć poprzez prowadzenie cyklicznych szkoleń i warsztatów. Zamiast przeznaczania pieniędzy na czasochłonne przedsięwzięcia, filozofia kaizen proponuje przeznaczyć środki, które nie musza być duże, na podnoszenie świadomości pracowników i zachęcanie ich do wprowadzania małych zmian na lepsze.
R1SBFCB4RyGar
Mapa interaktywna. Lista elementów:
Kaizen 2/5 Kai: Rozłożyć na części i zrobić na nowo.
Rozszerzony
Mapa interaktywna. Lista elementów:
Kaizen 2/5 Kai: Rozłożyć na części i zrobić na nowo.
Rozszerzony
Ilustracje atlasu interaktywnego: Kai
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
Kaizen Kai
Opis ilustracji: Ilustracja przedstawia duży napis Kaizen znajdujący się pod dwoma połączonymi puzzlami. Powyżej znajdują się dwa mniejsze niepołączone puzzle, gdzie na jednym znajduje się napis Kai a na drugim Zen. Po wejściu w opis, na obrazku obok puzzla Kai pojawia się dodatkowy napis: „Rozłożyć na części i zrobić na nowo”.
Tekst: Rozłożyć na części i zrobić na nowo.
RRjOY3ysRKDwP
Mapa interaktywna. Lista elementów:
Kaizen 3/5 Zen: Robić dobre uczynki i pomagać innym.
Rozszerzony
Mapa interaktywna. Lista elementów:
Kaizen 3/5 Zen: Robić dobre uczynki i pomagać innym.
Rozszerzony
Ilustracje atlasu interaktywnego: Zen
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
Kaizen Zen
Opis ilustracji: Ilustracja przedstawia duży napis Kaizen znajdujący się pod dwoma połączonymi puzzlami. Powyżej znajdują się dwa mniejsze niepołączone puzzle, gdzie na jednym znajduje się napis Kai a na drugim Zen. Po wejściu w opis, na obrazku obok puzzla Zen pojawia się dodatkowy napis: „Robić dobre uczynki i pomagać innym”.
Tekst: Robić dobre uczynki i pomagać innym.
R1UcyTjtzmVz9
Mapa interaktywna. Lista elementów:
Kaizen 4/5 Kaizen: Rozłożyć na części aby je zrozumieć, a następnie połączyć z powrotem razem, aby poprawić codzienne życie ludzi.
Rozszerzony
Mapa interaktywna. Lista elementów:
Kaizen 4/5 Kaizen: Rozłożyć na części aby je zrozumieć, a następnie połączyć z powrotem razem, aby poprawić codzienne życie ludzi.
Rozszerzony
Ilustracje atlasu interaktywnego: Kaizen
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
Kaizen Kaizen
Opis ilustracji: Ilustracja przedstawia duży napis Kaizen znajdujący się pod dwoma połączonymi puzzlami. Powyżej znajdują się dwa mniejsze niepołączone puzzle, gdzie na jednym znajduje się napis Kai a na drugim Zen. Po wejściu w opis, na obrazku pod połączonymi puzzlami Kaizen pojawia się dodatkowy napis: „Rozłożyć procesy na części, aby je zrozumieć a następnie połączyć z powrotem razem, aby poprawić codzienne życie ludzi.”
Tekst: Rozłożyć na części aby je zrozumieć, a następnie połączyć z powrotem razem, aby poprawić codzienne życie ludzi.
RCPKO6EbUkon9
Mapa interaktywna. Lista elementów:
Kaizen 5/5 10 zasad Kaizen: {audio=1} 10 zasad Kaizen:
Problemy stwarzają możliwości.
Pytaj 5 razy Dlaczego?
Bierz pomysły od wszystkich.
Myśl nad rozwiązaniami możliwymi do wdrożenia.
Odrzucaj ustalony stan rzeczy.
Odrzucaj wymówki, że czegoś nie da się zrobić.
Wybieraj proste rozwiązania, nie czekaj na idealne.
Użyj sprytu zamiast pieniędzy.
Pomyłki koryguj na bieżąco.
Ulepszanie nie ma końca.
Rozszerzony
Mapa interaktywna. Lista elementów:
Kaizen 5/5 10 zasad Kaizen: {audio=1} 10 zasad Kaizen:
Problemy stwarzają możliwości.
Pytaj 5 razy Dlaczego?
Bierz pomysły od wszystkich.
Myśl nad rozwiązaniami możliwymi do wdrożenia.
Odrzucaj ustalony stan rzeczy.
Odrzucaj wymówki, że czegoś nie da się zrobić.
Wybieraj proste rozwiązania, nie czekaj na idealne.
Użyj sprytu zamiast pieniędzy.
Pomyłki koryguj na bieżąco.
Ulepszanie nie ma końca.
Rozszerzony
Ilustracje atlasu interaktywnego: 10 zasad Kaizen
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
Kaizen 10 zasad Kaizen
Opis ilustracji: Ilustracja przedstawia duży napis Kaizen znajdujący się pod dwoma połączonymi puzzlami. Powyżej znajdują się dwa mniejsze niepołączone puzzle, gdzie na jednym znajduje się napis Kai a na drugim Zen. Po wejściu w opis, na obrazku obok puzzla Kai pojawia się dodatkowy napis: „Rozłożyć na części i zrobić na nowo”, obok puzzla Zen pojawia się dodatkowy napis: „Robić dobre uczynki i pomagać innym” a pod połączonymi puzzlami Kaizen pojawia się dodatkowy napis: „Rozłożyć procesy na części, aby je zrozumieć a następnie połączyć z powrotem razem, aby poprawić codzienne życie ludzi.”
Tekst: 10 zasad Kaizen:
Problemy stwarzają możliwości.
Pytaj 5 razy Dlaczego?
Bierz pomysły od wszystkich.
Myśl nad rozwiązaniami możliwymi do wdrożenia.
Odrzucaj ustalony stan rzeczy.
Odrzucaj wymówki, że czegoś nie da się zrobić.
Wybieraj proste rozwiązania, nie czekaj na idealne.
1. Audyt Audyt jest sposobem oceny danego produktu, projektu, procesu, systemu lub całej organizacji. Ocenie jest poddawana zgodność z wymaganiami. Zatem konieczna jest znajomość danego procesu lub produktu. Ponadto audyt ma służyć ciągłemu doskonaleniu organizacji. W trakcie audytu stwierdzane są ewentualne luki, niezgodności, problemy, w stosunku do których następnie wdrażane są działania korygujące. Taki cykl pozwala usprawniać procesy, produkt, system, całą firmę. W ogólności można powiedzieć, że występują trzy rodzaje audytów: audyty wewnętrzne, zewnętrzne oraz audyty trzeciej strony. W praktyce można spotkać się z trzema rodzajami audytów, różniących się obszarem zainteresowania, należą do nich audyt: systemu zarządzania, procesu, produktu., 2. Audyt produktu {audio} Audyt produktu to weryfikacja konkretnego produktu pod względem jego wymagań. W sektorze przemysłowym wymagania co do produktu znajdują się na rysunku technicznym oraz w specyfikacjach opisanych na tym rysunku. Audyt odbywa się po zakończeniu procesu produkcyjnego na gotowym produkcie. Wówczas można stwierdzić, czy spełniono wszystkie wymagania. Taki audyty przeprowadza się nawet codziennie. Po zakończeniu całej serii produkcyjnej wybierany jest jeden produkt, na podstawie którego weryfikuje się wszystkie kluczowe charakterystyki według określonej checklisty., 3. Audyt procesu {audio} Audyt procesu jest to weryfikacja spełnienia wymagań określonego procesu usługowego lub produkcyjnego. Każdy proces w organizacji musi posiadać dokumentację technologiczną, która stanowi podstawę wykonania danego procesu. Na dokumentację procesową składają się instrukcje stanowiskowe oraz specyfikacje określające parametry danych operacji. Dokumentacja taka powinna znajdować się u właściciela procesu lub u technologów, a mapa procesów powinna być ogólnie dostępna w organizacji., 4. Audyt systemu zarządzania jakością {audio} Audyt systemu zarządzania ma na celu sprawdzić system zarządzania. W odniesieniu do zarządzania jakością w przypadku większości firm będzie to norma ISO 9001:2015 lub w przypadku lotnictwa norma EN9100. Bazą dla tego typu audytów są wymagania norm systemów zarządzania. Celem takiego audytu jest potwierdzenie zgodności pomiędzy tym, co dzieje się w organizacji, a wymaganiami norm ISO 9001 lub EN9100., 5. Audyt wewnętrzny {audio} W organizacjach prowadzi się audyty wewnętrzne, przez przeszkolonych audytorów. Ważne jest, żeby audytor nie brał udziału w weryfikacji procesu, w którym sam pracuje lub którego jest właścicielem., 6. Audyt zewnętrzy od klientów {audio} Kolejny typ audytu to audyty zewnętrzne od klientów. Jeżeli firma współpracuje z dużymi organizacjami to od czasu do czasu może spodziewać się audytu ze strony klienta, który będzie weryfikował proces produkcyjny własnego produktu lub przypatrzy się bacznie systemowi jakości., 7. Audyt certyfikacyjny {audio} Ostatnim rodzajem audytów jest tzw. audyt trzeciej strony. Są to audyty organizacji, które zatwierdzają systemy jakości np. EN9100 lub ISO 9001:2015. Także sam klient może zlecić audyt produktu lub procesu innej organizacji i ta organizacja wykona wówczas audyt w firmie wykonawcy.
