Dokumentacja technologiczna i konstrukcyjna procesów wytwarzania odlewów
Organizacja i nadzorowanie procesu odlewniczego – Technik odlewnik
Przedstawienie procesu wytwarzania odlewów na przykładzie aluminiowej felgi
WIZUALIZACJA MODELU W GRAFICE 2D I 3D
Spis treści
Przykładowy rysunek techniczny felgiPrzykładowy rysunek techniczny felgi
Przygotowanie wsadu metalowegoPrzygotowanie wsadu metalowego
Przygotowanie kokili i odlewaniePrzygotowanie kokili i odlewanie
Karta kontroli procesu odlewania kokilowegoKarta kontroli procesu odlewania kokilowego
Przykładowy rysunek techniczny felgi
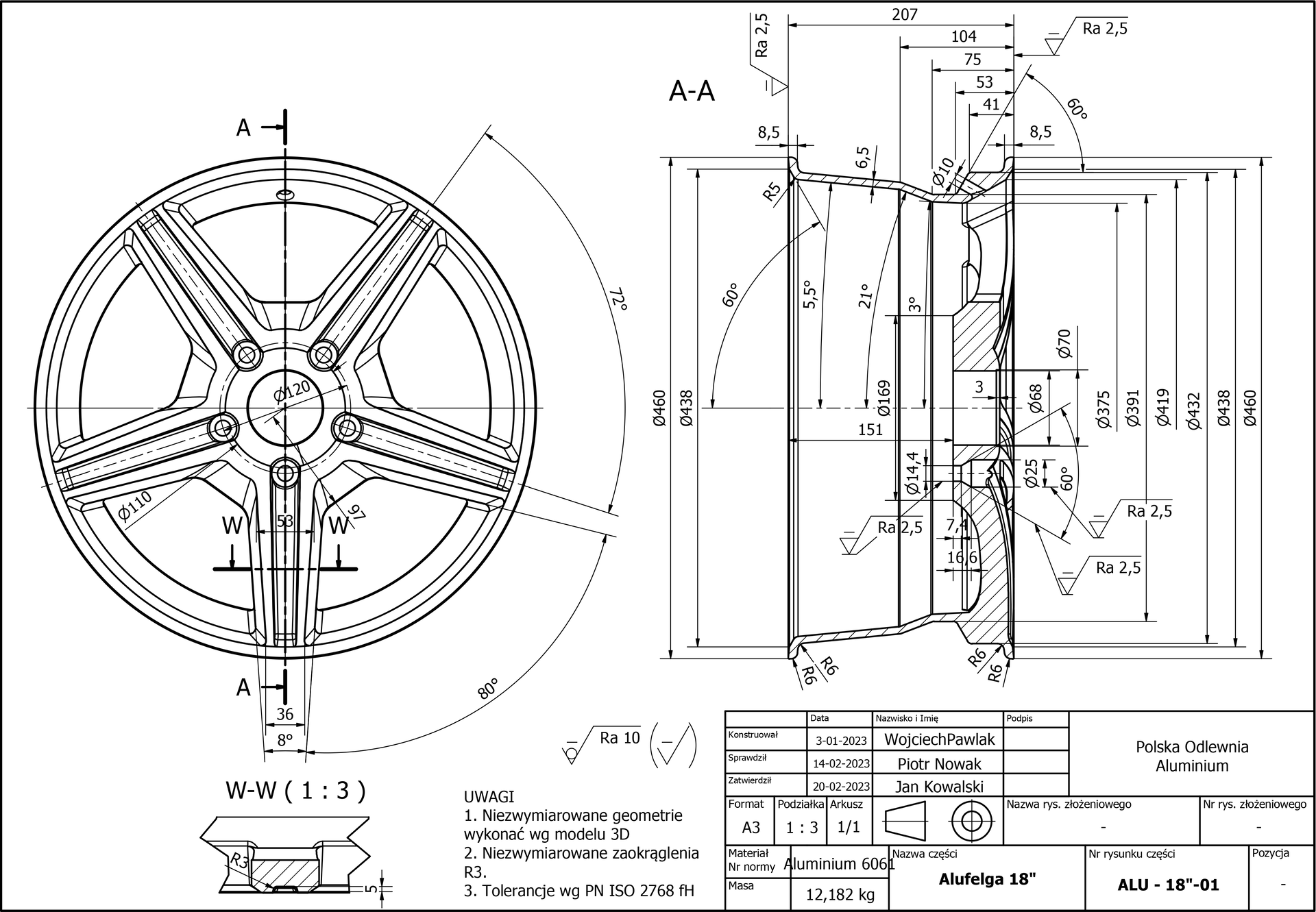
Ilustracja przedstawia rysunek techniczny osiemnastocalowej pięcioramiennej felgi aluminiowej, przedstawia on rzut felgi od przodu, przekrój w rzucie bocznym oraz przekrój z wyrwaniem w połowie ramienia.
Rzut felgi od przodu ukazuje nam wymiary takie jak kąt między osiami symetrii sąsiednich ramion wynoszący oraz kąt między ścianami zewnętrznymi sąsiadujących ramion mierzący . Ramiona felgi zwiększają swoją szerokość w kierunku od obręczy do środka felgi, a kąt pomiędzy ścianami zewnętrzynymi pojedynczego ramienia wynosi . średnica okręgu na planie którego umieszczone są otwory na śruby mocujące felgę wynosi .
Przekrój felgi w rzucie bocznym przedstawia nam szerokość felgi równą oraz grubość elementu do którego schodzą się ramiona służącego do montowania felgi wynoszącą . Dzięki temu rzutowi możemy również poznać średnicę osadzenia felgi równą , średnicę otworu centrującego wynoszącą . Na rzucie tym możemy zauważyć również symbole informujące nas o chropowatości powierzchni otwórów na śruby wynoszącą
Przekrój ramienia felgi w połowie pokazuje nam jego budowę, ponieważ składa się z zewnętrznych części położonych wyżej oraz środkowej części, które znajduje się niżej od nich.
W prawym dolnym rogu rysunku znajduje się tabela, w której podane są wszystkie informacje dotyczące rysunku takie jak:
kto sporządził rysunek,
kto sprawdzaj rysunek,
kto zatwierdził rysunek,
firma dla, której sporządzony został rysunek,
format, podziałka oraz arkusz na jakim został przygotowany rysunek,
materiał oraz numer normy, według której został dobrany,
masa gotowej części,
nazwa części,
numer rysunku części.
Po lewej stronie od tabeli zamieszczono informację o chropowatości wszystkich pozostałych powierzchni felgi wynoszącej . Pod oznaczeniem chropowatości zamieszczone zostały uwagi do rysunku:
Niezwymiarowane geometrie wykonać według modelu
Niezwymiarowane zaokrąglenia wynoszą
Tolerancje według normy
Felgi aluminiowe najczęściej odlewa się metodą niskociśnieniową. Metoda ta polega na dostarczaniu ciekłego metalu do formy pod niskim ciśnieniem zwykle nieprzekraczającym 2 bary. Dzięki działaniu ciśnienia ciekły metal dokładniej wypełnia wnękę formy, przez co produkt finalny charakteryzuje się bardzo dobrą dokładnością wymiarową. Odlewanie niskociśnieniowe ma zastosowanie tylko do odlewania stopów metali nieżelaznych.
Powrót do spisu treściPowrót do spisu treści
Przygotowanie wsadu metalowego
Dostawa złomu obiegowego i jego kontrola, która polega na sprawdzaniu zanieczyszczeń, domieszek innych metali, wilgotności materiałów na etapie dostaw. Czynności kontrolne prowadzone są na podstawie specyfikacji zamówienia, norm oraz innych uzgodnień z dostawcą.
Dostawa gąsek – z każdej palety pobierana jest jedna próbka do badań laboratoryjnych w celu sprawdzenia składu. chemicznego i jakości stopu
Dostawa ciekłego metalu lub topienie wsadu w tyglu maszyny ciśnieniowej – kontrola temperatury.
