Prefabrykacja wstępna kadłuba jednostek pływających
TWO.03. Wykonywanie i montaż elementów kadłuba jednostek pływających
– monter kadłubów jednostek pływających 721406, technik budowy jednostek pływających 311942
Symulacja wykonania dna małej jednostki pływającej
SYMULATOR
Ekran startowy symulatora wygląda następująco:
Po kliknięciu przycisku „start” wyświetli się instrukcja. Przedstawia ona kolejność działań, które należy podjąć.
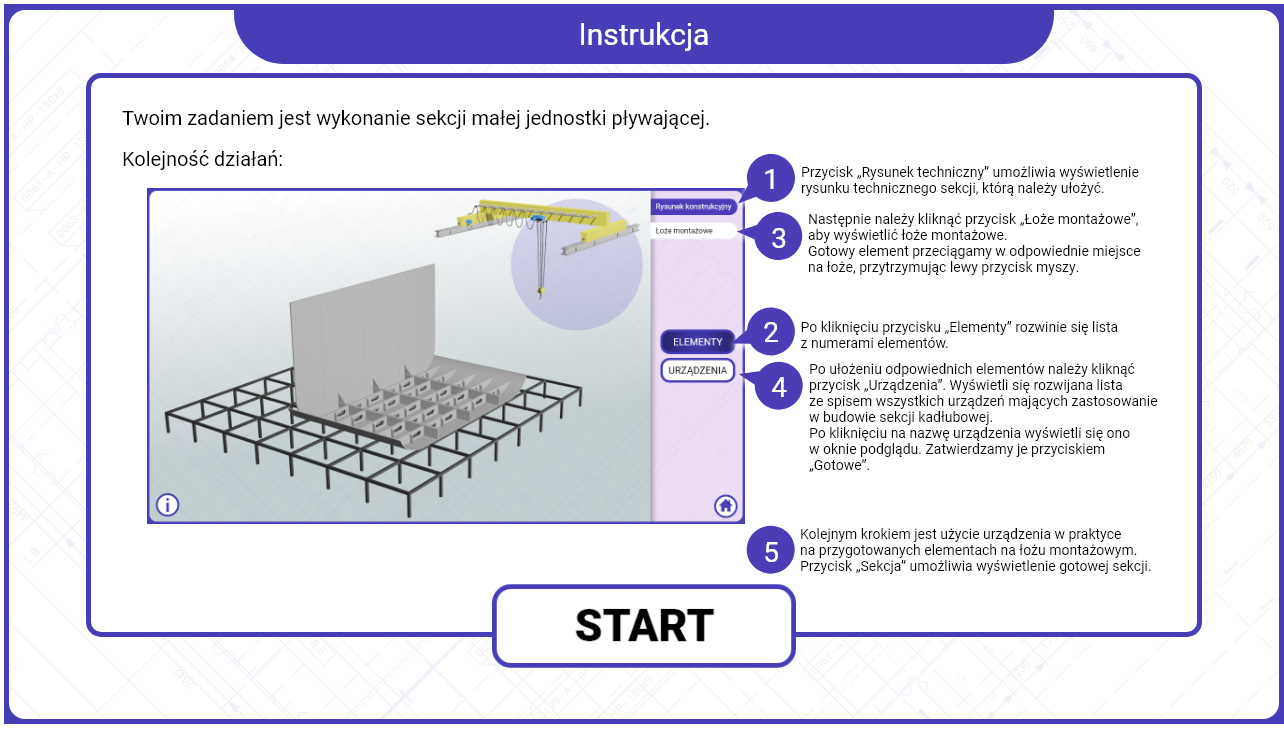
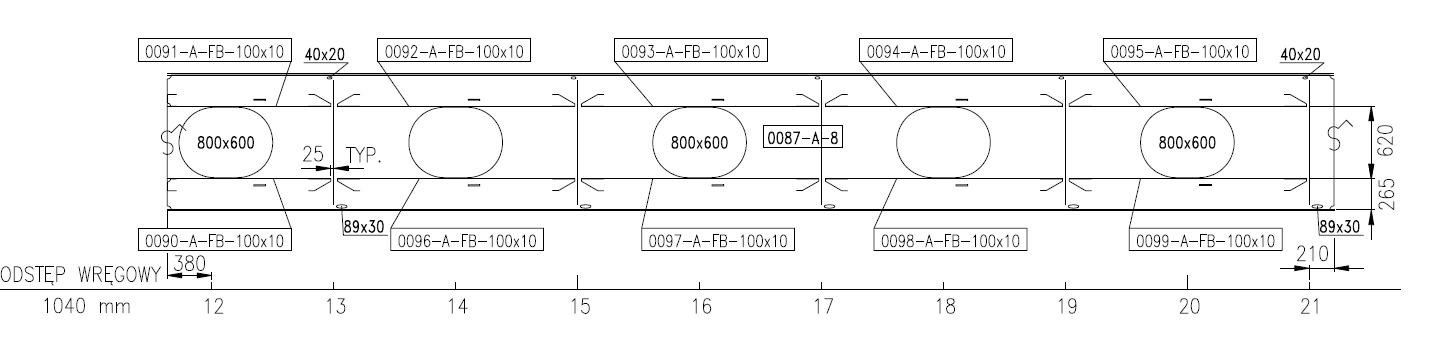
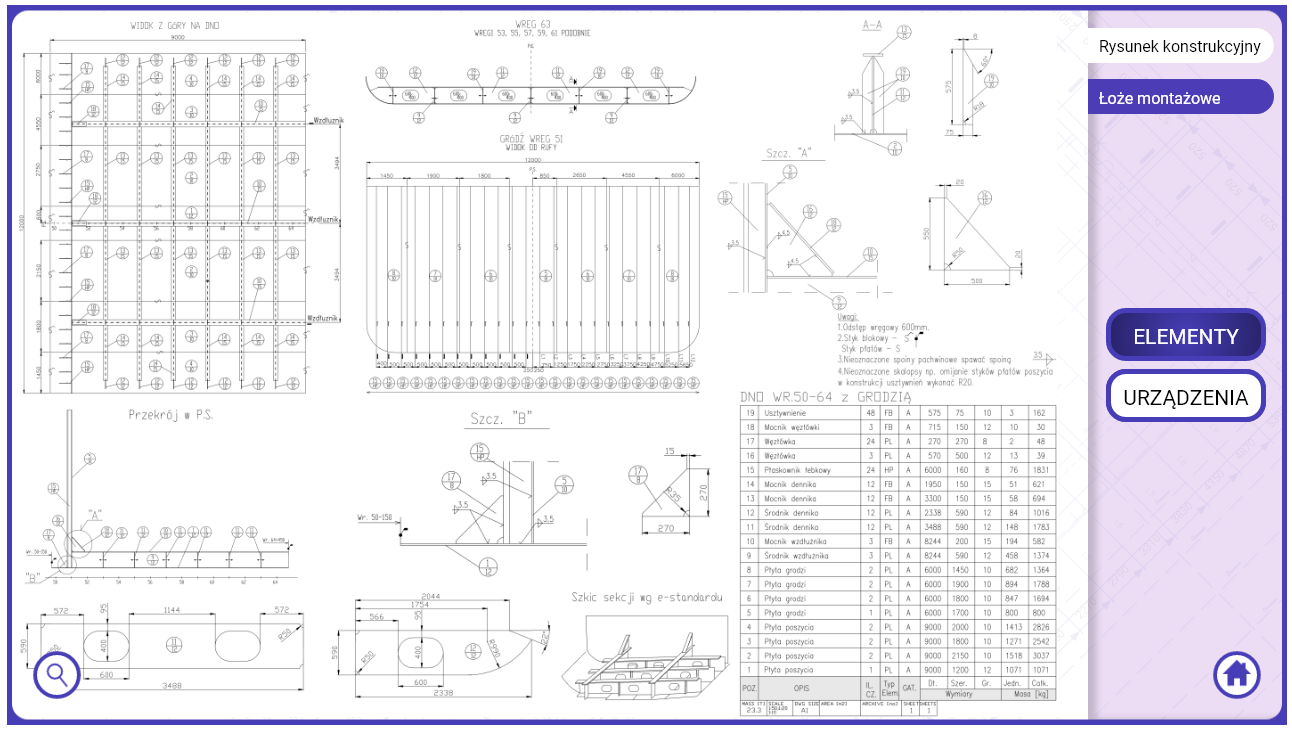
Guzik „rysunek konstrukcyjny” umożliwia wyświetlenie rysunku technicznego układanej sekcji.