1. Audyt Audyt jest sposobem oceny danego produktu, projektu, procesu, systemu lub całej organizacji. Ocenie jest poddawana zgodność z wymaganiami. Zatem konieczna jest znajomość danego procesu lub produktu. Ponadto audyt ma służyć ciągłemu doskonaleniu organizacji. W trakcie audytu stwierdzane są ewentualne luki, niezgodności, problemy, w stosunku do których następnie wdrażane są działania korygujące. Taki cykl pozwala usprawniać procesy, produkt, system, całą firmę. W ogólności można powiedzieć, że występują trzy rodzaje audytów: audyty wewnętrzne, zewnętrzne oraz audyty trzeciej strony. W praktyce można spotkać się z trzema rodzajami audytów, różniących się obszarem zainteresowania, należą do nich audyt: systemu zarządzania, procesu, produktu., 2. Audyt produktu {audio} Audyt produktu to weryfikacja konkretnego produktu pod względem jego wymagań. W sektorze przemysłowym wymagania co do produktu znajdują się na rysunku technicznym oraz w specyfikacjach opisanych na tym rysunku. Audyt odbywa się po zakończeniu procesu produkcyjnego na gotowym produkcie. Wówczas można stwierdzić, czy spełniono wszystkie wymagania. Taki audyty przeprowadza się nawet codziennie. Po zakończeniu całej serii produkcyjnej wybierany jest jeden produkt, na podstawie którego weryfikuje się wszystkie kluczowe charakterystyki według określonej checklisty., 3. Audyt procesu {audio} Audyt procesu jest to weryfikacja spełnienia wymagań określonego procesu usługowego lub produkcyjnego. Każdy proces w organizacji musi posiadać dokumentację technologiczną, która stanowi podstawę wykonania danego procesu. Na dokumentację procesową składają się instrukcje stanowiskowe oraz specyfikacje określające parametry danych operacji. Dokumentacja taka powinna znajdować się u właściciela procesu lub u technologów, a mapa procesów powinna być ogólnie dostępna w organizacji., 4. Audyt systemu zarządzania jakością {audio} Audyt systemu zarządzania ma na celu sprawdzić system zarządzania. W odniesieniu do zarządzania jakością w przypadku większości firm będzie to norma ISO 9001:2015 lub w przypadku lotnictwa norma EN9100. Bazą dla tego typu audytów są wymagania norm systemów zarządzania. Celem takiego audytu jest potwierdzenie zgodności pomiędzy tym, co dzieje się w organizacji, a wymaganiami norm ISO 9001 lub EN9100., 5. Audyt wewnętrzny {audio} W organizacjach prowadzi się audyty wewnętrzne, przez przeszkolonych audytorów. Ważne jest, żeby audytor nie brał udziału w weryfikacji procesu, w którym sam pracuje lub którego jest właścicielem., 6. Audyt zewnętrzy od klientów {audio} Kolejny typ audytu to audyty zewnętrzne od klientów. Jeżeli firma współpracuje z dużymi organizacjami to od czasu do czasu może spodziewać się audytu ze strony klienta, który będzie weryfikował proces produkcyjny własnego produktu lub przypatrzy się bacznie systemowi jakości., 7. Audyt certyfikacyjny {audio} Ostatnim rodzajem audytów jest tzw. audyt trzeciej strony. Są to audyty organizacji, które zatwierdzają systemy jakości np. EN9100 lub ISO 9001:2015. Także sam klient może zlecić audyt produktu lub procesu innej organizacji i ta organizacja wykona wówczas audyt w firmie wykonawcy.
Schemat atlasu interaktywnego: Audyt
Źródło: GroMar Sp. z.o.o., licencja: CC BY-SA 3.0.
Opis ilustracji: Ilustracja przedstawia schemat, z pojęciami umieszczonymi w blokach. Na zdjęciu zaznaczono kolejnymi cyframi poszczególne elementy schematu. Po naciśnięciu danej cyfry rozwija się szczegółowy opis danego elementu wraz z nagraniem audio. Nagranie audio odpowiada tekstowi znajdującemu się w opisie.
Głównym blokiem jest audyt od którego odchodzą proste linie łączące się z poszczególnymi rodzajami audytu. Schemat dzieli audyt na podział przedmiotowy i podział organizacyjny w następujący sposób:
podział przedmiotowy:
audyt produktu,
audyt procesu,
audyt systemu zarzadzania jakością;
podział organizacyjny:
audyt wewnetrzny,
audyt zewnętrzny:
certyfikacyjny,
klienta.
Sześć pojęć posiada numer po którego kliknięciu, pojawia się ramka z tekstem oraz z nagraniem dźwiękowym z nim tożsamym.
Opis pojęć:
Audyt – jest sposobem oceny danego produktu, projektu, procesu, systemu lub całej organizacji. Ocenie jest poddawana zgodność z wymaganiami. Zatem konieczna jest znajomość danego procesu lub produktu. Ponadto audyt ma służyć ciągłemu doskonaleniu organizacji. W trakcie audytu stwierdzane są ewentualne luki, niezgodności, problemy, w stosunku do których następnie wdrażane są działania korygujące. Taki cykl pozwala usprawniać procesy, produkt, system, całą firmę. W ogólności można powiedzieć, że występują trzy rodzaje audytów: audyty wewnętrzne, zewnętrzne oraz audyty trzeciej strony. W praktyce można spotkać się z trzema rodzajami audytów, różniących się obszarem zainteresowania, należą do nich audyt: systemu zarządzania, procesu, produktu.
Audyt produktu – to weryfikacja konkretnego produktu pod względem jego wymagań. W sektorze przemysłowym wymagania co do produktu znajdują się na rysunku technicznym oraz w specyfikacjach opisanych na tym rysunku. Audyt odbywa się po zakończeniu procesu produkcyjnego na gotowym produkcie. Wówczas można stwierdzić, czy spełniono wszystkie wymagania. Taki audyty przeprowadza się nawet codziennie. Po zakończeniu całej serii produkcyjnej wybierany jest jeden produkt, na podstawie którego weryfikuje się wszystkie kluczowe charakterystyki według określonej checklisty.
Audyt procesu – jest to weryfikacja spełnienia wymagań określonego procesu usługowego lub produkcyjnego. Każdy proces w organizacji musi posiadać dokumentację technologiczną, która stanowi podstawę wykonania danego procesu. Na dokumentację procesową składają się instrukcje stanowiskowe oraz specyfikacje określające parametry danych operacji. Dokumentacja taka powinna znajdować się u właściciela procesu lub u technologów, a mapa procesów powinna być ogólnie dostępna w organizacji.
Audyt systemu zarządzania jakością – ma na celu sprawdzić system zarządzania. W odniesieniu do zarządzania jakością w przypadku większości firm będzie to norma ISO 9001:2015 lub w przypadku lotnictwa norma EN9100. Bazą dla tego typu audytów są wymagania norm systemów zarządzania. Celem takiego audytu jest potwierdzenie zgodności pomiędzy tym, co dzieje się w organizacji, a wymaganiami norm ISO 9001 lub EN9100.
Audyt wewnętrzny – w organizacjach prowadzi się audyty wewnętrzne, przez przeszkolonych audytorów. Ważne jest, żeby audytor nie brał udziału w weryfikacji procesu, w którym sam pracuje lub którego jest właścicielem.
Audyt zewnętrzny od klientów – kolejny typ audytu to audyty zewnętrzne od klientów. Jeżeli firma współpracuje z dużymi organizacjami to od czasu do czasu może spodziewać się audytu ze strony klienta, który będzie weryfikował proces produkcyjny własnego produktu lub przypatrzy się bacznie systemowi jakości.
Audyt certyfikacyjny – ostatnim rodzajem audytów jest tzw. audyt trzeciej strony. Są to audyty organizacji, które zatwierdzają systemy jakości np. EN9100 lub ISO 9001:2015. Także sam klient może zlecić audyt produktu lub procesu innej organizacji i ta organizacja wykona wówczas audyt w firmie wykonawcy.
Audyt Częstotliwość audytu: Jeżeli chodzi o częstotliwość audytów to według normy ISO 9001:2015 obowiązkowe jest przeprowadzanie w zaplanowanych odstępach czasu niezależnych i obiektywnych audytów wewnętrznych. Zatem to organizacja określa ilość audytów wewnętrznych, w zależności od własnych potrzeb, planów produkcyjnych, wewnętrznych procedur etc. Z kolei częstotliwość audytów zewnętrznych jest ściśle zdefiniowana: pierwszy audyt certyfikujący ISO 9001:2015 przyznaje certyfikat ważny przez 3 lata. Audyt certyfikujący ma 2 fazy, mogą one być wykonane jednocześnie. Następne w kolejności są audyty nadzoru, które w okresie 3 letnim wykonuje się dwa razy.
Mapa interaktywna. Lista elementów:
Audyt Częstotliwość audytu: Jeżeli chodzi o częstotliwość audytów to według normy ISO 9001:2015 obowiązkowe jest przeprowadzanie w zaplanowanych odstępach czasu niezależnych i obiektywnych audytów wewnętrznych. Zatem to organizacja określa ilość audytów wewnętrznych, w zależności od własnych potrzeb, planów produkcyjnych, wewnętrznych procedur etc. Z kolei częstotliwość audytów zewnętrznych jest ściśle zdefiniowana: pierwszy audyt certyfikujący ISO 9001:2015 przyznaje certyfikat ważny przez 3 lata. Audyt certyfikujący ma 2 fazy, mogą one być wykonane jednocześnie. Następne w kolejności są audyty nadzoru, które w okresie 3 letnim wykonuje się dwa razy.
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
Po kliknięciu na tytuł obrazka, pojawia się ramka z tekstem oraz z nagraniem dźwiękowym z nim tożsamym.
Audyt Częstotliwość audytu
Opis ilustracji: Ilustracja przedstawia siedem połączonych heksagonów w układzie czterech na górze i trzech na dole. W ich wnętrzu znajdują się ilustracje. Idąc od lewego górnego heksagonu są to wykres słupkowy, napis audyt, zarys trzech postaci, plik pieniędzy, lupa, certyfikat i wykres kołowy.
Tekst: Jeżeli chodzi o częstotliwość audytów to według normy ISO 9001:2015 obowiązkowe jest przeprowadzanie w zaplanowanych odstępach czasu niezależnych i obiektywnych audytów wewnętrznych. Zatem to organizacja określa ilość audytów wewnętrznych, w zależności od własnych potrzeb, planów produkcyjnych, wewnętrznych procedur i tak dalej. Z kolei częstotliwość audytów zewnętrznych jest ściśle zdefiniowana: pierwszy audyt certyfikujący ISO 9001:2015 przyznaje certyfikat ważny przez 3 lata. Audyt certyfikujący ma 2 fazy, mogą one być wykonane jednocześnie. Następne w kolejności są audyty nadzoru, które w okresie 3 letnim wykonuje się dwa razy.
Wielkości podlegające sprawdzeniu na etapie wytwarzania ciekłej stali 1/5 Skład chemiczny: {audio=1} Skład chemiczny analizy wytopowej powinien odpowiadać wymaganiom norm dla poszczególnych gatunków stali, z uwzględnieniem odchyłek zawartych w tychże normach. Ponadto kluczowe jest spełnienie wymagań klienta.
W przypadku różnic w założonym składzie chemicznym wytapianej stali a uzyskanym prowadzi się korektę składu chemicznego. Jeżeli w danym wytopie niemożliwe okazuje się wyprodukowanie stali o składzie zgodnym z wymaganiami klienta, wówczas odlewa się gatunek, który odpowiada wymaganiom normy i składuje się go w magazynie, jako gotowy produkt do zakupu przez innego klienta. W przypadku odchylenia składu chemicznego poza przewidziane w normie tolerancje odlaną stal przekazuje się na stanowisko złomu, jako ponowny wsad do procesu stalowniczego.
Mapa interaktywna. Lista elementów:
Wielkości podlegające sprawdzeniu na etapie wytwarzania ciekłej stali 1/5 Skład chemiczny: {audio=1} Skład chemiczny analizy wytopowej powinien odpowiadać wymaganiom norm dla poszczególnych gatunków stali, z uwzględnieniem odchyłek zawartych w tychże normach. Ponadto kluczowe jest spełnienie wymagań klienta.