Grupa stopu według PN‑EN 1676:2020‑09 | Oznaczenie numeryczne według PN‑EN 1676:2020‑09 | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
EN AB–42000 |
Zasób interaktywny dostępny pod adresem https://zpe.gov.pl/a/D9R3efrdR
Zasób interaktywny dostępny pod adresem https://zpe.gov.pl/a/D9R3efrdR
Zasób interaktywny dostępny pod adresem https://zpe.gov.pl/a/D9R3efrdR
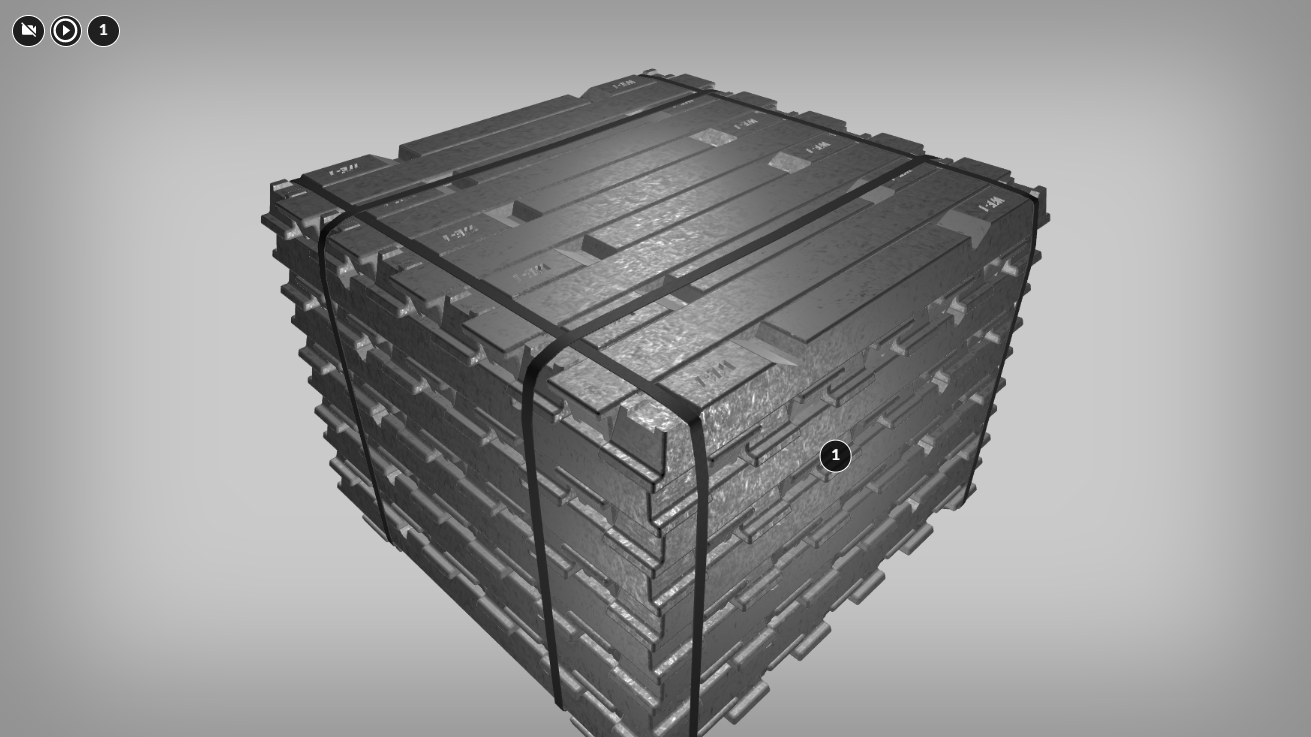
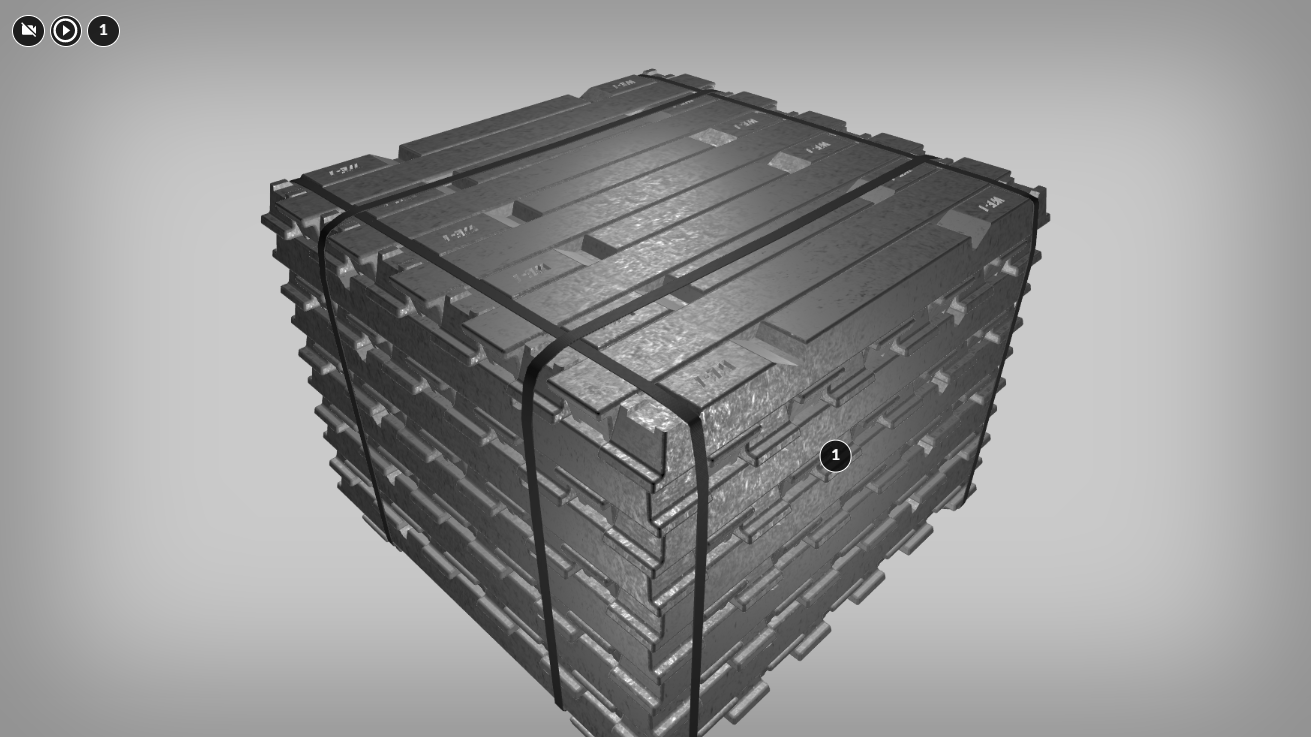
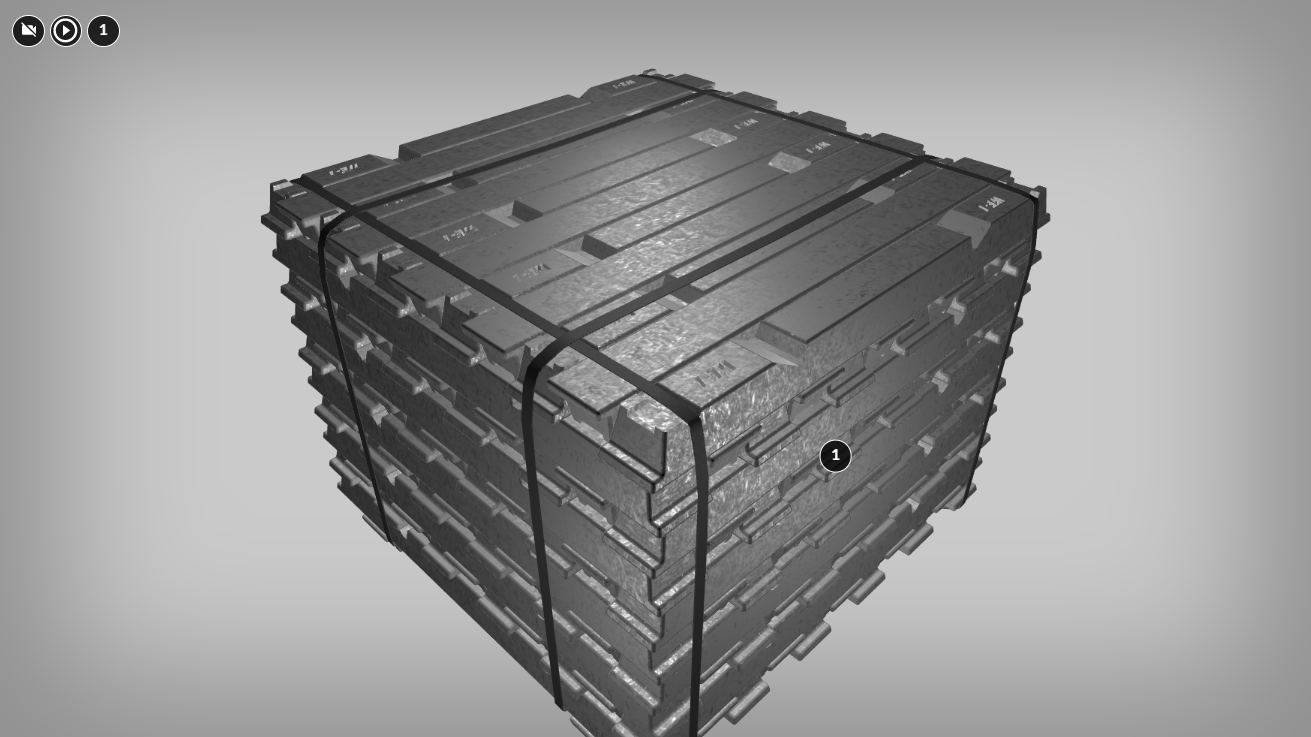
Opis ilustracji: Ilustracja przedstawia stos gąsek aluminiowych. Są to srebrzyste podłużne prostopadłościany z dwoma wcięciami w powierzchni. Są one ułożone jeden na drugim jak klocki. Całość wzmacniają cztery pasy zaciskające.
