CES.02. Eksploatacja maszyn i urządzeń przemysłu szklarskiego - Operator urządzeń przemysłu szklarskiego 818116, Technik technologii szkła 311925
Produkcja szkła metodą float
GRAFIKA INTERAKTYWNA
Technologia float, wynaleziona w 1952 r. przez Alastaira Pilkingtona i opatentowana przez firmę Pilkington, pozwala na wytwarzanie wysokiej jakości szkła płaskiego w ciągłym, nieprzerwanym procesie. Proces produkcji szkła float jest obecnie stosowaną na całym świecie standardową metodą wytwarzania szkła płaskiego wysokiej jakości. Technologia ta jest wykorzystywana przy produkcji szkła bezbarwnego, barwionego w masie i powlekanego dla budownictwa oraz bezbarwnego i barwionego w masie dla przemysłu motoryzacyjnego. Proces, pierwotnie zdolny do produkcji jedynie szkła o grubości 6 mm, obecnie pozwala na produkcję szkła o grubości od 0,4 mm aż do 25 mm.
Poniżej możesz zapoznać się z etapami produkcji szkła metodą floatProdukcja szkła metodą floatprodukcji szkła metodą float.
Surowce szklarskie, takie jak: piasek, soda, wapień, dolomit, skaleń, stłuczka szklana są dokładnie wymieszane i trafiają jako tzw. wsad do pieca szklarskiego. W piecu w temperaturze 1500–1700 °C powstaje jednorodna płynna masa szklana, która następnie jest chłodzona.
ROYwUaidlGvtA
Ilustracja interaktywna przedstawia zewnętrzną, naziemną część pieca float. Jest on zbudowany z czerech sześciennych komór. Dwóch średniej wielkości komór regeneratora, które znajdują się po obu stronach głównej komory z wanną. Za główną, duża komorą znajduje się niewielka komora. Do głównej części pieca prowadzi zsyp zestawu. Opis wnętrza pieca. 1. Zasyp zestawu. Odbywa się w części pieca nazwanej otworem zasypowym. W zależności od wielkości pieca oraz rodzaju wytwarzanych z masy szklanej wyrobów otwory zasypowe mogą znajdować się w tylnej części lub w ścianach bocznych pieca. Do zasypu zestawu do pieca wykorzystuje się urządzenia zwane zasypnikami. W przemyśle szklarskim są stosowane zasypniki: tłokowe, ślimakowe, szuflowe, szuflowo-kątowe, łopatkowe, wahadłowe. 2. Komora regeneratora Jest urządzeniem cieplnym (odzysknicą ciepła) służącym do odzysku ciepła ze spalin przed ich odprowadzeniem do atmosfery. Sposób działania regeneratorów wymaga, aby zawsze była para przeciwległych komór. Gdy przez jedną z nich przepływają spaliny, to przez drugą w tym czasie przepływa powietrze. Przez komory regeneratora przepuszcza się okresowo na przemian raz gorące spaliny, a raz powietrze. W czasie przepływu spalin nagrzewa się wypełnienie komór w postaci kratownicy z cegieł. W następnym okresie, gdy przepływa przez nie powietrze, cegły ogniotrwałe oddają nagromadzone ciepło przepływającemu przez nie powietrzu. Przy każdym z punktów znajduje się nagranie dźwiękowe tożsame z opisem.
Ilustracja interaktywna przedstawia zewnętrzną, naziemną część pieca float. Jest on zbudowany z czerech sześciennych komór. Dwóch średniej wielkości komór regeneratora, które znajdują się po obu stronach głównej komory z wanną. Za główną, duża komorą znajduje się niewielka komora. Do głównej części pieca prowadzi zsyp zestawu. Opis wnętrza pieca. 1. Zasyp zestawu. Odbywa się w części pieca nazwanej otworem zasypowym. W zależności od wielkości pieca oraz rodzaju wytwarzanych z masy szklanej wyrobów otwory zasypowe mogą znajdować się w tylnej części lub w ścianach bocznych pieca. Do zasypu zestawu do pieca wykorzystuje się urządzenia zwane zasypnikami. W przemyśle szklarskim są stosowane zasypniki: tłokowe, ślimakowe, szuflowe, szuflowo-kątowe, łopatkowe, wahadłowe. 2. Komora regeneratora Jest urządzeniem cieplnym (odzysknicą ciepła) służącym do odzysku ciepła ze spalin przed ich odprowadzeniem do atmosfery. Sposób działania regeneratorów wymaga, aby zawsze była para przeciwległych komór. Gdy przez jedną z nich przepływają spaliny, to przez drugą w tym czasie przepływa powietrze. Przez komory regeneratora przepuszcza się okresowo na przemian raz gorące spaliny, a raz powietrze. W czasie przepływu spalin nagrzewa się wypełnienie komór w postaci kratownicy z cegieł. W następnym okresie, gdy przepływa przez nie powietrze, cegły ogniotrwałe oddają nagromadzone ciepło przepływającemu przez nie powietrzu. Przy każdym z punktów znajduje się nagranie dźwiękowe tożsame z opisem.
Grafika, pt. ,,Budowa pieca float”.
Źródło: Octopus VR Sp. z o.o., licencja: CC BY-SA 3.0.