W przypadku różnic w założonym składzie chemicznym wytapianej stali a uzyskanym prowadzi się korektę składu chemicznego. Jeżeli w danym wytopie niemożliwe okazuje się wyprodukowanie stali o składzie zgodnym z wymaganiami klienta, wówczas odlewa się gatunek, który odpowiada wymaganiom normy i składuje się go w magazynie, jako gotowy produkt do zakupu przez innego klienta. W przypadku odchylenia składu chemicznego poza przewidziane w normie tolerancje odlaną stal przekazuje się na stanowisko złomu, jako ponowny wsad do procesu stalowniczego.
Ilustracja atlasu interaktywnego: Skład chemiczny wyrobów hutniczych
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
Ilustracje w sekcji Wymagania stawiane wyrobom hutniczym przedstawione są w formie galerii z możliwością przewijania zdjęć za pomocą strzałki znajdującej się po prawej stronie. Po kliknięciu na tytuł obrazka, pojawia się ramka z tekstem oraz z nagraniem dźwiękowym z nim tożsamym.
Wielkości podlegające sprawdzeniu na etapie wytwarzania ciekłej stali Skład chemiczny
Opis ilustracji: Ilustracja przedstawia schemat, z pojęciami umieszczonymi w prostokątnych blokach połączonymi ze sobą strzałkami. Na dole schematu widnieje legenda wyjaśniająca skróty użyte w schemacie:
Ns – niespełnione wymagania,
S – spełnione wymagania.
Schemat opisuje co następuje kiedy są spełnione a co kiedy nie są spełnione kluczowe wymagania klienta oraz wymagania dla danego gatunku stali zawarte w normie.
Jeśli kluczowe wymagania klienta są spełnione to zostaje odlany zamówiony gatunek. Gdy nie są spełnione zostaje odlany znormalizowany gatunek stali lub zostaje odlana stal na złom do ponownego wykorzystania. Jeśli wymagania dla danego gatunku stali zawarte w normie są spełnione zostaje odlany zamówiony gatunek stali lub zostaje odlany znormalizowany gatunek stali. Gdy nie są spełnione zostaje odlana stal na złom do ponownego wykorzystania.
Tekst: Skład chemiczny analizy wytopowej powinien odpowiadać wymaganiom norm dla poszczególnych gatunków stali, z uwzględnieniem odchyłek zawartych w tychże normach. Ponadto kluczowe jest spełnienie wymagań klienta. W przypadku różnic w założonym składzie chemicznym wytapianej stali a uzyskanym prowadzi się korektę składu chemicznego. Jeżeli w danym wytopie niemożliwe okazuje się wyprodukowanie stali o składzie zgodnym z wymaganiami klienta, wówczas odlewa się gatunek, który odpowiada wymaganiom normy i składuje się go w magazynie, jako gotowy produkt do zakupu przez innego klienta. W przypadku odchylenia składu chemicznego poza przewidziane w normie tolerancje odlaną stal przekazuje się na stanowisko złomu, jako ponowny wsad do procesu stalowniczego.
R1UMo8MG6lhF8
Mapa interaktywna. Lista elementów:
Wielkości podlegające sprawdzeniu na etapie wytwarzania ciekłej stali 2/5 Temperatura: {audio=1} W trakcie procesu stalowniczego prowadzi się kontrolę temperatury kąpieli metalowej.
W przypadku zbyt niskiej temperatury kąpiel metalowa dogrzewana jest w agregacie – piecokadzi. Zbyt niska temperatura odlewanej stali może spowodować zamarznięcie pasma w trakcie odlewania i konieczność przerwania pracy maszyny do ciągłego odlewania stali. W przypadku przegrzania kąpieli metalowej modyfikuje się ilość odlewanych żył w maszynie do ciągłego odlewania stali. Ogólnie można określić, że wraz ze wzrostem temperatury przegrzania kąpieli metalowej zmniejsza się ilość odlewanych pasm w maszynie COS.
Mapa interaktywna. Lista elementów:
Wielkości podlegające sprawdzeniu na etapie wytwarzania ciekłej stali 2/5 Temperatura: {audio=1} W trakcie procesu stalowniczego prowadzi się kontrolę temperatury kąpieli metalowej.
W przypadku zbyt niskiej temperatury kąpiel metalowa dogrzewana jest w agregacie – piecokadzi. Zbyt niska temperatura odlewanej stali może spowodować zamarznięcie pasma w trakcie odlewania i konieczność przerwania pracy maszyny do ciągłego odlewania stali. W przypadku przegrzania kąpieli metalowej modyfikuje się ilość odlewanych żył w maszynie do ciągłego odlewania stali. Ogólnie można określić, że wraz ze wzrostem temperatury przegrzania kąpieli metalowej zmniejsza się ilość odlewanych pasm w maszynie COS.
Ilustracja atlasu interaktywnego: Temperatura
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
Wielkości podlegające sprawdzeniu na etapie wytwarzania ciekłej stali Temperatura
Opis ilustracji: Ilustracja przedstawia schemat, z pojęciami umieszczonymi w prostokątnych blokach połączonymi ze sobą strzałkami.
Schemat opisuje powiązane działania związane ze zmianą temperatury kąpieli metolowej – ciekłej stali:
temperatura kąpielu metalowej – ciekłej stali:
dogrzewanie kapieli metalowej w pieco‑kadzi,
odlanie stali w maszynie COS,
zmniejszenie ilości odlewanych pasm w maszynie COS.
Tekst: W trakcie procesu stalowniczego prowadzi się kontrolę temperatury kąpieli metalowej. W przypadku zbyt niskiej temperatury kąpiel metalowa dogrzewana jest w agregacie – piecokadzi. Zbyt niska temperatura odlewanej stali może spowodować zamarznięcie pasma w trakcie odlewania i konieczność przerwania pracy maszyny do ciągłego odlewania stali. W przypadku przegrzania kąpieli metalowej modyfikuje się ilość odlewanych żył w maszynie do ciągłego odlewania stali. Ogólnie można określić, że wraz ze wzrostem temperatury przegrzania kąpieli metalowej zmniejsza się ilość odlewanych pasm w maszynie COS.
RxAtUc3DiCw9f
Mapa interaktywna. Lista elementów:
Wielkości podlegające sprawdzeniu na etapie wytwarzania ciekłej stali 3/5 Kształt: Kształt wyrobu powinien spełniać podstawowe wymagania klienta dot. wymiarów, z uwzględnieniem normatywnych odchyłek oraz wskazań zamawiającego.
Mapa interaktywna. Lista elementów:
Wielkości podlegające sprawdzeniu na etapie wytwarzania ciekłej stali 3/5 Kształt: Kształt wyrobu powinien spełniać podstawowe wymagania klienta dot. wymiarów, z uwzględnieniem normatywnych odchyłek oraz wskazań zamawiającego.
Ilustracja atlasu interaktywnego: Kształt
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
Wielkości podlegające sprawdzeniu na etapie wytwarzania ciekłej stali Kształt
Opis ilustracji: Ilustracja przedstawia schemat, z pojęciami umieszczonymi w prostokątnych blokach połączonymi ze sobą strzałkami. Na dole schematu widnieje legenda wyjaśniająca skróty użyte w schemacie:
Ns – niespełnione wymagania,
S – spełnione wymagania.
Schemat opisuje co następuje kiedy są spełnione a co kiedy nie są spełnione kluczowe wymagania klienta oraz wymagania dla danego kształtu.
Jesli kluczowe wymagania klienta sa spełnione to zostaje walcowany zamówiony kształt w zawężonej tolerancji. Gdy nie są spełnione zostaje walcowany kształt normatywny lub zostaje jako złom do ponownego wykorzystania w procesie stalowniczym. jeśli wymagania dla danego kształtu są spełnione to zostaje walcowany zamówiony kształt w zawężonej tolerancji lub walcowanie kształtu normatywnego. Jeśli nie są spełnione wymagania to zostaje jako złom do ponownego wykorzystania w procesie stalowniczym.
Tekst: Kształt wyrobu powinien spełniać podstawowe wymagania klienta dotyczacych wymiarów, z uwzględnieniem normatywnych odchyłek oraz wskazań zamawiającego.
R1OgW9sKwF4Ln
Mapa interaktywna. Lista elementów:
Wielkości podlegające sprawdzeniu na etapie wytwarzania ciekłej stali 4/5 Własności mechaniczne: Własności mechaniczne powinny odpowiadać wymaganiom norm dla poszczególnych gatunków stali. Powinny zostać zweryfikowane w badaniach:
Próba jednoosiowego rozciągania wg. Normy PN-EN ISO 6892-1:2020-05 pozwalająca na określenie podstawowych parametrów wytrzymałościowych (Rm – Wytrzymałość na rozciąganie, Re- Granica plastyczności) oraz parametrów plastycznych (A% - wydłużenie, Z% - poszerzenie).
Próba udarności wg. Normy PN-EN ISO 148-1:2017-02 przeprowadzana w temperaturze pokojowej lub w przypadku wymagań klienta w innych temperaturach (obniżonych np. -20ºC lub podwyższonych np. 40 ºC).
Badaniom twardości. W zależności od wymagań mogą one być wykonywane metodą Vickera (PN-EN ISO 6507-1:2018-05), Rockwella (PN-EN ISO 6508-1:2016-10) lub Brinella (PN-EN ISO 6506-1:2014-12).
W przypadku nie spełnienia któregoś z wymagań przeprowadza się analizę 5 Why pozwalającą na znalezienie źródła problemu. Problem kształtu może wynikać z błędnej nastawy urządzeń pracujących w ciągu procesu przeróbki plastycznej. Problem składu chemicznego może wynikać z błędnie przeprowadzonego procesu stalowniczego. Problem wynikający z niespełnienia warunku własności mechanicznych może wynikać z błędnie prowadzonego procesu przeróbki plastycznej (błędy wynikające z źle dobranych gniotów i/lub temperatur), problemu ze składem chemicznym lub z połączenia obu w/w problemów.
Jeżeli nie spełniony zostaje warunek kształtu materiał może zostać uznany za złom lub jeżeli produkt nie mieści się w zawężonej tolerancji wymiarowej nałożonej przez zamawiającego, ale spełnia warunki normy może zostać sprzedana innemu klientowi.
W przypadku niespełnienia wymagania dot. składu materiał może zostać uznany za złom lub jeżeli produkt nie mieści się w zawężonej tolerancji wymiarowej nałożonej przez zamawiającego, ale spełnia warunki normy może zostać sprzedana innemu klientowi.
W przypadku niespełnienia wymagania dot. własności mechanicznych materiał może zostać uznany za złom lub jeżeli produkt nie mieści się w zawężonej tolerancji wymiarowej nałożonej przez zamawiającego, ale spełnia warunki normy może zostać sprzedana innemu klientowi.
Mapa interaktywna. Lista elementów:
Wielkości podlegające sprawdzeniu na etapie wytwarzania ciekłej stali 4/5 Własności mechaniczne: Własności mechaniczne powinny odpowiadać wymaganiom norm dla poszczególnych gatunków stali. Powinny zostać zweryfikowane w badaniach:
Próba jednoosiowego rozciągania wg. Normy PN-EN ISO 6892-1:2020-05 pozwalająca na określenie podstawowych parametrów wytrzymałościowych (Rm – Wytrzymałość na rozciąganie, Re- Granica plastyczności) oraz parametrów plastycznych (A% - wydłużenie, Z% - poszerzenie).