Na wizualizacji kolejnymi cyframi zaznaczono punkty interaktywne. Po wybraniu danej cyfry pojawia się ramka z tekstem. Tekst jest tożsamy z nagraniem audio.
Tekst:
Poszczególne stopy aluminium dostarcza się do zakładu w postaci gąsek. Producenci oferują materiał o różnej masie i wymiarach. Skład chemiczny gąsek musi być zgodny z aktualnymi normami oraz standardami.
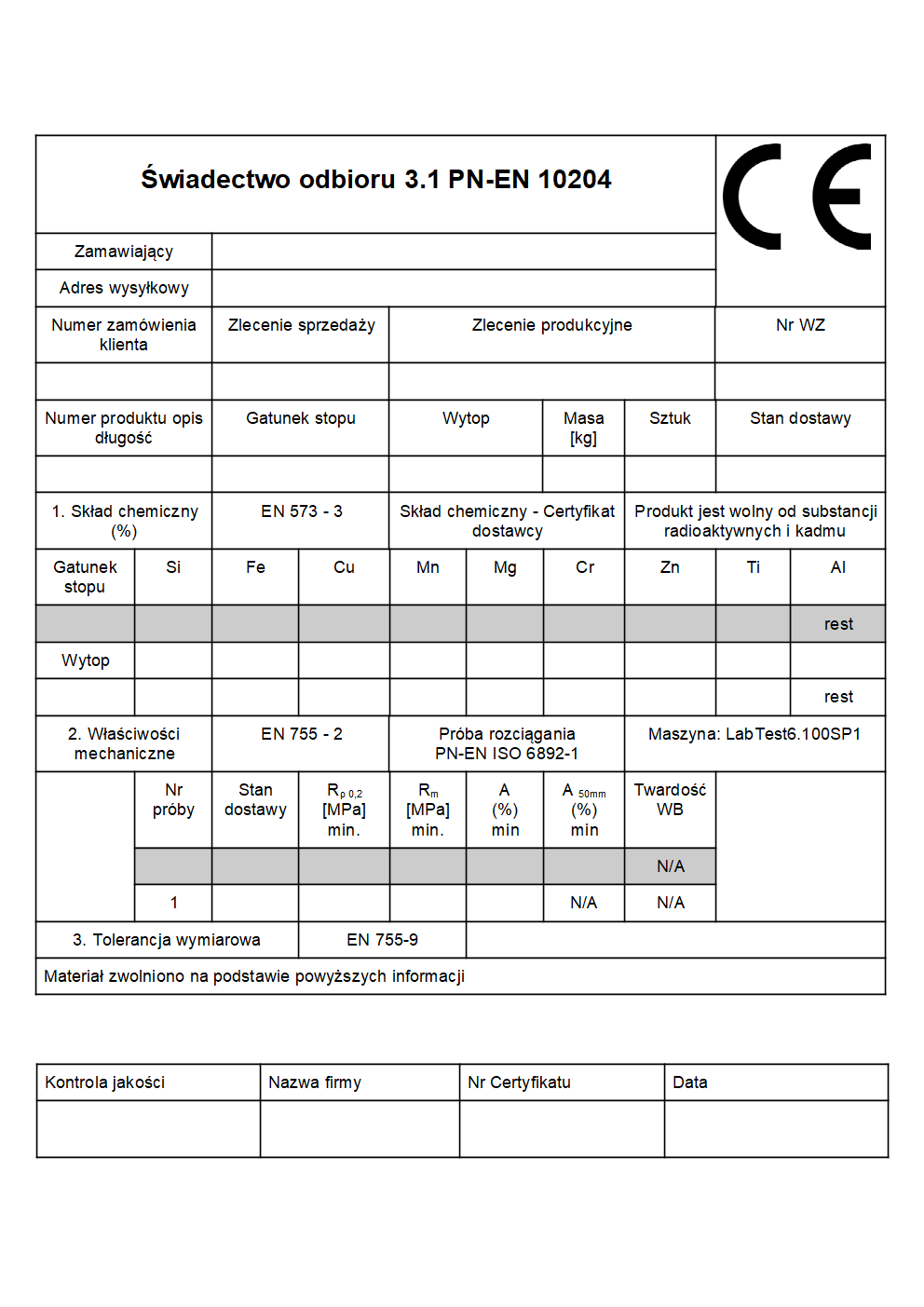
Ilustracja przedstawia świadectwo odbioru dostawy gąsek aluminiowych, które zawiera informacje takie jak:
Nazwa zamawiającego.
Adres wysyłkowy.
Numer zamówienia klienta.
Zlecenie sprzedaży.
Zlecenie sprzedaży.
Zlecenie produkcyjne.
Numer produktu opis i długość.
Gatunek stopu.
Wytop.
Masa w kilogramach.
Ilość sztuk.
Stan dostawy.
Skład chemiczny: norma, certyfikat dostawcy oraz zawartość procentowa pierwiastków.
Właściwości mechaniczne: norma, maszyna, wartości.
Tolerancja wymiarowa oraz norma.
Pieczątka kontroli jakości i firmy.
Numer certyfikatu.
Data podpisu świadectwa.
Czyszczenie powierzchni formującej i płaszczyzn zaciskowych
Nakładanie ogniotrwałej powłoki na powierzchnię formującą
Ogrzewanie kokili do temperatury roboczej – kontrola temperatury za pomocą termoelementów
RrWnGAQ2IZegE1 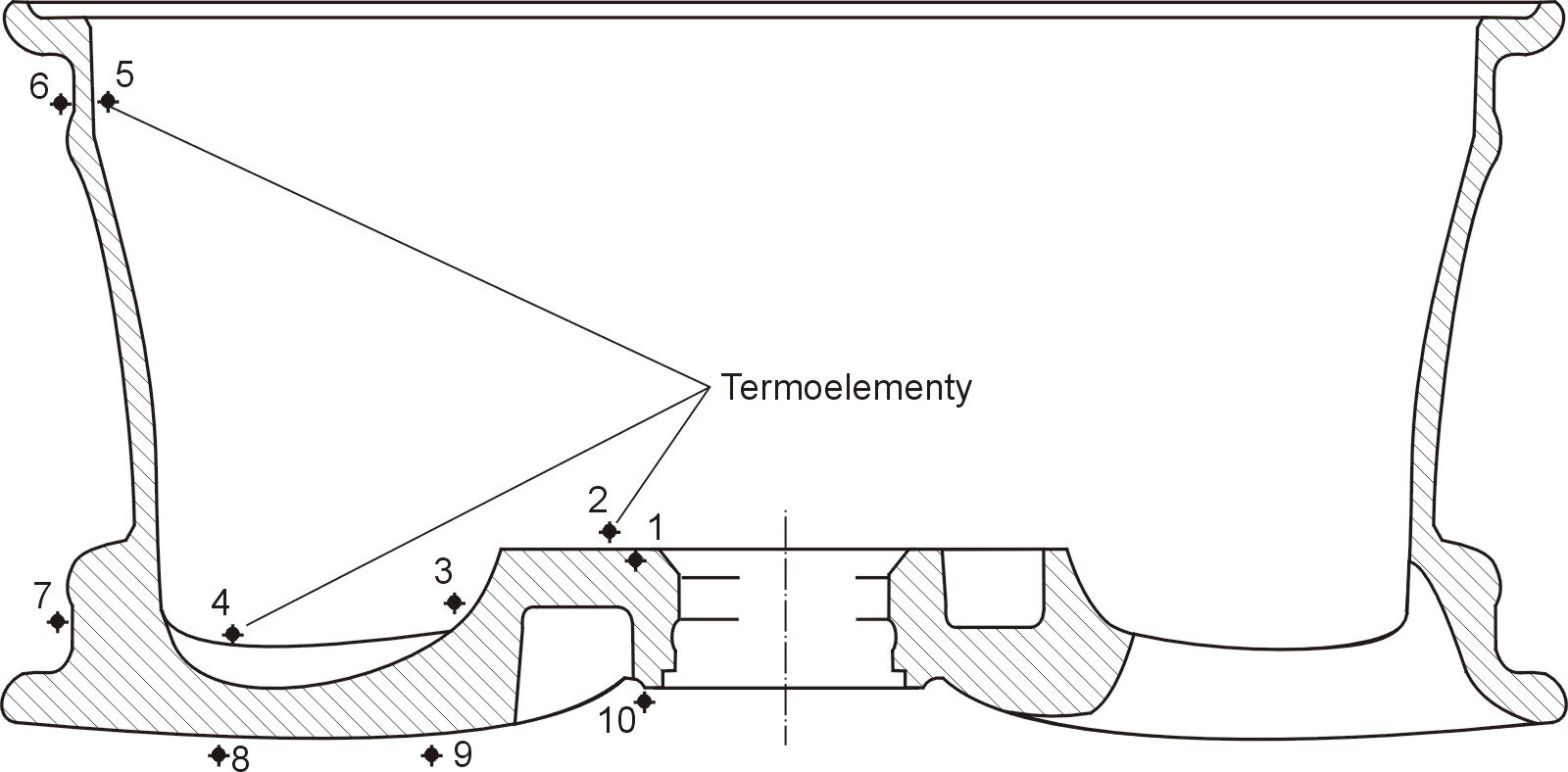 Termoelementy. Termoelementy znajdują się w kokili, natomiast termoelement w odlewieŹródło: GroMar sp. z o. o., licencja: CC BY-SA 3.0.