Guzik „łoże montażowe” pozwala na wyświetlenie łoża montażowego, na którym będą montowane elementy sekcji.
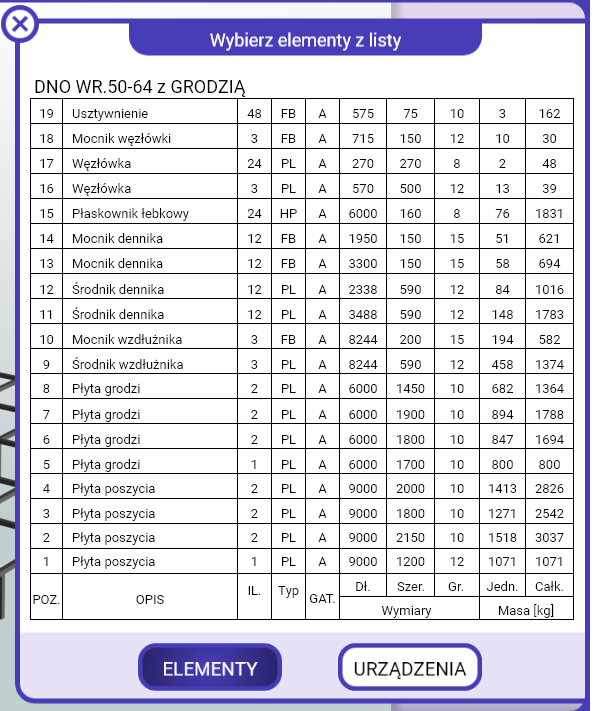
Guzik „elementy” wyświetla listę elementów, z których należy zbudować sekcję. Istotnym jest, aby wybrać dane narzędzie lub urządzenie w odpowiedniej liczbie, potrzebnej na danym etapie montażu. Liczbę wybiera się za pomocą plusów i minusów.
Guzik „urządzenia” wyświetla listę narzędzi i urządzeń służących do odpowiedniego zamontowania danego elementu.
Guzik w postaci litery „i” wyświetla polecenie. Polecenia zmieniają się po każdym działaniu. Stanowią swego rodzaju instrukcję wykonania sekcji małej jednostki pływającej.
Guzik w postaci domku pozwala na powrót do ekranu startowego.

Po ponownym kliknięciu przycisku „start” wyświetli się widok na rysunek konstrukcyjny. W dolnym lewym rogu znajduje się guzik w postaci lupy. Pozwala on na przybliżenie widoku.
Aby przejść do montowania elementów, należy kliknąć przycisk „łoże montażowe”.
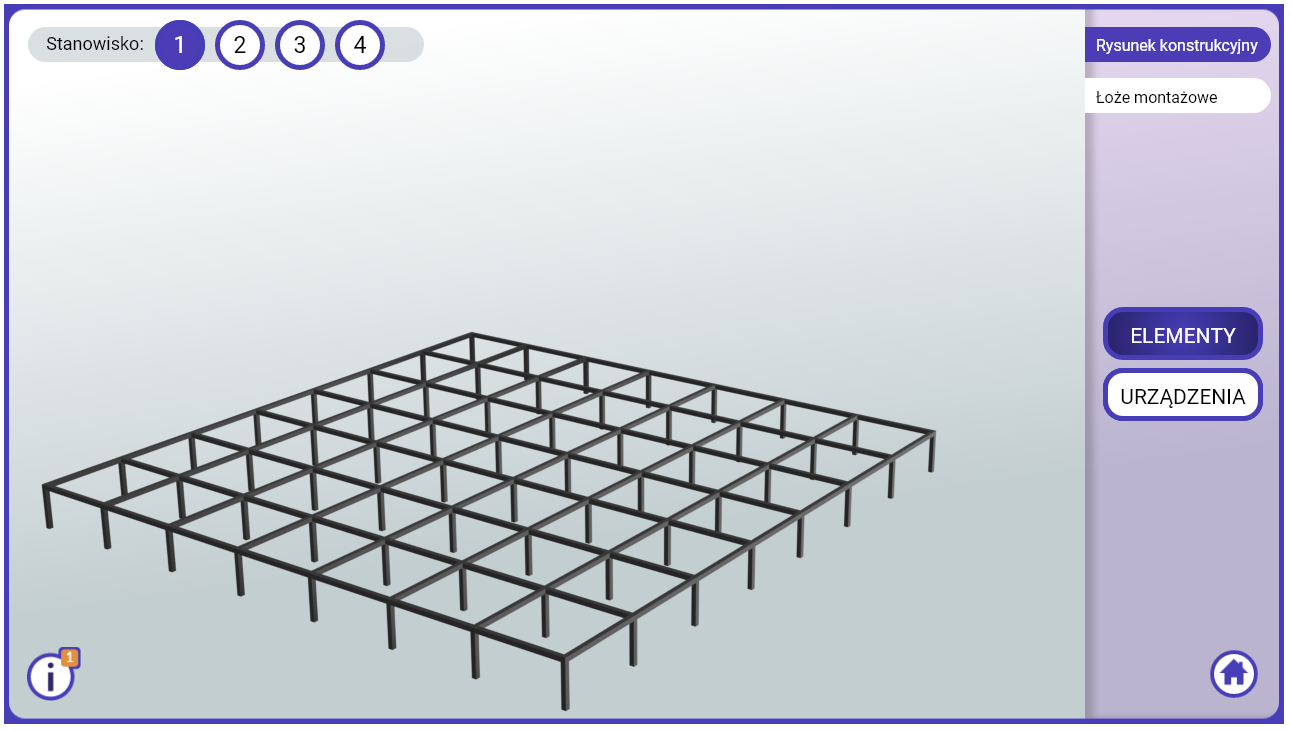
Pojawi się ekran z łożem.
W górnym lewym rogu widoczne są numery stanowisk. Będą one wykorzystywane w toku montowania elementów.
Przy guziku w postaci litery „i” widoczna jest pomarańczowa cyfra jeden. Oznacza ona, że dostępne jest nowe polecenie, które należy wykonać.
Po najechaniu myszką na ten guzik, wyświetli się pasek z poleceniem.

Aby przejść symulator, należy postępować zgodnie z poleceniami. Przeprowadzają one użytkownika przez cały proces montażu sekcji.
Na końcu wyświetli się plansza z gratulacjami.

Zasób interaktywny dostępny pod adresem https://zpe.gov.pl/a/D14cTTFJL