Próba udarności wg. Normy PN-EN ISO 148-1:2017-02 przeprowadzana w temperaturze pokojowej lub w przypadku wymagań klienta w innych temperaturach (obniżonych np. -20ºC lub podwyższonych np. 40 ºC).
Badaniom twardości. W zależności od wymagań mogą one być wykonywane metodą Vickera (PN-EN ISO 6507-1:2018-05), Rockwella (PN-EN ISO 6508-1:2016-10) lub Brinella (PN-EN ISO 6506-1:2014-12).
W przypadku nie spełnienia któregoś z wymagań przeprowadza się analizę 5 Why pozwalającą na znalezienie źródła problemu. Problem kształtu może wynikać z błędnej nastawy urządzeń pracujących w ciągu procesu przeróbki plastycznej. Problem składu chemicznego może wynikać z błędnie przeprowadzonego procesu stalowniczego. Problem wynikający z niespełnienia warunku własności mechanicznych może wynikać z błędnie prowadzonego procesu przeróbki plastycznej (błędy wynikające z źle dobranych gniotów i/lub temperatur), problemu ze składem chemicznym lub z połączenia obu w/w problemów.
Jeżeli nie spełniony zostaje warunek kształtu materiał może zostać uznany za złom lub jeżeli produkt nie mieści się w zawężonej tolerancji wymiarowej nałożonej przez zamawiającego, ale spełnia warunki normy może zostać sprzedana innemu klientowi.
W przypadku niespełnienia wymagania dot. składu materiał może zostać uznany za złom lub jeżeli produkt nie mieści się w zawężonej tolerancji wymiarowej nałożonej przez zamawiającego, ale spełnia warunki normy może zostać sprzedana innemu klientowi.
W przypadku niespełnienia wymagania dot. własności mechanicznych materiał może zostać uznany za złom lub jeżeli produkt nie mieści się w zawężonej tolerancji wymiarowej nałożonej przez zamawiającego, ale spełnia warunki normy może zostać sprzedana innemu klientowi.
Ilustracja atlasu interaktywnego: Własności mechaniczne
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
Wielkości podlegające sprawdzeniu na etapie wytwarzania ciekłej stali Własności mechaniczne
Opis ilustracji: Ilustracja przedstawia schemat, z pojęciami umieszczonymi w prostokątnych blokach połączonymi ze sobą strzałkami. Na dole schematu widnieje legenda wyjaśniająca skróty użyte w schemacie:
Ns – niespełnione wymagania,
S – spełnione wymagania.
Schemat opisuje co następuje kiedy są spełnione a co kiedy nie są spełnione wymagania klienta odnośnie materiału o podwyższonej wytrzymałości oraz wymagania normy dla gatunku stali.
Jesli wymagania klienta odnosnie materiału o podwyższonej wytrzymałości są spełnione to oznacza że proces przeróbki plastycznej spełnia podwyższone wymagania dotyczace własności mechanicznych. Gdy nie są spełnione zostaje użyty jako złom do ponownego wykorzystania w procesie stalowniczym. Jeśli wymagania normy dla gatunku stali są spełnione to oznacza że proces przeróbki plastycznej spełnia podwyższone wymagania dotyczace własności mechanicznych oraz proces przeróbki plastycznej spełnia wymagania normy. Jeśli nie są spełnione wymagania to zostaje jako złom do ponownego wykorzystania w procesie stalowniczym.
Tekst: Własności mechaniczne powinny odpowiadać wymaganiom norm dla poszczególnych gatunków stali. Powinny zostać zweryfikowane w badaniach:
Próba jednoosiowego rozciągania wg. Normy PN–EN ISO 6892–1:2020–05 pozwalająca na określenie podstawowych parametrów wytrzymałościowych czyli Rm – Wytrzymałość na rozciąganie oraz Re – Granica plastyczności, oraz parametrów plastycznych czyli – wydłużenie oraz – poszerzenie.
Próba udarności wg. Normy PN–EN ISO 148–1:2017–02 przeprowadzana w temperaturze pokojowej lub w przypadku wymagań klienta w innych temperaturach na przykład obniżonych o -20 lub podwyższonych o. 40 .
Badaniom twardości. W zależności od wymagań mogą one być wykonywane metodą Vickersa według normy PN–EN ISO 6507–1:2018–05, Rockwella według normy PN–EN ISO 6508–1:2016–10 lub Brinella według normy PN–EN ISO 6506–1:2014–12.
W przypadku nie spełnienia któregoś z wymagań przeprowadza się analizę 5 Why pozwalającą na znalezienie źródła problemu. Problem kształtu może wynikać z błędnej nastawy urządzeń pracujących w ciągu procesu przeróbki plastycznej. Problem składu chemicznego może wynikać z błędnie przeprowadzonego procesu stalowniczego. Problem wynikający z niespełnienia warunku własności mechanicznych może wynikać z błędnie prowadzonego procesu przeróbki plastycznej na przykład błędy wynikające z źle dobranych gniotów i lub temperatur, problemu ze składem chemicznym lub z połączenia obu wymienionych problemów.
Jeżeli nie spełniony zostaje warunek kształtu materiał może zostać uznany za złom lub jeżeli produkt nie mieści się w zawężonej tolerancji wymiarowej nałożonej przez zamawiającego, ale spełnia warunki normy może zostać sprzedana innemu klientowi.
W przypadku niespełnienia wymagania dot. składu materiał może zostać uznany za złom lub jeżeli produkt nie mieści się w zawężonej tolerancji wymiarowej nałożonej przez zamawiającego, ale spełnia warunki normy może zostać sprzedana innemu klientowi.
W przypadku niespełnienia wymagania dot. własności mechanicznych materiał może zostać uznany za złom lub jeżeli produkt nie mieści się w zawężonej tolerancji wymiarowej nałożonej przez zamawiającego, ale spełnia warunki normy może zostać sprzedana innemu klientowi.
R1dfI3d380Tsn
Mapa interaktywna. Lista elementów:
Wielkości podlegające sprawdzeniu na etapie wytwarzania ciekłej stali 5/5 Jakość powierzchni: Półwyrób lub wyrób gotowy po procesie przeróbki plastycznej musi zapewnić wymaganą jakość powierzchni materiału tj. odpowiednią chropowatość, brak zarysowań, brak zawalcowań.
Mapa interaktywna. Lista elementów:
Wielkości podlegające sprawdzeniu na etapie wytwarzania ciekłej stali 5/5 Jakość powierzchni: Półwyrób lub wyrób gotowy po procesie przeróbki plastycznej musi zapewnić wymaganą jakość powierzchni materiału tj. odpowiednią chropowatość, brak zarysowań, brak zawalcowań.
Ilustracja atlasu interaktywnego: Jakość powierzchni
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
Wielkości podlegające sprawdzeniu na etapie wytwarzania ciekłej stali Jakość powierzchni
Opis ilustracji: Ilustracja przedstawia schemat, z pojęciami umieszczonymi w prostokątnych blokach połączonymi ze sobą strzałkami. Na dole schematu widnieje legenda wyjaśniająca skróty użyte w schemacie:
Ns – niespełnione wymagania,
S – spełnione wymagania.
Schemat opisuje co następuje kiedy są spełnione a co kiedy nie są spełnione wymagania dotyczące jakości powierzchni.
Jesli wymagania odnośnie jakości powierzchni są spełnione to oznacza że powierzchnia jest bez zawalcowań, peknięć i zarysowań. Gdy nie są spełnione materiał wykazuje wady powierzchniowe. Jeśli można usunąć wadę mechanicznie to po akceptacji przez odbiorcę półwyrobu lub wyrobu, jest możliwość dalszego uzytkowania. Jeżeli nie ma możliwości usunięcia wady mechanicznie, to element jest przeznaczany na złom do ponownego wykorzystania w procesie stalowniczym.
Tekst: Półwyrób lub wyrób gotowy po procesie przeróbki plastycznej musi zapewnić wymaganą jakość powierzchni materiału czyli odpowiednią chropowatość, brak zarysowań, brak zawalcowań.
Struktura wlewka stalowego 1/2 Krystalizacja: Przejście ze stanu ciekłego w stan stały nazywa się krystalizacją. Mechanizm krystalizacji metali polega na nałożeniu się na siebie dwóch procesów niezależnych od siebie tj. tworzenia zarodków fazy stałej oraz ich wzrostu. Wzrost kryształu polega na dołączaniu się atomów pochodzących z fazy ciekłej do powierzchni rosnącej fazy stałej. Zakończenie wzrostu fazy stałej następuje po zaniku fazy ciekłej, czego konsekwencją jest powstanie struktury krystalicznej. Krystalizacja metali zachodzi samorzutnie po obniżeniu temperatury poniżej wartości krytycznej, charakterystycznej dla danego składu chemicznego.
Rozszerzenie
Mapa interaktywna. Lista elementów:
Struktura wlewka stalowego 1/2 Krystalizacja: Przejście ze stanu ciekłego w stan stały nazywa się krystalizacją. Mechanizm krystalizacji metali polega na nałożeniu się na siebie dwóch procesów niezależnych od siebie tj. tworzenia zarodków fazy stałej oraz ich wzrostu. Wzrost kryształu polega na dołączaniu się atomów pochodzących z fazy ciekłej do powierzchni rosnącej fazy stałej. Zakończenie wzrostu fazy stałej następuje po zaniku fazy ciekłej, czego konsekwencją jest powstanie struktury krystalicznej. Krystalizacja metali zachodzi samorzutnie po obniżeniu temperatury poniżej wartości krytycznej, charakterystycznej dla danego składu chemicznego.
Rozszerzenie
Ilustracje atlasu interaktywnego: Krystalizacja
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
Ilustracje w sekcji Krystalizacja wlewka stalowego przedstawione są w formie galerii z możliwością przewijania zdjęć za pomocą strzałki znajdującej się po prawej stronie. Po kliknięciu na tytuł obrazka, pojawia się ramka z tekstem oraz z nagraniem dźwiękowym z nim tożsamym.
Struktura wlewka stalowego Krystalizacja
Opis ilustracji: Ilustracja przedstawia zdjęcie mikrostruktury części wlewka. Po kliknięciu na tytuł obrazka grafika zmienia się Zaprezentowane są etapy tworzenia mikrostruktury odlewu podczas krystalizacji. Są to trzy kwadraty z opisami. W pierwszym dominującym obszarem jest ciecz. Obrys kwadratu to strafa kryształów zamrożonych. Kolejny kwadrat przedstawia etap tworzenia sie strefy kryształów kolumnowych. Są to podłużne pasy biegnące od ramki do środka. Na środku wciąż znajduje się ciecz. Ostatni kwadrat przedstawia kompletnie skrystalizowany odlew. Na środku zamiast cieczy pojawiło się dużo drobnych owalnych kształtów, które reprezentują strefę kryształów równoosiowych.