Termoelementy. Termoelementy znajdują się w kokili, natomiast termoelement w odlewieŹródło: GroMar sp. z o. o., licencja: CC BY-SA 3.0.Montaż prętów z piasku lub ceramicznych, połączenie półformy, mocowanie za pomocą zacisków lub mechanizmem blokującym agregat kokili.
Odlewanie.
Chłodzenie kokili i krystalizacja odlewu.
R1GRVzznjY0H91 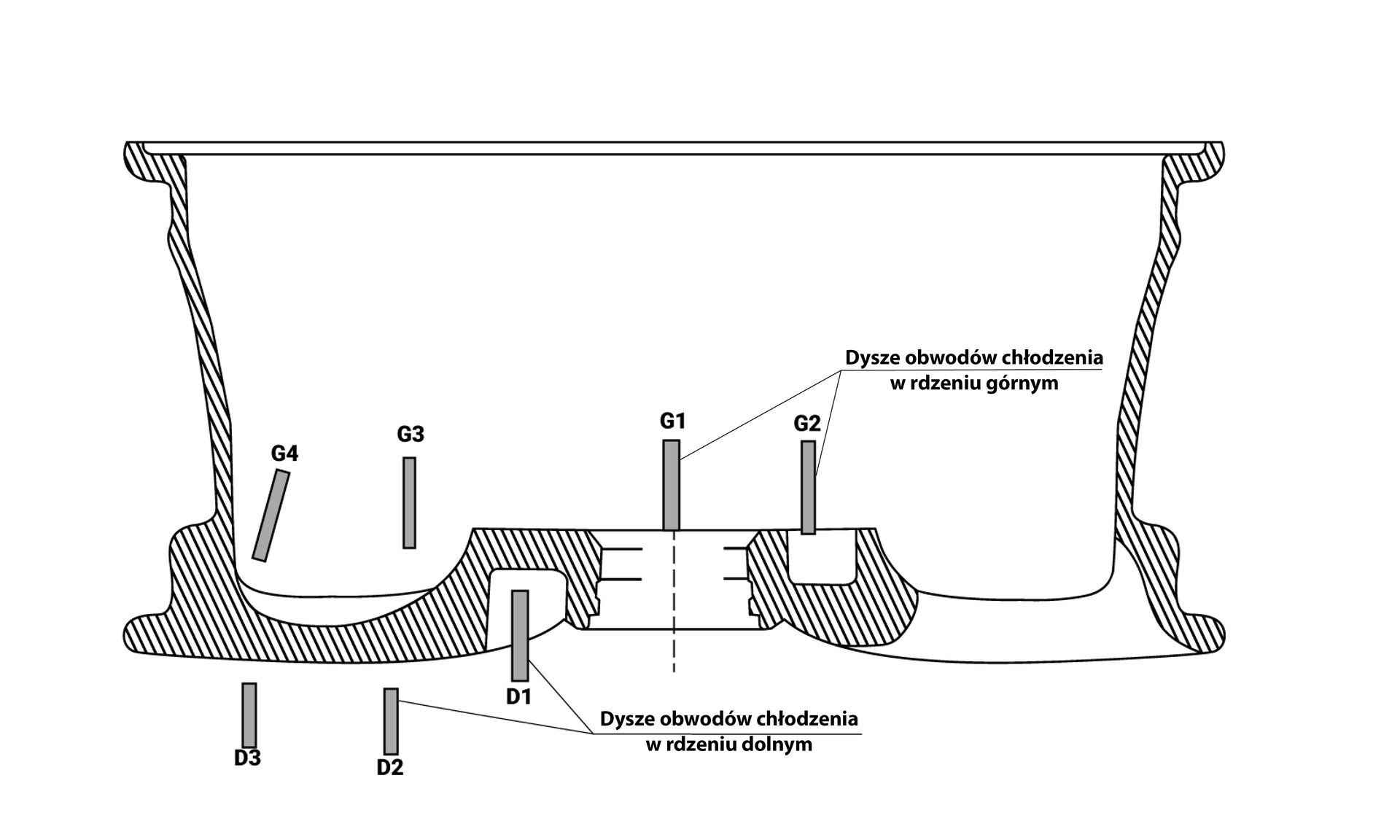 Dysze obwodów chłodzeniaŹródło: GroMar sp. z o.o., licencja: CC BY-SA 3.0.
Dysze obwodów chłodzeniaŹródło: GroMar sp. z o.o., licencja: CC BY-SA 3.0.Otwarcie formy i usunięcie odlewu.
Zasób interaktywny dostępny pod adresem https://zpe.gov.pl/a/D9R3efrdR
Zasób interaktywny dostępny pod adresem https://zpe.gov.pl/a/D9R3efrdR
Zasób interaktywny dostępny pod adresem https://zpe.gov.pl/a/D9R3efrdR
Zasób interaktywny dostępny pod adresem https://zpe.gov.pl/a/D9R3efrdR
Zasób interaktywny dostępny pod adresem https://zpe.gov.pl/a/D9R3efrdR
Zasób interaktywny dostępny pod adresem https://zpe.gov.pl/a/D9R3efrdR
Zasób interaktywny dostępny pod adresem https://zpe.gov.pl/a/D9R3efrdR
Zasób interaktywny dostępny pod adresem https://zpe.gov.pl/a/D9R3efrdR
Zasób interaktywny dostępny pod adresem https://zpe.gov.pl/a/D9R3efrdR
Czyszczenie powierzchni formującej i płaszczyzn zaciskowych
Nakładanie ogniotrwałej powłoki na powierzchnię formującą.
Ogrzewanie kokili do temperatury roboczej – kontrola temperatury za pomocą termoelementów.
Opis ilustracji:
Rysunek liniowy przedstawia przekrój felgi aluminiowej, na której rozmieszczono dysze obwodów chłodzenia. Rysunek zawiera elementy rysunku technicznego, płaszczyzny tnące oznaczono kreskowaniem, oś symetrii cienką linią punktową. Felgę widnieje w położeniu frontem do dołu. Termoelementy przedstawiono za pomocą czarnych niewielkich rombów. Na rysunku widnieje termoelementów, każdy z nich jest opisany cyframi od do , z nich znajduje się na zewnętrznej stronie felgi, a pozostałe na wewnętrznej.
Termoelementy znajdują się w kokili, natomiast termoelement w odlewie.Montaż prętów z piasku lub ceramicznych, połączenie półformy, mocowanie za pomocą zacisków lub mechanizmem blokującym agregat kokili.