Alternatywa ćwiczeniowa do symulatora. Symulator przeprowadza użytkownika przez proces budowy dna małej jednostki pływającej. Z menu najpierw wybiera się element, który będzie umieszczany na łożu montażowym, a następnie urządzenie, które posłuży do np. umieszczenia lub zamontowania danego elementu. Poniższe ćwiczenia i opisy przeprowadzą Cię przez cały proces.
Na początku należy umieścić pięć blach (płyt poszycia) na pierwszym łożu montażowym. Będą stanowiły one dno. Blachy układa się zaczynając od środkowej i dokładając po jej prawej i lewej stronie kolejne blachy.
Po umieszczeniu pięciu płyt poszycia na łożu oraz zespawaniu ich razem przystępuje się do montażu blach obłowych. Należy je umieścić na prawym i lewym końcu montowanych wcześniej blach.
Płat jest już posczepiany spoinami punktowymi i powinien zostać teraz zespawany.
Po wykonaniu wszystkich styków płat należy obrócić.
Po obróceniu płata należy wykonać spawanie, podobnie jak z odwrotnej strony.
Po zakończeniu spawania należy sprawdzić wizualnie wygląd spoin. Kolejnym krokiem jest zeszlifowanie za pomocą szlifierki odprysków i ewentualnych nierównych krawędzi, a także skontrolowanie jakości spoin urządzeniem ultradźwiękowym.
Następnie ponownie obraca się płat.
Po ponownym obróceniu sekcji, zeszlifowaniu odprysków, odcięciu płytek wybiegowych szlifierką kątową i zeszlifowaniu pozostałości spoin po odcięciu płytek na krawędziach blach poszycie sekcji podlega kontroli jakości. Płat jest gotowy.
Teraz należy przejść do drugiego łoża montażowego. Będą na nim montowane środniki i wzdłużniki mocnika (każde po trzy sztuki).
Na łożu układane są mocniki, potem prostopadle do nich za pomocą docisku hydraulicznego środniki. Prostopadłość sprawdza się kątownikiem. Następnie przeprowadzane jest spawanie spoiną punktową.