Tekst: Przejście ze stanu ciekłego w stan stały nazywa się krystalizacją. Mechanizm krystalizacji metali polega na nałożeniu się na siebie dwóch procesów niezależnych od siebie tj. tworzenia zarodków fazy stałej oraz ich wzrostu. Wzrost kryształu polega na dołączaniu się atomów pochodzących z fazy ciekłej do powierzchni rosnącej fazy stałej. Zakończenie wzrostu fazy stałej następuje po zaniku fazy ciekłej, czego konsekwencją jest powstanie struktury krystalicznej. Krystalizacja metali zachodzi samorzutnie po obniżeniu temperatury poniżej wartości krytycznej, charakterystycznej dla danego składu chemicznego.
RVsSoP4rTVmqr
Mapa interaktywna. Lista elementów:
Struktura wlewka stalowego 2/2 Mikrostruktura wlewka stalowego: {audio=1} Krystalizację ciekłej stali można przeprowadzić w wyniku odlania ciekłego metalu do wlewnicy lub przez zastosowanie procesu ciągłego odlewania stali tzw. COSu. W przypadku odlania ciekłej stali do wlewnicy (formy) następuje bardzo szybkie ochłodzenie cienkiej warstwy przyległej do ścianki wlewnicy i jej znaczne przechłodzenie, co skutkuje powstaniem dużej liczby zarodków krystalizacji. Dzięki temu zakrzepnięta warstwa metalu złożona jest z drobnych kryształów (ziaren), która cechuje się przypadkową orientacją i dużą jednorodnością chemiczną. Ta cienka warstwa nazywana jest strefą kryształów zamrożonych, jej grubość uzależniona jest od temperatury ciekłego metalu i grubości ścianek wlewnicy. Powstanie warstwy kryształów zamrożonych oraz pewnego nagrzania wlewnicy z prowadzonego procesu skutkuje spowolnieniem chłodzenia ciekłego metalu, co sprzyja powstaniu gruboziarnistej drugiej strefy nazywanej strefą kryształów kolumnowych (słupkowych).
Kryształy kolumnowe zarodkują na ziarnach strefy kryształów zamrożonych. Kierunek ich wzrostu jest prostopadły do ścianek wlewnicy i równoległy do kierunku odprowadzania ciepła. Grubość strefy kryształów słupkowych zależy od temperatury odlewania i szybkości chłodzenia wlewka. Im wyższa jest temperatura odlewania oraz szybsze chłodzenie tym grubość tej strefy jest większa. Przy intensywnym odprowadzeniu ciepła, głównie dotyczy to metali o dużym przewodnictwie cieplnym, druga strefa może sięgać nawet do środka zakrzepniętego wlewka, co nazywa się transkrystalizacją. W przypadku wlewków stalowych jest to zjawisko niepożądane ze względu na skłonność do powstawania pęknięć na styku stref kryształów kolumnowych.
Za drugą strefą powstaje trzeci obszar nazywany strefą kryształów równoosiowych (kryształów wolnych) o przypadkowej, chaotycznej orientacji, co jest skutkiem braku kierunkowego odprowadzania ciepła. Ze względu na małą ilość powstających zarodków, strefa ta charakteryzuje się dużym ziarnem. Powstające kryształy (ziarna) mają większą gęstość niż ciecz i mają skłonność do opadania na dno krzepnącego wlewka, co skutkuje powstaniem większych chaotycznie ułożonych kryształów.
Rozszerzenie
Mapa interaktywna. Lista elementów:
Struktura wlewka stalowego 2/2 Mikrostruktura wlewka stalowego: {audio=1} Krystalizację ciekłej stali można przeprowadzić w wyniku odlania ciekłego metalu do wlewnicy lub przez zastosowanie procesu ciągłego odlewania stali tzw. COSu. W przypadku odlania ciekłej stali do wlewnicy (formy) następuje bardzo szybkie ochłodzenie cienkiej warstwy przyległej do ścianki wlewnicy i jej znaczne przechłodzenie, co skutkuje powstaniem dużej liczby zarodków krystalizacji. Dzięki temu zakrzepnięta warstwa metalu złożona jest z drobnych kryształów (ziaren), która cechuje się przypadkową orientacją i dużą jednorodnością chemiczną. Ta cienka warstwa nazywana jest strefą kryształów zamrożonych, jej grubość uzależniona jest od temperatury ciekłego metalu i grubości ścianek wlewnicy. Powstanie warstwy kryształów zamrożonych oraz pewnego nagrzania wlewnicy z prowadzonego procesu skutkuje spowolnieniem chłodzenia ciekłego metalu, co sprzyja powstaniu gruboziarnistej drugiej strefy nazywanej strefą kryształów kolumnowych (słupkowych).
Kryształy kolumnowe zarodkują na ziarnach strefy kryształów zamrożonych. Kierunek ich wzrostu jest prostopadły do ścianek wlewnicy i równoległy do kierunku odprowadzania ciepła. Grubość strefy kryształów słupkowych zależy od temperatury odlewania i szybkości chłodzenia wlewka. Im wyższa jest temperatura odlewania oraz szybsze chłodzenie tym grubość tej strefy jest większa. Przy intensywnym odprowadzeniu ciepła, głównie dotyczy to metali o dużym przewodnictwie cieplnym, druga strefa może sięgać nawet do środka zakrzepniętego wlewka, co nazywa się transkrystalizacją. W przypadku wlewków stalowych jest to zjawisko niepożądane ze względu na skłonność do powstawania pęknięć na styku stref kryształów kolumnowych.
Za drugą strefą powstaje trzeci obszar nazywany strefą kryształów równoosiowych (kryształów wolnych) o przypadkowej, chaotycznej orientacji, co jest skutkiem braku kierunkowego odprowadzania ciepła. Ze względu na małą ilość powstających zarodków, strefa ta charakteryzuje się dużym ziarnem. Powstające kryształy (ziarna) mają większą gęstość niż ciecz i mają skłonność do opadania na dno krzepnącego wlewka, co skutkuje powstaniem większych chaotycznie ułożonych kryształów.
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
Struktura wlewka stalowego Mikrostruktura wlewka stalowego
Opis ilustracji: Ilustracja przedstawia schemat struktury wlewka stalowego w postaci bryły przestrzennej. Jest ona do połowy w przekroju pionowym i poziomym, odsłaniając swoją mikrostrukturę. Poszczególne strefy sa zaznaczone za pomoca czerwonych linii. Idąc od brzegu jest to strefa kryształów zamrożonych, czyli ziarna o losowej orientacji, nastepnie strefa kryształów kolumnowych, czyli równoległe pasy zorientowane w kierunku środka. Na środku wlewka znajduje się strefa kryształów równoosiowych, w postaci okręgów o różnych rozmiarach. Po kliknieciu na tytuł, ilustracja zmienia się. Przedstawia ona schemat układu stref kryształów wewnątrz wlewka w jeszcze większym powiększeniu. Wewnątrz kryształów równoosiowych i kolumnowych widać tworzace się dendryty.
Tekst: Krystalizację ciekłej stali można przeprowadzić w wyniku odlania ciekłego metalu do wlewnicy lub przez zastosowanie procesu ciągłego odlewania stali tzw. COSu. W przypadku odlania ciekłej stali do wlewnicy czyli formy, następuje bardzo szybkie ochłodzenie cienkiej warstwy przyległej do ścianki wlewnicy i jej znaczne przechłodzenie, co skutkuje powstaniem dużej liczby zarodków krystalizacji. Dzięki temu zakrzepnięta warstwa metalu złożona jest z drobnych kryształów czyli ziaren, która cechuje się przypadkową orientacją i dużą jednorodnością chemiczną. Ta cienka warstwa nazywana jest strefą kryształów zamrożonych, jej grubość uzależniona jest od temperatury ciekłego metalu i grubości ścianek wlewnicy. Powstanie warstwy kryształów zamrożonych oraz pewnego nagrzania wlewnicy z prowadzonego procesu skutkuje spowolnieniem chłodzenia ciekłego metalu, co sprzyja powstaniu gruboziarnistej drugiej strefy nazywanej strefą kryształów kolumnowych, inaczej słupkowych. Kryształy kolumnowe zarodkują na ziarnach strefy kryształów zamrożonych. Kierunek ich wzrostu jest prostopadły do ścianek wlewnicy i równoległy do kierunku odprowadzania ciepła. Grubość strefy kryształów słupkowych zależy od temperatury odlewania i szybkości chłodzenia wlewka. Im wyższa jest temperatura odlewania oraz szybsze chłodzenie tym grubość tej strefy jest większa. Przy intensywnym odprowadzeniu ciepła, głównie dotyczy to metali o dużym przewodnictwie cieplnym, drugi strefa może sięgać nawet do środka zakrzepniętego wlewka, co nazywa się transkrystalizacją. W przypadku wlewków stalowych jest to zjawisko niepożądane ze względu na skłonność do powstawania pęknięć na styku stref kryształów kolumnowych. Za drugą strefą powstaje trzeci obszar nazywany strefą kryształów równoosiowych czyli kryształów wolnych o przypadkowej, chaotycznej orientacji, co jest skutkiem braku kierunkowego odprowadzania ciepła. Ze względu na małą ilość powstających zarodków, strefa ta charakteryzuje się dużym ziarnem. Powstające kryształy czyli ziarna, mają większą gęstość niż ciecz i mają skłonność do opadania na dno krzepnącego wlewka, co skutkuje powstaniem większych chaotycznie ułożonych kryształów.
Wielkość ziarna, czyli struktura metalicznego stopu powstała w wyniku krystalizacji zależy od wzajemnej relacji między szybkością powstawania zarodków (zarodkowania) i szybkością ich wzrostu. Jeżeli szybkość zarodkowania jest duża, a szybkość wzrostu mała, to powstaje struktura drobnoziarnista i na odwrót, przy dużej szybkości wzrostu i małej zarodkowania uzyskuje się strukturę gruboziarnistą. Zależność ta jest nazwana prawem Tammana.
W przedsiębiorstwie metalurgicznym podejmowanie decyzji dotyczących jakości w poszczególnych etapach produkcji odbywa się na różnych szczeblach, w zależności od zakresów tolerancji decyzyjnych na danym stanowisku.
W pierwszej kolejności decyzje w sprawie prowadzonego procesu podejmuje mistrz zmiany. Jeżeli mistrz nie jest władny podjąć decyzji wówczas konsultuje się z technologiem. Jeżeli technolog nie jest w stanie podjąć decyzji, ponieważ wykracza to poza jego tolerancje decyzyjne, wówczas kontaktuje się z kierownikiem produkcji. W przypadku, gdy kierownik produkcji nie może podjąć (wykracza ona poza jego kompetencje – zakres decyzyjności) decyzji konsultuje się z dyrektorem zakładu.
W przedsiębiorstwie metalurgicznym podejmowanie decyzji dotyczących jakości w poszczególnych etapach produkcji odbywa się na różnych szczeblach, w zależności od zakresów tolerancji decyzyjnych na danym stanowisku.