Odlewanie.
Chłodzenie kokili i krystalizacja odlewu.
Opis ilustracji:
Rysunek liniowy przedstawia przekrój felgi aluminiowej, na której rozmieszczono dysze obwodów chłodzenia. Rysunek zawiera elementy rysunku technicznego, płaszczyzny tnące oznaczono kreskowaniem, oś symetrii cienką linią punktową. Felgę widnieje w położeniu frontem do dołu. Dysze przedstawiono za pomocą szarych prostokątów. Cztery z nich znajdują się w rdzeniu głównym, na rysunku widnieją wewnątrz felgi, oznaczono je kolejno , , , . Trzy z nich znajdują się w rdzeniu dolnym znajdują się poniżej rysunku felgi, oznaczono je kolejno , , .Otwarcie formy i usunięcie odlewu – kontrola wizualna.
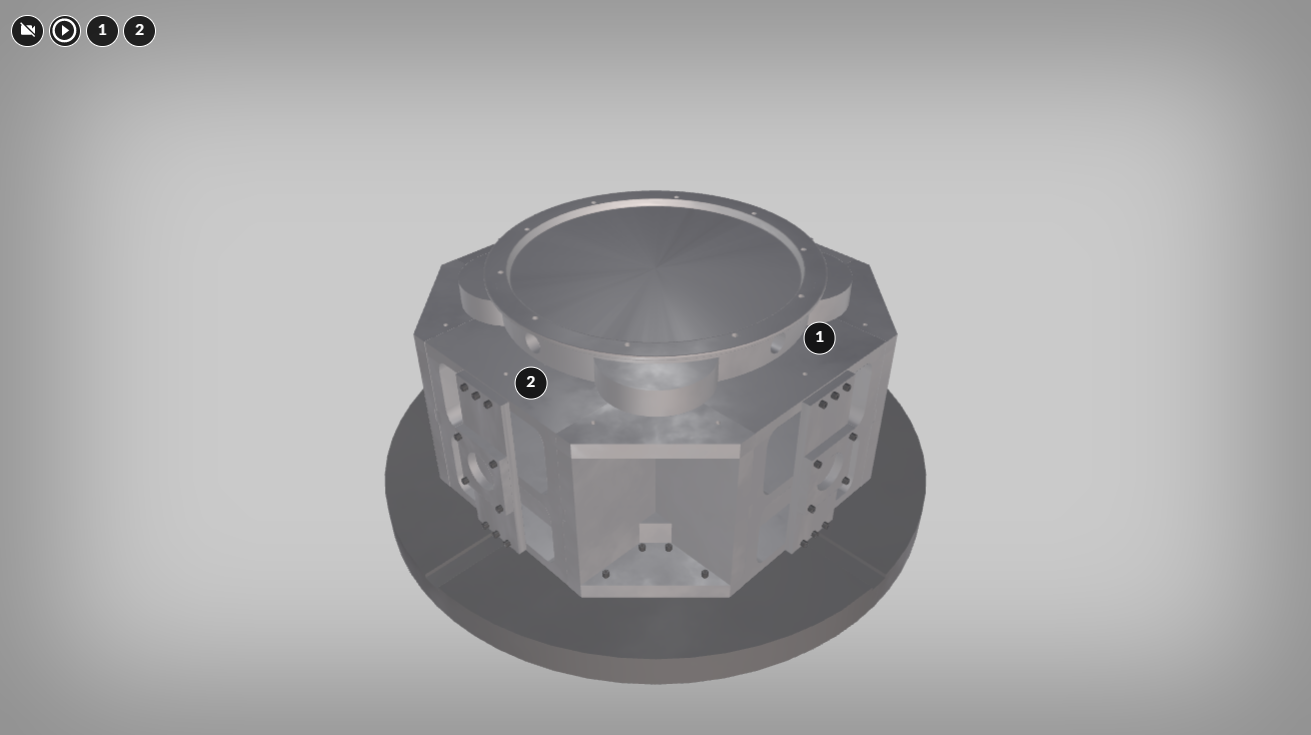
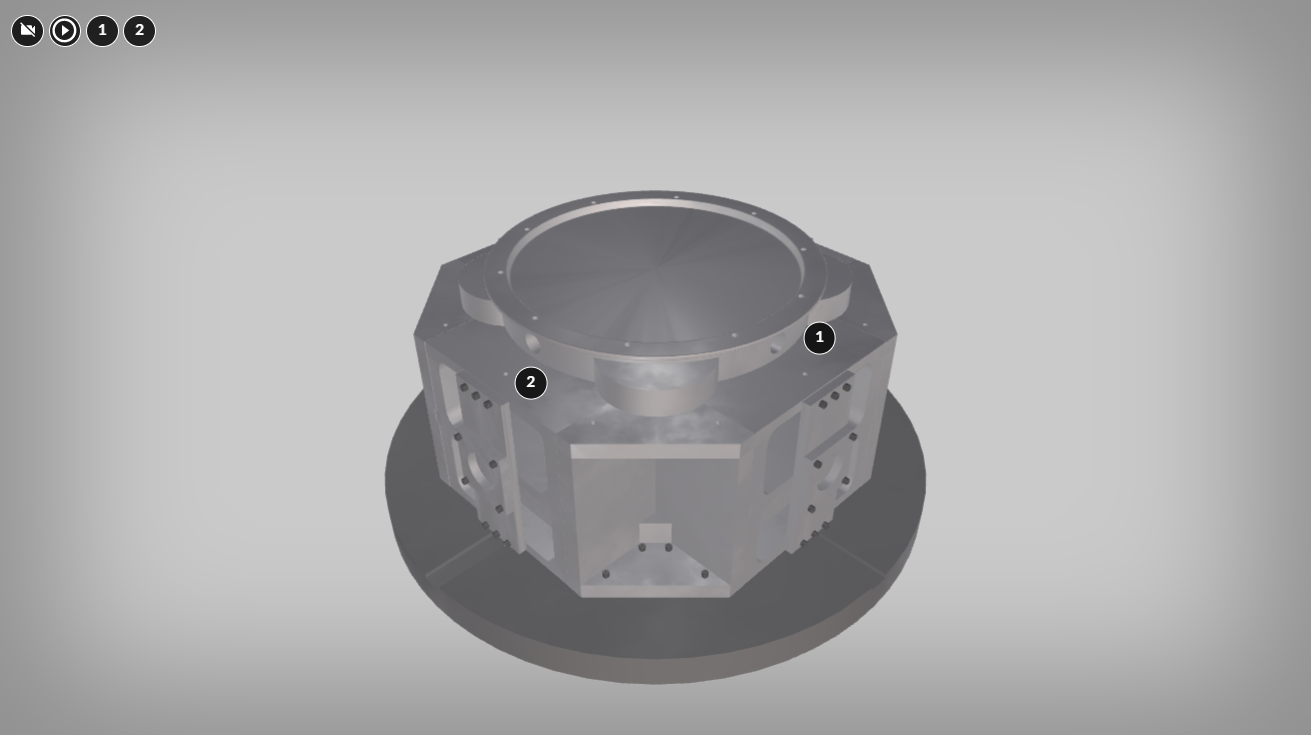
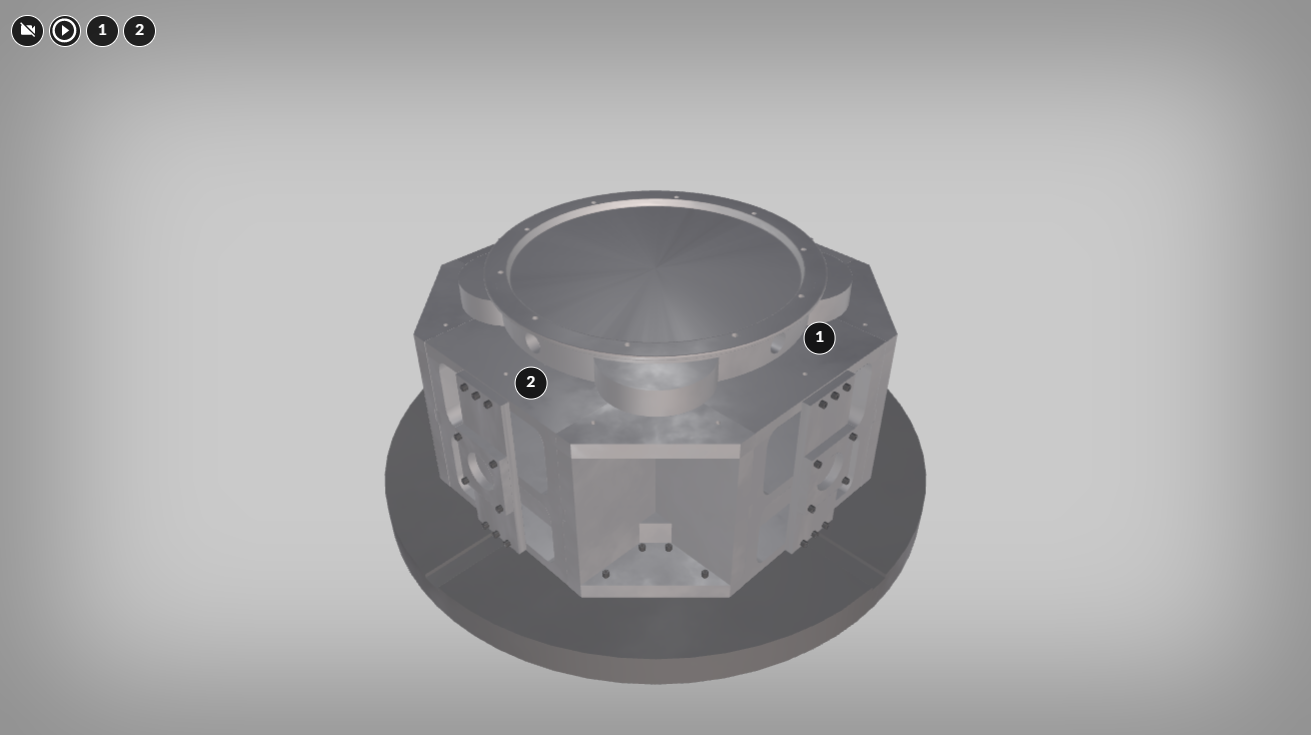
Opis wizualizacji 3D zamkniętej kokili:
Wizualizacja przedstawia zamkniętą, masywną, metalową kokilę o przekroju ośmiokąta, na modelu znajdują się dwa punkty interaktywne, opisane jako termoelementy i system chłodzenia, w tym przypadku elementy te nie są widoczne na modelu, znajdują się wewnątrz kokili. Jej obudowa posiada sporo wnęk, ma nieregularny kształt. Całą kokila zmontowana jest sporą ilością śrub. Stoi ona na podstawie w kształcie okrągłej płyty.