Następnie również na tym łożu numer dwa, bo jest na nim sporo miejsca, można przystąpić do zmontowania węzłówek łączących denniki z grodzią. Będą one wykorzystane w jednej z ostatnich operacji łączenia grodzi z dnem. Do tych czynności nie jest potrzebna suwnica (masa elementów nie jest duża).
Kolejnym krokiem jest montaż denników. Należy wybrać dwa typy środników dennika i dwa typy mocników dennika w liczbie dwunastu sztuk każde.
Denniki montowane są na mocniku, czyli w pozycji odwróconej w porównaniu do tej, w jakiej będą montowane do poszycia i wzdłużników. Należy zespawać mocnik do środnika spoiną sczepną, a następnie mocniki ze środnikami spoiną ciągłą dwustronną. Po wyspawaniu należy zeszlifować odpryski. Na koniec przeprowadza się kontrolę wizualną jakości spoin.
Następnym etapem prefabrykacji sekcji jest montaż grodzi poprzecznej. Zbudowana jest z kilku blach, a jej budowa przebiega podobnie do wykonanego wcześniej montażu płata poszycia sekcji. Do montażu grodzi wykorzystywane będzie czwarte łoże montażowe. Potrzebne elementy to płyty grodzi (łącznie w liczbie siedmiu sztuk, w czterech różnych rozmiarach).
Elementy transportowane są na łoże za pomocą suwnicy i trawersy. Następnie przy pomocy młota i łomu blachy są do siebie odpowiednio dosuwane. Cały cykl montażu grodzi jest taki sam jak ten z prefabrykacji płata poszycia, czyli spoiny sczepne, kolejność ich układania, płytki wybiegowe, spawanie z jednej strony, potem obrócenie i wyspawanie z drugiej strony. Na końcu przeprowadzana jest kontrola jakości i ewentualne szlifowanie.
Po tych wszystkich czynnościach płat grodzi zostaje zmontowany. Kolejnym krokiem jest zamontowanie do niego płaskowników łebkowych (w liczbie dwudziestu czterech sztuk).
Teraz nastąpi montaż sekcji w całość. Przeprowadza się to na stanowisku numer jeden na zmontowanym poszyciu. Pierwszym etapem jest montaż wzdłużników. Należy zacząć od wzdłużnika umieszczonego w symetrii dna, a następnie zamontować dwa wzdłużniki burtowe.
Do transportu elementów używa się suwnicy, uchwytów do kształtowników oraz zawiesi linowych.
Wzdłużniki rozkładane są w pobliżu miejsc ich zamocowania, a następnie spawane. Proces sczepiania i spawania ma taki sam przebieg jak w przypadku płaskowników łebkowych.
Po zamontowaniu trzech wzdłużników przechodzi się do montażu elementów denników. Są ich dwa typy, każdego po 12 sztuk. Osprzęt do transportu podobny jak w przypadku wzdłużników.
Wszystkie denniki zostały zamontowane. Teraz należy przystąpić do spawania, które odbywa się w taki sposób, że w pierwszej kolejności spawa się konstrukcję denników z wzdłużnikami, a następnie denniki spawa się do blachy poszycia. Spawanie denników do blach poszycia odbywa się w kolejności takiej jak ich montaż, a więc od środka i według rozpiski wręgów. Kolejnym krokiem jest zamontowanie usztywnień w liczbie czterdziestu ośmiu sztuk.
Po wyspawaniu tej konstrukcji nadchodzi etap montażu w dno wcześniej sprefabrykowanej sekcji płatowej grodzi poprzecznej. Wszystko odbywa się na tym samym stanowisku, przy pomocy tego samego sprzętu.
Gródź po osadzeniu na dnie sczepia się ze wzdłużnikami. Następnie spawa punktowo płat grodzi do poszycia dna.
Kolejnym krokiem jest zespawanie wcześniej sprefabrykowanych węzłówek łączących gródź ze wzdłużnikami i poszyciem dna.
Od strony rufy należy teraz przyspawać płaskowniki łebkowe do poszycia, a następnie węzłówki w liczbie dwudziestu czterech sztuk wzmacniające połączenie.
Po zamontowaniu węzłówek sekcja powinna być poddana kontroli kształtu i wymiarów.
Ta kontrola kończy budowę sekcji dna.
Powiązane ćwiczenia
- 5. Płyta wzdłużnika