W pierwszej kolejności decyzje w sprawie prowadzonego procesu podejmuje mistrz zmiany. Jeżeli mistrz nie jest władny podjąć decyzji wówczas konsultuje się z technologiem. Jeżeli technolog nie jest w stanie podjąć decyzji, ponieważ wykracza to poza jego tolerancje decyzyjne, wówczas kontaktuje się z kierownikiem produkcji. W przypadku, gdy kierownik produkcji nie może podjąć (wykracza ona poza jego kompetencje – zakres decyzyjności) decyzji konsultuje się z dyrektorem zakładu.
Ilustracja atlasu interaktywnego: Kolejność podejmowania decyzji
Źródło: GroMar Sp. z o.o., licencja: CC BY-SA 3.0.
Po kliknięciu na tytuł obrazka, pojawia się ramka z tekstem oraz z nagraniem dźwiękowym z nim tożsamym.
Szczeble decyzyjne Kolejnośc podejmowania decyzji
Opis ilustracji: Ilustracja przedstawia schemat struktury na szczeblu podejmowania decyzji. Sa to prostokątne bloki z tekstem, umieszczone jeden nad drugim w kolejności od największego do najmniejszego. Układ może przypominać kształtem piramidę. Po lewej stronie widnieje strzałka skierowana w górę, sugerująca kolejność podejmowania decyzji. Idac zgodnie ze strzałką jest to:
mistrz zmiany,
technolog,
kierownik produkcji,
dyrektor zakładu.
Tekst: W przedsiębiorstwie metalurgicznym podejmowanie decyzji dotyczących jakości w poszczególnych etapach produkcji odbywa się na różnych szczeblach, w zależności od zakresów tolerancji decyzyjnych na danym stanowisku. W pierwszej kolejności decyzje w sprawie prowadzonego procesu podejmuje mistrz zmiany. Jeżeli mistrz nie jest władny podjąć decyzji wówczas konsultuje się z technologiem. Jeżeli technolog nie jest w stanie podjąć decyzji, ponieważ wykracza to poza jego tolerancje decyzyjne, wówczas kontaktuje się z kierownikiem produkcji. W przypadku, gdy kierownik produkcji nie może podjąć decyzji ponieważ wykracza ona poza jego kompetencje czy też zakres decyzyjności, konsultuje się z dyrektorem zakładu.
Uporządkuj elementy w odpowiedniej kolejności. Elementy do uszeregowania: 1. Stan wyjściowy, 2. Stan wejściowy, 3. Proces
Uporządkuj elementy w odpowiedniej kolejności. Elementy do uszeregowania: 1. Stan wyjściowy, 2. Stan wejściowy, 3. Proces
Ćwiczenie 2. - Struktura wlewka stalowego
Uporządkuj ilustracje
Ćwiczenie 2. - Struktura wlewka stalowego
RNkNGBWKb1Kit
Uporządkuj rozrzucone elementy reprezentujące poszczególne strefy krystalizacji zgodnie z kolejnością występujących po sobie stref od strony wlewnicy.
Uporządkuj rozrzucone elementy reprezentujące poszczególne strefy krystalizacji zgodnie z kolejnością występujących po sobie stref od strony wlewnicy.
R1YNNEAaqrWSo
Uporządkuj poszczególne strefy krystalizacji wlewka stalowego zgodnie z kolejnością występujących po sobie stref od strony wlewnicy Elementy do uszeregowania: 1. Strefa kryształów zamrożonych, 2. Strefa kryształów równoosiowych, 3. Strefa kryształów kolumnowych
Uporządkuj poszczególne strefy krystalizacji wlewka stalowego zgodnie z kolejnością występujących po sobie stref od strony wlewnicy Elementy do uszeregowania: 1. Strefa kryształów zamrożonych, 2. Strefa kryształów równoosiowych, 3. Strefa kryształów kolumnowych
Ćwiczenie 3. - Metody kontroli jakości
Połącz w pary
Ćwiczenie 3. - Metody kontroli jakości
RsFZna8lrBLRj
Dobierz w pary. 5 Why Możliwe odpowiedzi: 1. Uprawniony pracownik firmy, 2. Rybia ość, 3. Uprawniony pracownik klienta, 4. Kontrola zgodności z założeniami normy ISO 9001:2015 lub EN9001, 5. Weryfikacja zgodności produktu z dokumentacja techniczną – specyfikacja danego produktu, 6. Uprawniony audytor systemu zarządzania jakością ISO lub EN, 7. 5 Dlaczego, 8. Kontrola zgodności z dokumentacją technologiczną danego procesu, w danej firmie Diagram Ishikawy Możliwe odpowiedzi: 1. Uprawniony pracownik firmy, 2. Rybia ość, 3. Uprawniony pracownik klienta, 4. Kontrola zgodności z założeniami normy ISO 9001:2015 lub EN9001, 5. Weryfikacja zgodności produktu z dokumentacja techniczną – specyfikacja danego produktu, 6. Uprawniony audytor systemu zarządzania jakością ISO lub EN, 7. 5 Dlaczego, 8. Kontrola zgodności z dokumentacją technologiczną danego procesu, w danej firmie Audyt wewnetrzny Możliwe odpowiedzi: 1. Uprawniony pracownik firmy, 2. Rybia ość, 3. Uprawniony pracownik klienta, 4. Kontrola zgodności z założeniami normy ISO 9001:2015 lub EN9001, 5. Weryfikacja zgodności produktu z dokumentacja techniczną – specyfikacja danego produktu, 6. Uprawniony audytor systemu zarządzania jakością ISO lub EN, 7. 5 Dlaczego, 8. Kontrola zgodności z dokumentacją technologiczną danego procesu, w danej firmie Audyt zewnętrzny Możliwe odpowiedzi: 1. Uprawniony pracownik firmy, 2. Rybia ość, 3. Uprawniony pracownik klienta, 4. Kontrola zgodności z założeniami normy ISO 9001:2015 lub EN9001, 5. Weryfikacja zgodności produktu z dokumentacja techniczną – specyfikacja danego produktu, 6. Uprawniony audytor systemu zarządzania jakością ISO lub EN, 7. 5 Dlaczego, 8. Kontrola zgodności z dokumentacją technologiczną danego procesu, w danej firmie Audyt trzeciej strony Możliwe odpowiedzi: 1. Uprawniony pracownik firmy, 2. Rybia ość, 3. Uprawniony pracownik klienta, 4. Kontrola zgodności z założeniami normy ISO 9001:2015 lub EN9001, 5. Weryfikacja zgodności produktu z dokumentacja techniczną – specyfikacja danego produktu, 6. Uprawniony audytor systemu zarządzania jakością ISO lub EN, 7. 5 Dlaczego, 8. Kontrola zgodności z dokumentacją technologiczną danego procesu, w danej firmie Audyt systemu zarządzania jakością Możliwe odpowiedzi: 1. Uprawniony pracownik firmy, 2. Rybia ość, 3. Uprawniony pracownik klienta, 4. Kontrola zgodności z założeniami normy ISO 9001:2015 lub EN9001, 5. Weryfikacja zgodności produktu z dokumentacja techniczną – specyfikacja danego produktu, 6. Uprawniony audytor systemu zarządzania jakością ISO lub EN, 7. 5 Dlaczego, 8. Kontrola zgodności z dokumentacją technologiczną danego procesu, w danej firmie Audyt procesu Możliwe odpowiedzi: 1. Uprawniony pracownik firmy, 2. Rybia ość, 3. Uprawniony pracownik klienta, 4. Kontrola zgodności z założeniami normy ISO 9001:2015 lub EN9001, 5. Weryfikacja zgodności produktu z dokumentacja techniczną – specyfikacja danego produktu, 6. Uprawniony audytor systemu zarządzania jakością ISO lub EN, 7. 5 Dlaczego, 8. Kontrola zgodności z dokumentacją technologiczną danego procesu, w danej firmie Audyt produktu Możliwe odpowiedzi: 1. Uprawniony pracownik firmy, 2. Rybia ość, 3. Uprawniony pracownik klienta, 4. Kontrola zgodności z założeniami normy ISO 9001:2015 lub EN9001, 5. Weryfikacja zgodności produktu z dokumentacja techniczną – specyfikacja danego produktu, 6. Uprawniony audytor systemu zarządzania jakością ISO lub EN, 7. 5 Dlaczego, 8. Kontrola zgodności z dokumentacją technologiczną danego procesu, w danej firmie
Dobierz w pary. 5 Why Możliwe odpowiedzi: 1. Uprawniony pracownik firmy, 2. Rybia ość, 3. Uprawniony pracownik klienta, 4. Kontrola zgodności z założeniami normy ISO 9001:2015 lub EN9001, 5. Weryfikacja zgodności produktu z dokumentacja techniczną – specyfikacja danego produktu, 6. Uprawniony audytor systemu zarządzania jakością ISO lub EN, 7. 5 Dlaczego, 8. Kontrola zgodności z dokumentacją technologiczną danego procesu, w danej firmie Diagram Ishikawy Możliwe odpowiedzi: 1. Uprawniony pracownik firmy, 2. Rybia ość, 3. Uprawniony pracownik klienta, 4. Kontrola zgodności z założeniami normy ISO 9001:2015 lub EN9001, 5. Weryfikacja zgodności produktu z dokumentacja techniczną – specyfikacja danego produktu, 6. Uprawniony audytor systemu zarządzania jakością ISO lub EN, 7. 5 Dlaczego, 8. Kontrola zgodności z dokumentacją technologiczną danego procesu, w danej firmie Audyt wewnetrzny Możliwe odpowiedzi: 1. Uprawniony pracownik firmy, 2. Rybia ość, 3. Uprawniony pracownik klienta, 4. Kontrola zgodności z założeniami normy ISO 9001:2015 lub EN9001, 5. Weryfikacja zgodności produktu z dokumentacja techniczną – specyfikacja danego produktu, 6. Uprawniony audytor systemu zarządzania jakością ISO lub EN, 7. 5 Dlaczego, 8. Kontrola zgodności z dokumentacją technologiczną danego procesu, w danej firmie Audyt zewnętrzny Możliwe odpowiedzi: 1. Uprawniony pracownik firmy, 2. Rybia ość, 3. Uprawniony pracownik klienta, 4. Kontrola zgodności z założeniami normy ISO 9001:2015 lub EN9001, 5. Weryfikacja zgodności produktu z dokumentacja techniczną – specyfikacja danego produktu, 6. Uprawniony audytor systemu zarządzania jakością ISO lub EN, 7. 5 Dlaczego, 8. Kontrola zgodności z dokumentacją technologiczną danego procesu, w danej firmie Audyt trzeciej strony Możliwe odpowiedzi: 1. Uprawniony pracownik firmy, 2. Rybia ość, 3. Uprawniony pracownik klienta, 4. Kontrola zgodności z założeniami normy ISO 9001:2015 lub EN9001, 5. Weryfikacja zgodności produktu z dokumentacja techniczną – specyfikacja danego produktu, 6. Uprawniony audytor systemu zarządzania jakością ISO lub EN, 7. 5 Dlaczego, 8. Kontrola zgodności z dokumentacją technologiczną danego procesu, w danej firmie Audyt systemu zarządzania jakością Możliwe odpowiedzi: 1. Uprawniony pracownik firmy, 2. Rybia ość, 3. Uprawniony pracownik klienta, 4. Kontrola zgodności z założeniami normy ISO 9001:2015 lub EN9001, 5. Weryfikacja zgodności produktu z dokumentacja techniczną – specyfikacja danego produktu, 6. Uprawniony audytor systemu zarządzania jakością ISO lub EN, 7. 5 Dlaczego, 8. Kontrola zgodności z dokumentacją technologiczną danego procesu, w danej firmie Audyt procesu Możliwe odpowiedzi: 1. Uprawniony pracownik firmy, 2. Rybia ość, 3. Uprawniony pracownik klienta, 4. Kontrola zgodności z założeniami normy ISO 9001:2015 lub EN9001, 5. Weryfikacja zgodności produktu z dokumentacja techniczną – specyfikacja danego produktu, 6. Uprawniony audytor systemu zarządzania jakością ISO lub EN, 7. 5 Dlaczego, 8. Kontrola zgodności z dokumentacją technologiczną danego procesu, w danej firmie Audyt produktu Możliwe odpowiedzi: 1. Uprawniony pracownik firmy, 2. Rybia ość, 3. Uprawniony pracownik klienta, 4. Kontrola zgodności z założeniami normy ISO 9001:2015 lub EN9001, 5. Weryfikacja zgodności produktu z dokumentacja techniczną – specyfikacja danego produktu, 6. Uprawniony audytor systemu zarządzania jakością ISO lub EN, 7. 5 Dlaczego, 8. Kontrola zgodności z dokumentacją technologiczną danego procesu, w danej firmie
Ćwiczenie 4. - Przekrój wlewka stalowego
Wstaw tekst na ilustrację
Ćwiczenie 4. - Przekrój wlewka stalowego
R1Yt6ckNAel8X
Umieść pojęcie w odpowiednim miejscu obrazka.