Na wizualizacji kolejnymi cyframi zaznaczono punkty interaktywne. Po wybraniu danej cyfry pojawia się ramka z tekstem. Tekst jest tożsamy z nagraniem audio.
Treść tekstowa w punktach:Podczas produkcji felg aluminiowych metodą niskociśnieniową, niezwykle ważna jest kontrola temperatury form odlewniczych, np. za pomocą termoelementów – umieszczonych w odpowiednich punktach. W przypadku, gdy temperatura kokili jest zbyt niska, może dojść do niedokładnego wypełnienia formy, mogą wystąpić także liczne wady i niezgodności z założeniami projektu, a także problemy z wyjęciem odlewu z formy. Zbyt wysoka temperatura powoduje wydłużenie czasu cyklu, przyczynia się do tworzenia wad odlewniczych tj. pęcherze i jamy usadowe, porowatości, przyspiesza proces degradacji formy, powoduje przywieranie materiału do formy.
Podczas procesu odlewania niskociśnieniowego wykorzystuje się systemy chłodzenia powietrzem lub wodą. W rdzeniu dolnym umieszczono obwody chłodzenia – , natomiast w rdzeniu górnym – .
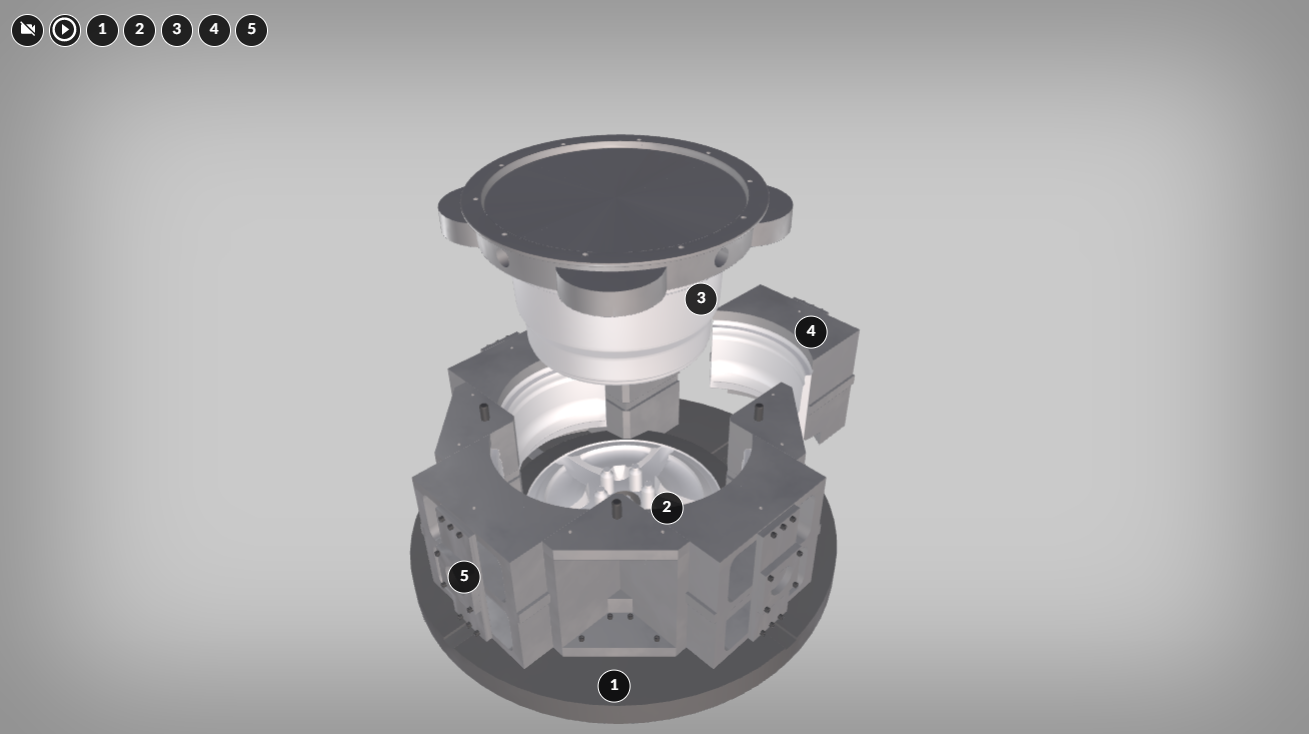
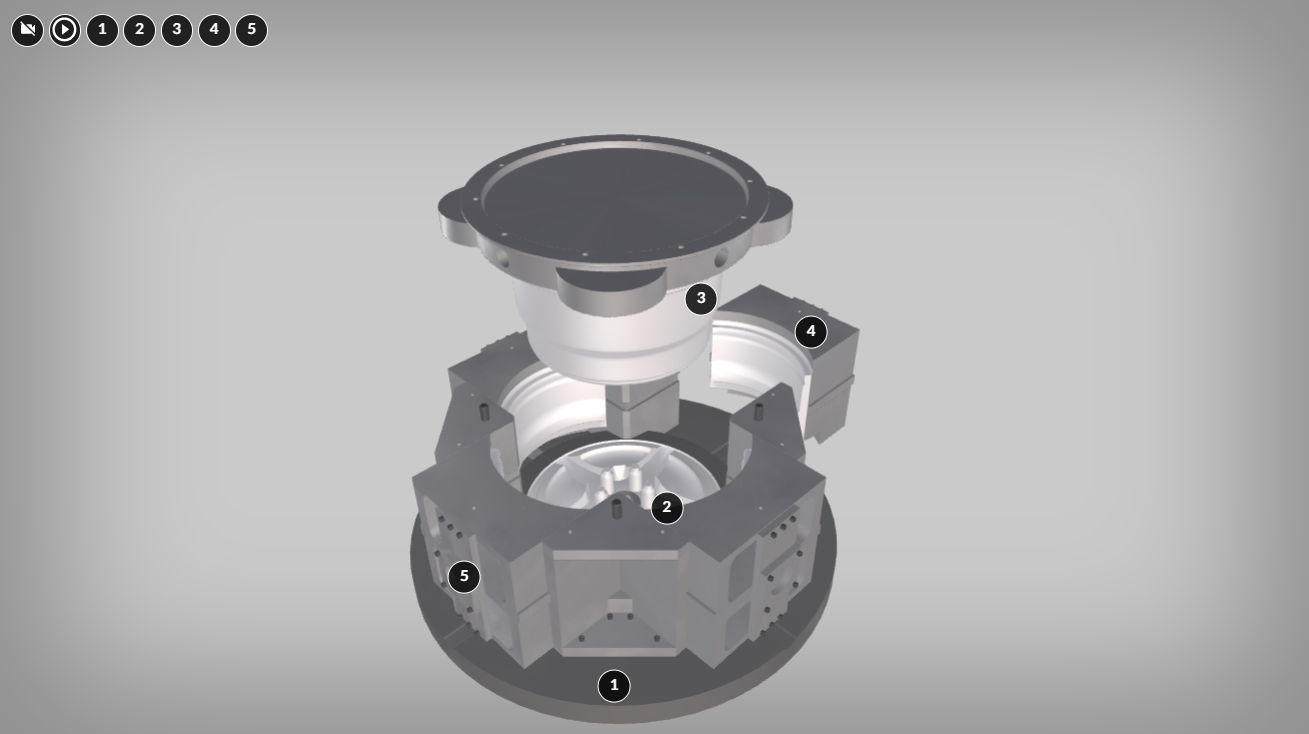
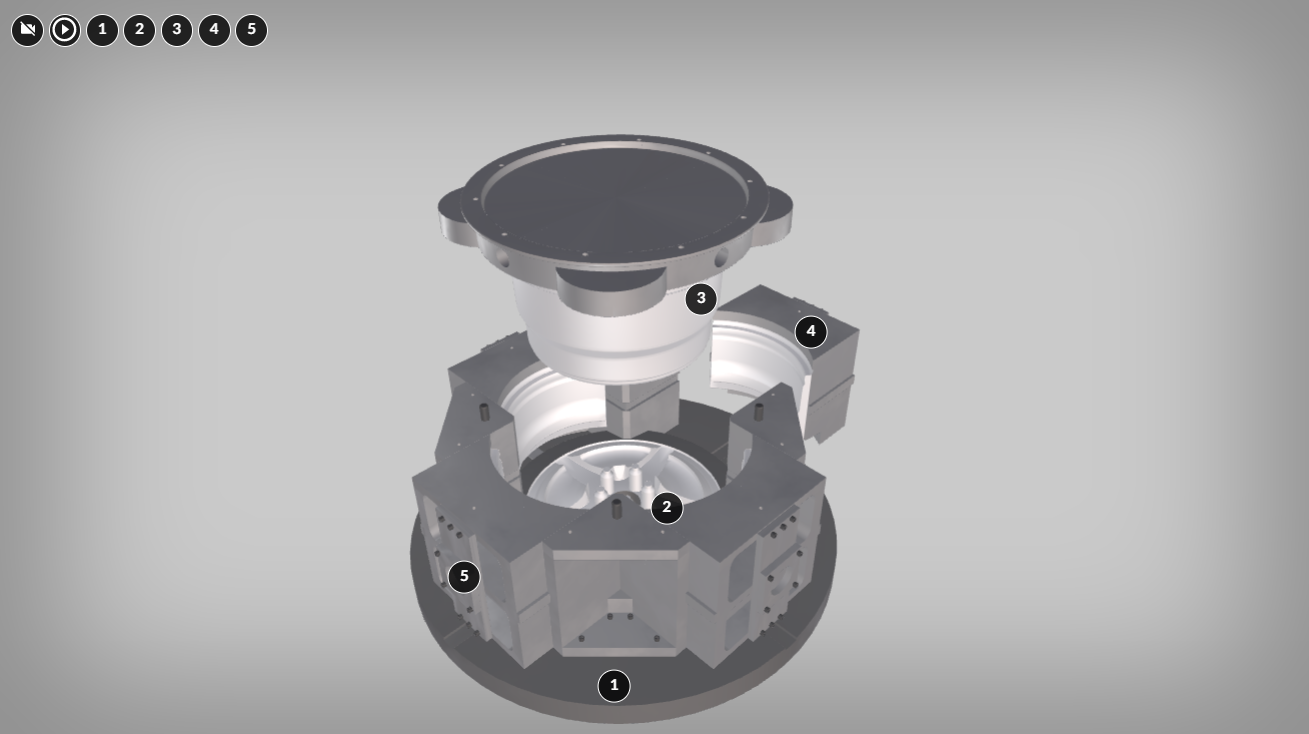
Opis wizualizacji 3D otwartej kokili:
Wizualizacja 3D przedstawia otwartą kokilę przeznaczoną do odlewania felg aluminiowych pod niskim ciśnieniem. Na wizualizacji znajduje się pięć punktów interaktywnych, po kliknięciu na które pojawia się nazwa elementów składających się na formę kokilową. Po wybraniu danej cyfry pojawia się ramka z tekstem. Tekst jest tożsamy z ewentualnym nagraniem audio.
Podstawą kokili jest płyta mocująca, którą oznaczono numerem jeden. Ma ona kształt okrągłego dysku. Na środku podstawy znajduje się rdzeń dolny oznaczony cyfrą dwa, który odwzorowuje zewnętrzny kształt felgi. Widoczne jest na nim pięć wnęk odtwarzających kształt żeber felgi. W centralnej części znajduje się otwór, wokół którego znajduje się pięć niewielkich walców. Kokila składa się z kilku ruchomych elementów. Dookoła rdzenia dolnego zainstalowane są szczęki kokili oznaczone numerem 4. Jedna z nich jest wysunięta mocniej niż inne. Są to masywne kostki z odwzorowanym kształtem zewnętrznej części łoża felgi z garbem i obręczą. Pomiędzy szczękami znajdują się elementy z czterema niewielkimi walcami na ich górnej części – po jednym walcu na jedną część. Są to elementy ustalające położenie górnego rdzenia. Wewnątrz obudowy znajdują się kanały punktowe (chłodzące), niewidoczne gołym okiem, oznaczono je cyfrą pięć. Powyżej wcześniej opisanych elementów znajduje się ruchomy rdzeń górny, który oznaczono numerem trzy. Element ten składa się z okrągłego dysku, na którego krawędzi