Umieść pojęcie w odpowiednim miejscu obrazka.
R1FJWFBGw7PTA
Odpowiedz na pytania lub uzupełnij tekst. 1. Mechanizm krystalizacji metali polega na nałożeniu się na siebie dwóch procesów niezależnych od siebie. Jednym z nich jest tworzenie się zarodków fazy stałej, a drugim ich ...... ., 2. Przy intensywnym odprowadzeniu ciepła metalu o dużym przewodnictwie cieplnym, druga strefa krystalizacji sięgnęła do środka zakrzepniętego wlewka. Jak się nazywa taki proces?, 3. Jak zachodzi krystalizacja metali po obniżeniu temperatury poniżej wartości krytycznej?, 4. Gruboziarnista druga strefa krystalizacyjna inaczej nazywana słupkową, jest strefa kryształów .......... ., 5. Zakończenie wzrostu fazy stałej następuje po zaniku jakiej fazy?, 6. Podaj nazwę procesu przejścia ze stanu ciekłego w stan stały.
Odpowiedz na pytania lub uzupełnij tekst. 1. Mechanizm krystalizacji metali polega na nałożeniu się na siebie dwóch procesów niezależnych od siebie. Jednym z nich jest tworzenie się zarodków fazy stałej, a drugim ich ...... ., 2. Przy intensywnym odprowadzeniu ciepła metalu o dużym przewodnictwie cieplnym, druga strefa krystalizacji sięgnęła do środka zakrzepniętego wlewka. Jak się nazywa taki proces?, 3. Jak zachodzi krystalizacja metali po obniżeniu temperatury poniżej wartości krytycznej?, 4. Gruboziarnista druga strefa krystalizacyjna inaczej nazywana słupkową, jest strefa kryształów .......... ., 5. Zakończenie wzrostu fazy stałej następuje po zaniku jakiej fazy?, 6. Podaj nazwę procesu przejścia ze stanu ciekłego w stan stały.
Ćwiczenie 5. - Stan wejściowy i wyjściowy procesu
Grupuj elementy
Ćwiczenie 5. - Stan wejściowy i wyjściowy procesu
RTrfF0yVJiKop
Pogrupuj elementy. Stan wejściowy procesu Możliwe odpowiedzi: 1. Wyposażenie, 2. Szkolenia, 3. Ludzie, 4. Informacja, 5. Wyroby, 6. Materiały, 7. Usługi, 8. Informacje, 9. Metody, 10. Dokumentacja, 11. Procedury, 12. Wiedza Stan wyjściowy procesu Możliwe odpowiedzi: 1. Wyposażenie, 2. Szkolenia, 3. Ludzie, 4. Informacja, 5. Wyroby, 6. Materiały, 7. Usługi, 8. Informacje, 9. Metody, 10. Dokumentacja, 11. Procedury, 12. Wiedza
Pogrupuj elementy. Stan wejściowy procesu Możliwe odpowiedzi: 1. Wyposażenie, 2. Szkolenia, 3. Ludzie, 4. Informacja, 5. Wyroby, 6. Materiały, 7. Usługi, 8. Informacje, 9. Metody, 10. Dokumentacja, 11. Procedury, 12. Wiedza Stan wyjściowy procesu Możliwe odpowiedzi: 1. Wyposażenie, 2. Szkolenia, 3. Ludzie, 4. Informacja, 5. Wyroby, 6. Materiały, 7. Usługi, 8. Informacje, 9. Metody, 10. Dokumentacja, 11. Procedury, 12. Wiedza
Ćwiczenie 6. - Krystalizacja wlewka stalowego
Uzupełnij tekst
Ćwiczenie 6. - Krystalizacja wlewka stalowego
RiqbmBeKDMMTm
Uzupełnij brakujące wyrazy w tekście. Przejście ze stanu ciekłego w stan stały nazywa się Tu uzupełnij. Zakończenie wzrostu fazy stałej następuje po zaniku fazy Tu uzupełnij, czego konsekwencją jest powstanie struktury krystalicznej. Struktura wlewka stalowego złożona jest z trzech stref, które nazywają się: strefa kryształów Tu uzupełnij, strefa kryształów Tu uzupełnij, strefa kryształów Tu uzupełnij. Wzrost kryształów kolumnowych kontynuowany aż do zakrzepnięcia całego ciekłego metalu (bez występowania strefy kryształów równoosiowych) nazywa się Tu uzupełnij. Prawo ujmujące zależność szybkości zarodkowania i liniowej szybkości krystalizacji zależne od przechłodzenia cieczy metalowej nazywa się prawem Tu uzupełnij.
Uzupełnij brakujące wyrazy w tekście. Przejście ze stanu ciekłego w stan stały nazywa się Tu uzupełnij. Zakończenie wzrostu fazy stałej następuje po zaniku fazy Tu uzupełnij, czego konsekwencją jest powstanie struktury krystalicznej. Struktura wlewka stalowego złożona jest z trzech stref, które nazywają się: strefa kryształów Tu uzupełnij, strefa kryształów Tu uzupełnij, strefa kryształów Tu uzupełnij. Wzrost kryształów kolumnowych kontynuowany aż do zakrzepnięcia całego ciekłego metalu (bez występowania strefy kryształów równoosiowych) nazywa się Tu uzupełnij. Prawo ujmujące zależność szybkości zarodkowania i liniowej szybkości krystalizacji zależne od przechłodzenia cieczy metalowej nazywa się prawem Tu uzupełnij.
Ćwiczenie 7. - Test samosprawdzający
Test
Ćwiczenie 7. - Test samosprawdzający
tematu Wymaganie stawiane wyrobom hutniczym i metody zarządzania jakością710.5100Brawo! Wiesz jakie są wymagania stawiane wyrobom hutniczym oraz orientujesz się w genezie metod zarządzania jakością oraz rozróżniasz normy dotyczące zarządzania jakością.Jeśli miałeś trudności z rozwiązaniem tego testu, wróć do atlasu interaktywnego: Wymaganie stawiane wyrobom hutniczym oraz Metody zarządzania jakością i spróbuj wykonać je jeszcze raz.
Test
tematu Wymaganie stawiane wyrobom hutniczym i metody zarządzania jakością
Tylko jedna odpowiedź jest prawidłowa.
Liczba pytań:
7
Limit czasu:
10.5 min
Pozostało prób:
1/1
Twój ostatni wynik:
-
tematu Wymaganie stawiane wyrobom hutniczym i metody zarządzania jakością
Pytanie
1/7
Pozostało czasu
0:00
Twój ostatni wynik
-
W trakcie procesu stalowniczego kontrolowane są dwa parametry kąpieli metalowej. Możliwe odpowiedzi: 1. Skład chemiczny, temperatura, 2. Skład chemiczny, ciśnienie, 3. Temperatura, ciśnienie
Twórcą metody 5 Why był Możliwe odpowiedzi: 1. Henry Ford, 2. Sakichi Toyoda, 3. Kaoru Ishikawa
Kaizen to filozofia, który wywodzi się od marki Możliwe odpowiedzi: 1. Ford, 2. Honda, 3. Toyota
System zarządzania jakością zdefiniowany jest w normie Możliwe odpowiedzi: 1. ISO 9001:2015, 2. ISO 14001, 3. OHSAS 18001
Co jest miarą plastyczności? Możliwe odpowiedzi: 1. Twardość, 2. Granica plastyczności, 3. Wydłużenie
Co jest miarą wytrzymałości? Możliwe odpowiedzi: 1. Twardość, 2. Granica plastyczności, 3. Wydłużenie
W trakcie procesu przeróbki plastycznej kontroluje się Możliwe odpowiedzi: 1. Temperaturę i wielkość odkształcenia, 2. Prędkość odkształcenia i skład chemiczny, 3. Żadne z powyższych
Ćwiczenie 8. - Zarzadzanie jakością
Zaznaczanie komórek tabeli
Ćwiczenie 8. - Zarzadzanie jakością
RsQpfMd3FPWHX
Łączenie par. Zaznacz, czy zdanie jest prawdziwe, czy fałszywe.. Audyt jest to sposób oceny danego procesu, produktu, systemu, projektu lub całej organizacji. Ocenie jest poddawana zgodność z wymaganiami. Zatem konieczna jest znajomość danego procesu lub produktu.. Możliwe odpowiedzi: Prawda, Fałsz. W przypadku pojawienia się wad w postaci pęknięć na powierzchni walcowanego wyrobu przez klienta należy przeanalizować przyczyny, zutylizować wyrób walcowany i nie nie podejmować dalszych działań.. Możliwe odpowiedzi: Prawda, Fałsz. Pojawienie się zarysowań na powierzchni wyrobu walcowanego wynika z wady wsadu powstałego na etapie procesu stalowniczego.. Możliwe odpowiedzi: Prawda, Fałsz. Przy intensywnym odprowadzeniu ciepła, głównie dotyczy to metali o dużym przewodnictwie cieplnym, druga strefa może sięgać nawet do środka wlewka, co nazywa się krystalizacją. W przypadku wlewków stalowych jest to zjawisko niepożądane ze względu na skłonność do powstawania pęknięć na styku stref kryształów kolumnowych.. Możliwe odpowiedzi: Prawda, Fałsz
Łączenie par. Zaznacz, czy zdanie jest prawdziwe, czy fałszywe.. Audyt jest to sposób oceny danego procesu, produktu, systemu, projektu lub całej organizacji. Ocenie jest poddawana zgodność z wymaganiami. Zatem konieczna jest znajomość danego procesu lub produktu.. Możliwe odpowiedzi: Prawda, Fałsz. W przypadku pojawienia się wad w postaci pęknięć na powierzchni walcowanego wyrobu przez klienta należy przeanalizować przyczyny, zutylizować wyrób walcowany i nie nie podejmować dalszych działań.. Możliwe odpowiedzi: Prawda, Fałsz. Pojawienie się zarysowań na powierzchni wyrobu walcowanego wynika z wady wsadu powstałego na etapie procesu stalowniczego.. Możliwe odpowiedzi: Prawda, Fałsz. Przy intensywnym odprowadzeniu ciepła, głównie dotyczy to metali o dużym przewodnictwie cieplnym, druga strefa może sięgać nawet do środka wlewka, co nazywa się krystalizacją. W przypadku wlewków stalowych jest to zjawisko niepożądane ze względu na skłonność do powstawania pęknięć na styku stref kryształów kolumnowych.. Możliwe odpowiedzi: Prawda, Fałsz
Ćwiczenie 9. - Proces oraz metody zarządzania
Wstaw w tekst
Ćwiczenie 9. - Proces oraz metody zarządzania
RAAk7nMHZbShC
Wstaw brakujące wyrażenia w tekst. Cztery z nich zostały podane dodatkowo. 1. klienta, 2. Zarządzanie, 3. przedsiębiorcy, 4. małych, 5. ludzie, 6. dużych, 7. Kaizen, 8. Ishikawa, 9. Proces to każde działanie/operacja, które przekształcają stan wejściowy, w stan wyjściowy.