znajdują się cztery półkola, w których znajdują się otwory, pozwalające na poprawne zamontowanie rdzenia górnego na elementach ustalających, znajdujących się na obudowie kokili. Na dolnej podstawie dysku znajduje się element kształtem przypominający niskie wiaderko, w którym centralna część denka jest wygięta do środka. Na środku wklęsłej części denka znajduje się otwór, na jego obrzeżu znajdują się cztery, symetrycznie rozłożone mniejsze otwory.Opis wizualizacji 3D felgi aluminiowej:
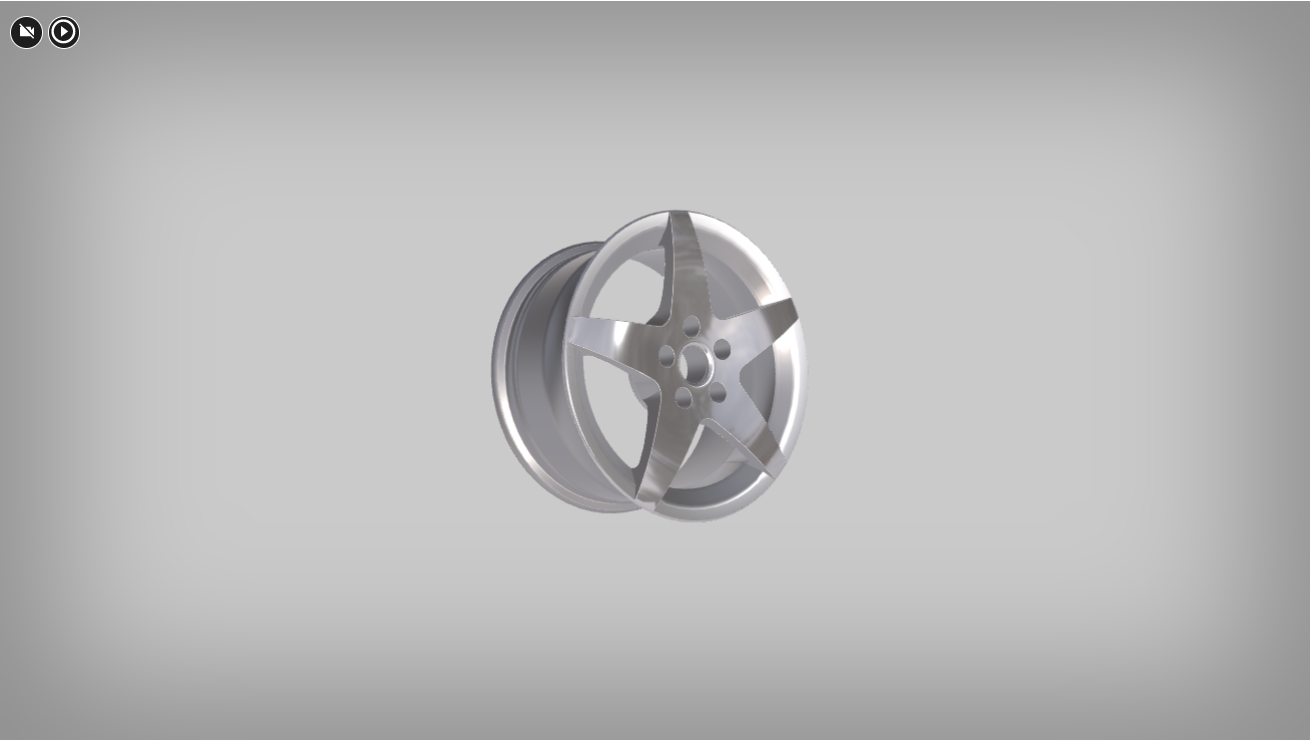
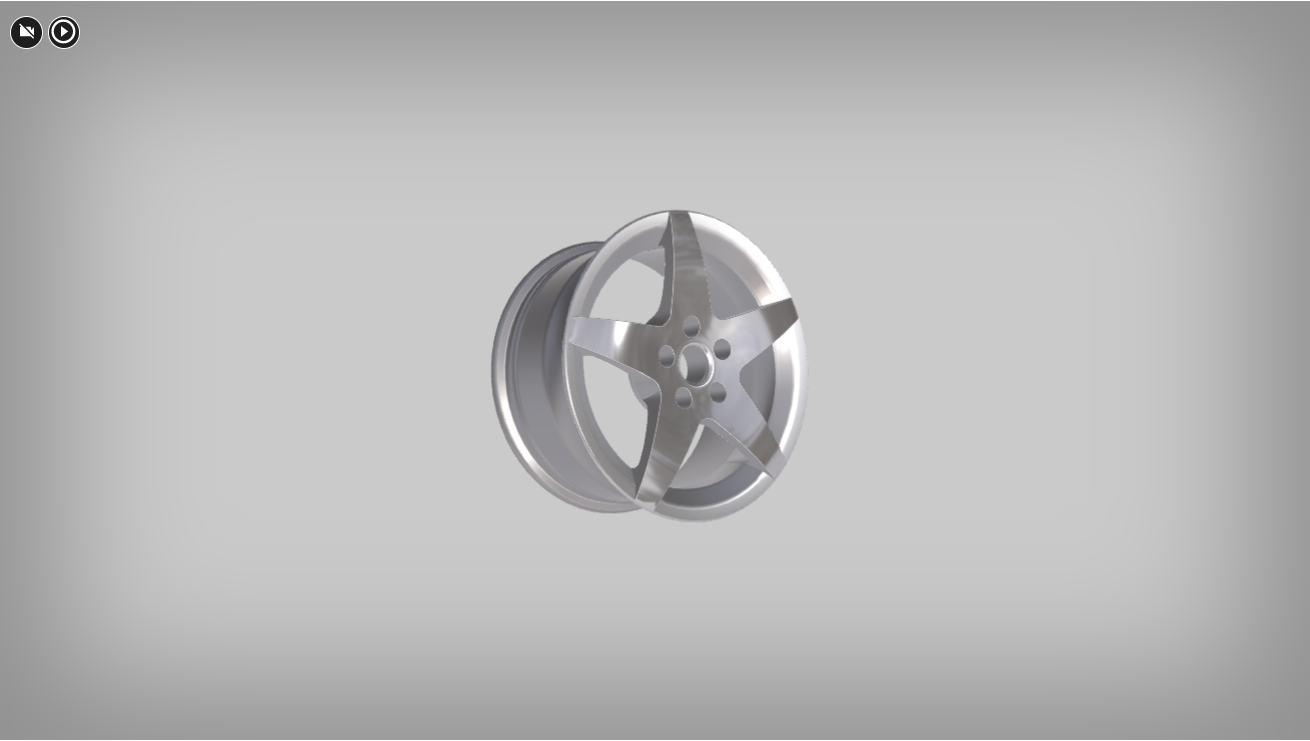
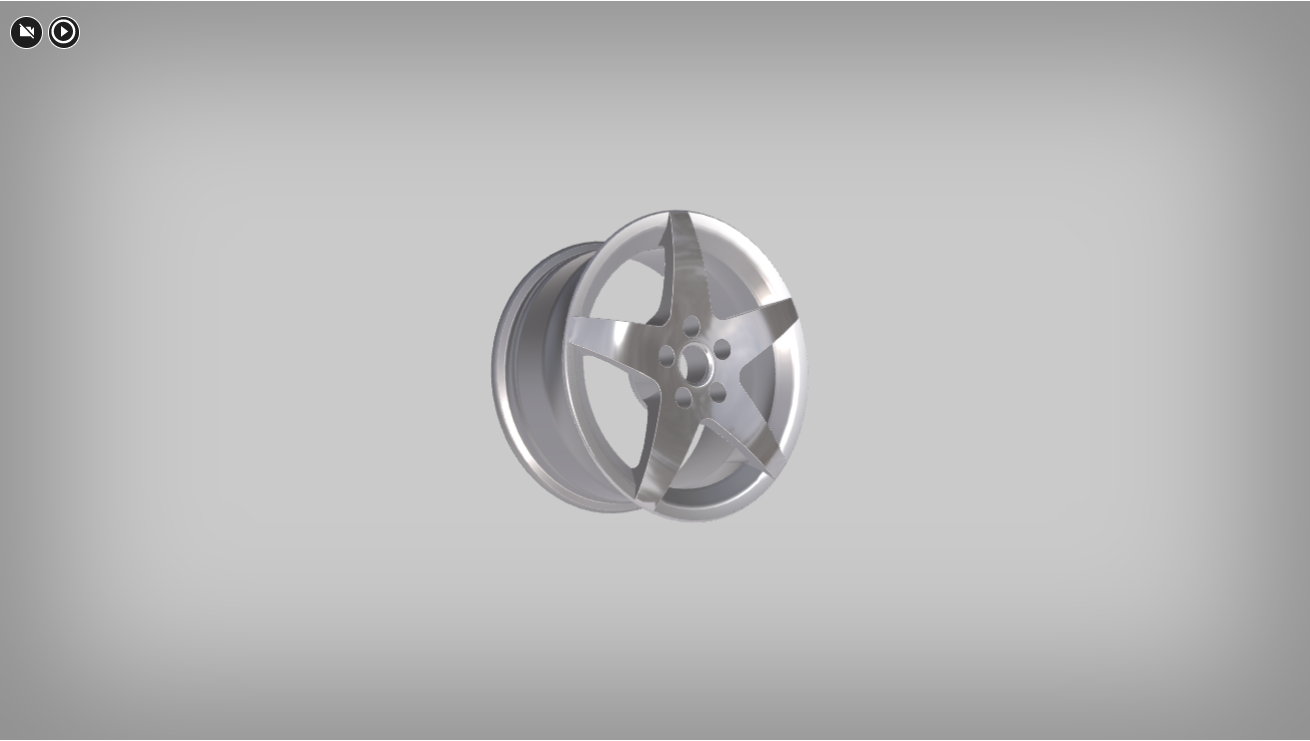
Wizualizacja 3D przedstawia felgę aluminiową z pięcioma żebrami. W centralnej części miejsca łączenia żeber znajduje się otwór pozwalający na zamocowanie na piaście koła. W niewielkiej odległości od niego, na każdym żebrze znajduje się mniejszy otwór, który pozwala na zamocowanie felgi.
Karta technologiczna
Karta technologiczna dotyczy danego wyrobu i zawiera opis wykonanych operacji wraz ze stanowiskami roboczymi. W przypadku produkcji małoseryjnej i jednostkowej dokument ten stanowi kompletną dokumentację technologiczną, w związku z czym informacje w niej zawarte powinny być doprecyzowane.
Karta kontroli procesu odlewania kokilowego
Powrót do spisu treściPowrót do spisu treści