Podejście procesowe służy zarządzaniu organizacją i zachodzącymi w niej procesami. Często wynik jednego procesu stanowi wejście do następnego. W przedstawionym modelu zaznaczoną kluczową rolę jaką w ciągu całego procesu odgrywa klient: na wejściu przy definiowaniu potrzeb i wymagań i na końcu kiedy dokonywana jest ocena zadowolenia 1. klienta, 2. Zarządzanie, 3. przedsiębiorcy, 4. małych, 5. ludzie, 6. dużych, 7. Kaizen, 8. Ishikawa, 9. Proces.
Zasobami są 1. klienta, 2. Zarządzanie, 3. przedsiębiorcy, 4. małych, 5. ludzie, 6. dużych, 7. Kaizen, 8. Ishikawa, 9. Proces, środki finansowe, instalacje, wyposażenie, technologia, metody.
1. klienta, 2. Zarządzanie, 3. przedsiębiorcy, 4. małych, 5. ludzie, 6. dużych, 7. Kaizen, 8. Ishikawa, 9. Proces to filozofia ciągłego doskonalenia się organizacji i jej członków, nazywa także metodą 1. klienta, 2. Zarządzanie, 3. przedsiębiorcy, 4. małych, 5. ludzie, 6. dużych, 7. Kaizen, 8. Ishikawa, 9. Proces kroków.
Wstaw brakujące wyrażenia w tekst. Cztery z nich zostały podane dodatkowo. 1. klienta, 2. Zarządzanie, 3. przedsiębiorcy, 4. małych, 5. ludzie, 6. dużych, 7. Kaizen, 8. Ishikawa, 9. Proces to każde działanie/operacja, które przekształcają stan wejściowy, w stan wyjściowy.
Podejście procesowe służy zarządzaniu organizacją i zachodzącymi w niej procesami. Często wynik jednego procesu stanowi wejście do następnego. W przedstawionym modelu zaznaczoną kluczową rolę jaką w ciągu całego procesu odgrywa klient: na wejściu przy definiowaniu potrzeb i wymagań i na końcu kiedy dokonywana jest ocena zadowolenia 1. klienta, 2. Zarządzanie, 3. przedsiębiorcy, 4. małych, 5. ludzie, 6. dużych, 7. Kaizen, 8. Ishikawa, 9. Proces.
Zasobami są 1. klienta, 2. Zarządzanie, 3. przedsiębiorcy, 4. małych, 5. ludzie, 6. dużych, 7. Kaizen, 8. Ishikawa, 9. Proces, środki finansowe, instalacje, wyposażenie, technologia, metody.
1. klienta, 2. Zarządzanie, 3. przedsiębiorcy, 4. małych, 5. ludzie, 6. dużych, 7. Kaizen, 8. Ishikawa, 9. Proces to filozofia ciągłego doskonalenia się organizacji i jej członków, nazywa także metodą 1. klienta, 2. Zarządzanie, 3. przedsiębiorcy, 4. małych, 5. ludzie, 6. dużych, 7. Kaizen, 8. Ishikawa, 9. Proces kroków.
Ćwiczenie 10. - Proces metalurgiczny
Zaznaczanie komórek tabeli
Ćwiczenie 10. - Proces metalurgiczny
RJhxZrjYQAomE
Łączenie par. Zaznacz, czy zdanie jest prawdziwe, czy fałszywe.. W przypadku zbyt niskiej temperatury kąpiel metalowa dogrzewana jest w agregacie – piecu łukowym. Zbyt niska temperatura odlewanej stali może spowodować zamarznięcie pasma w trakcie odlewania i konieczność przerwania pracy maszyny do ciągłego odlewania stali.. Możliwe odpowiedzi: Prawda, Fałsz. W przypadku przegrzania kąpieli metalowej modyfikuje się ilość odlewanych żył w maszynie do ciągłego odlewania stali. Ogólnie można określić, że wraz ze wzrostem temperatury przegrzania kąpieli metalowej zmniejsza się ilość odlewanych pasm w maszynie COS.. Możliwe odpowiedzi: Prawda, Fałsz. W przypadku różnic w założonym składzie chemicznym wytapianej stali a uzyskanym prowadzi się korektę składu chemicznego. Jeżeli w danym wytopie niemożliwe okazuje się wyprodukowanie stali o składzie zgodnym z wymaganiami klienta, wówczas odlewa się gatunek, który odpowiada wymaganiom normy i składuje się go w magazynie, jako gotowy produkt do zakupu przez innego klienta. W przypadku odchylenia składu chemicznego poza przewidziane w normie tolerancje odlaną stal przekazuje się na stanowisko złomu, jako ponowny wsad do procesu stalowniczego.. Możliwe odpowiedzi: Prawda, Fałsz. Wielkość ziarna, czyli struktura metalicznego stopu powstała w wyniku krystalizacji zależy od wzajemnej relacji między szybkością powstawania zarodków (zarodkowania) i szybkością ich wzrostu. Jeżeli szybkość zarodkowania jest duża, a szybkość wzrostu mała, to powstaje struktura drobnoziarnista i na odwrót, przy dużej szybkości wzrostu i małej zarodkowania uzyskuje się strukturę gruboziarnistą.. Możliwe odpowiedzi: Prawda, Fałsz. Wielkość ziarna, czyli struktura metalicznego stopu powstała w wyniku krystalizacji zależy od wzajemnej relacji między szybkością powstawania zarodków (zarodkowania) i szybkością ich wzrostu. Jeżeli szybkość zarodkowania jest duża, a szybkość wzrostu mała, to powstaje struktura drobnoziarnista i na odwrót, przy dużej szybkości wzrostu i małej zarodkowania uzyskuje się strukturę gruboziarnistą. Zależność ta jest nazwana prawem Tammanna.. Możliwe odpowiedzi: Prawda, Fałsz. Za drugą strefą krystalizacji wlewka powstaje trzeci obszar nazywany strefą kryształów kolumnowych (słupkowych) o przypadkowej, chaotycznej orientacji, co jest skutkiem braku kierunkowego odprowadzania ciepła.. Możliwe odpowiedzi: Prawda, Fałsz
Łączenie par. Zaznacz, czy zdanie jest prawdziwe, czy fałszywe.. W przypadku zbyt niskiej temperatury kąpiel metalowa dogrzewana jest w agregacie – piecu łukowym. Zbyt niska temperatura odlewanej stali może spowodować zamarznięcie pasma w trakcie odlewania i konieczność przerwania pracy maszyny do ciągłego odlewania stali.. Możliwe odpowiedzi: Prawda, Fałsz. W przypadku przegrzania kąpieli metalowej modyfikuje się ilość odlewanych żył w maszynie do ciągłego odlewania stali. Ogólnie można określić, że wraz ze wzrostem temperatury przegrzania kąpieli metalowej zmniejsza się ilość odlewanych pasm w maszynie COS.. Możliwe odpowiedzi: Prawda, Fałsz. W przypadku różnic w założonym składzie chemicznym wytapianej stali a uzyskanym prowadzi się korektę składu chemicznego. Jeżeli w danym wytopie niemożliwe okazuje się wyprodukowanie stali o składzie zgodnym z wymaganiami klienta, wówczas odlewa się gatunek, który odpowiada wymaganiom normy i składuje się go w magazynie, jako gotowy produkt do zakupu przez innego klienta. W przypadku odchylenia składu chemicznego poza przewidziane w normie tolerancje odlaną stal przekazuje się na stanowisko złomu, jako ponowny wsad do procesu stalowniczego.. Możliwe odpowiedzi: Prawda, Fałsz. Wielkość ziarna, czyli struktura metalicznego stopu powstała w wyniku krystalizacji zależy od wzajemnej relacji między szybkością powstawania zarodków (zarodkowania) i szybkością ich wzrostu. Jeżeli szybkość zarodkowania jest duża, a szybkość wzrostu mała, to powstaje struktura drobnoziarnista i na odwrót, przy dużej szybkości wzrostu i małej zarodkowania uzyskuje się strukturę gruboziarnistą.. Możliwe odpowiedzi: Prawda, Fałsz. Wielkość ziarna, czyli struktura metalicznego stopu powstała w wyniku krystalizacji zależy od wzajemnej relacji między szybkością powstawania zarodków (zarodkowania) i szybkością ich wzrostu. Jeżeli szybkość zarodkowania jest duża, a szybkość wzrostu mała, to powstaje struktura drobnoziarnista i na odwrót, przy dużej szybkości wzrostu i małej zarodkowania uzyskuje się strukturę gruboziarnistą. Zależność ta jest nazwana prawem Tammanna.. Możliwe odpowiedzi: Prawda, Fałsz. Za drugą strefą krystalizacji wlewka powstaje trzeci obszar nazywany strefą kryształów kolumnowych (słupkowych) o przypadkowej, chaotycznej orientacji, co jest skutkiem braku kierunkowego odprowadzania ciepła.. Możliwe odpowiedzi: Prawda, Fałsz