RpmITTUFWxSH3
Ilustracja interaktywna przedstawia wnętrze pieca float. Ukazane jest wnętrze prawej komory regeneratora. Znajdują się tu trzy zespoły cegieł ułożone w sześcienne bloki. Cegły tworzą kratownicę, przez którą przepływa powietrze. W głównej, środkowej części pieca, czyli części topliwej z basenem znajduje się rozlana masa szklana. Za częścią topliwą znajduje się wąski przepust prowadzący do kolejnej części pieca – części wyrobowej. Opis punktów znajdujących się na ilustracji: 1. Kratownica regeneratora. Stanowi wypełnienie komór regeneratorów. Wykonana jest z cegieł (prostek) ogniotrwałych, ułożonych w komorach w ten sposób, aby utworzyć odpowiednie kanały do przepływu gazów (spalin/powietrza). Kratownicę układa się najczęściej z cegieł szamotowych, mulitowych, forsterytowych, magnezjowych lub magnezytowo-chromitowych. Rodzaj materiału dobiera się w zależności od rodzaju topionej masy szklanej. 2. Masa szklana. Jest to płynne tworzywo, z którego wytwarza się wyroby szklane powstałe w wyniku stopienia mieszaniny surowców szklarskich w bardzo wysokiej temperaturze ok.1500°C. 3. Część topliwa. Część pieca, w której dzięki oddziaływaniu wysokiej temperatury na zestaw szklarski powstaje masa szklana. Podstawowymi elementami części topliwej pieca są: basen topliwy, ściany boczne, sklepienie, palniki, przestrzeń ogniowa, otwór zasypowy pieca. 4. Przepust. Jest to kanał oddzielający część topliwą od części wyrobowej pieca. Wykonuje się go z najwyższej jakości materiałów ogniotrwałych ze względu na trudne warunki pracy, gdyż poza działaniem termicznym i chemicznym masy szklanej są one narażone na działanie mechaniczne (ścierające) przez przepływająca przez przepust masę szklaną. 5. Część wyrobowa. Część pieca, w której następuje studzenie masy szklanej. Budowa części wyrobowej, jej kształt oraz jej rozmiary są uzależnione od rodzaju produkowanych wyrobów z wytopionej w piecu masy szklanej. Przy każdym z punktów znajduje się nagranie dźwiękowe tożsame z opisem.
Ilustracja interaktywna przedstawia wnętrze pieca float. Ukazane jest wnętrze prawej komory regeneratora. Znajdują się tu trzy zespoły cegieł ułożone w sześcienne bloki. Cegły tworzą kratownicę, przez którą przepływa powietrze. W głównej, środkowej części pieca, czyli części topliwej z basenem znajduje się rozlana masa szklana. Za częścią topliwą znajduje się wąski przepust prowadzący do kolejnej części pieca – części wyrobowej. Opis punktów znajdujących się na ilustracji: 1. Kratownica regeneratora. Stanowi wypełnienie komór regeneratorów. Wykonana jest z cegieł (prostek) ogniotrwałych, ułożonych w komorach w ten sposób, aby utworzyć odpowiednie kanały do przepływu gazów (spalin/powietrza). Kratownicę układa się najczęściej z cegieł szamotowych, mulitowych, forsterytowych, magnezjowych lub magnezytowo-chromitowych. Rodzaj materiału dobiera się w zależności od rodzaju topionej masy szklanej. 2. Masa szklana. Jest to płynne tworzywo, z którego wytwarza się wyroby szklane powstałe w wyniku stopienia mieszaniny surowców szklarskich w bardzo wysokiej temperaturze ok.1500°C. 3. Część topliwa. Część pieca, w której dzięki oddziaływaniu wysokiej temperatury na zestaw szklarski powstaje masa szklana. Podstawowymi elementami części topliwej pieca są: basen topliwy, ściany boczne, sklepienie, palniki, przestrzeń ogniowa, otwór zasypowy pieca. 4. Przepust. Jest to kanał oddzielający część topliwą od części wyrobowej pieca. Wykonuje się go z najwyższej jakości materiałów ogniotrwałych ze względu na trudne warunki pracy, gdyż poza działaniem termicznym i chemicznym masy szklanej są one narażone na działanie mechaniczne (ścierające) przez przepływająca przez przepust masę szklaną. 5. Część wyrobowa. Część pieca, w której następuje studzenie masy szklanej. Budowa części wyrobowej, jej kształt oraz jej rozmiary są uzależnione od rodzaju produkowanych wyrobów z wytopionej w piecu masy szklanej. Przy każdym z punktów znajduje się nagranie dźwiękowe tożsame z opisem.
Grafika, pt. ,,Budowa pieca float”.
Źródło: Octopus VR Sp. z o.o., licencja: CC BY-SA 3.0.
Płynne szkło o temperaturze około 1000°C jest nieustannie wylewane z pieca do płytkiej wanny z płynną cyną w atmosferze o kontrolowanym składzie chemicznym. Szkło płynie po cynie – rozpływa się na niej i formuje, uzyskując płaską powierzchnię. Grubość powstających tafli szklanych jest kontrolowana przez dobór prędkości, z jaką zestalająca się wstęga szklana wypływa z wanny.
RRiCLVHbtlaL7
Ilustracja interaktywna przedstawia przelew prowadzący z części topliwej do części wyrobowej. To przewężenie między tymi częściami. Za przelewem znajduje się część wyrobowa. W poprzek tej część przechodzi Po obu jej szereg pięciu prowadnic walcowych. Opis punktów znajdujących się na ilustracji: 1. Przelew Końcowy element części wyrobowej wanny szklarskiej, z której stopiona masa szklana wylewa się na powierzchnię stopionej cyny. 2. Prowadnica walcowa. Służy do przesuwania tafli szkła po powierzchni stopionej cyny, dzięki czemu może być ona formowana w sposób ciągły. Tarcze prowadnicy są w formie zębatki i wykonane z najwyższej jakości stali żaroodpornej. Przy każdym z punktów znajduje się nagranie dźwiękowe tożsame z opisem.
Ilustracja interaktywna przedstawia przelew prowadzący z części topliwej do części wyrobowej. To przewężenie między tymi częściami. Za przelewem znajduje się część wyrobowa. W poprzek tej część przechodzi Po obu jej szereg pięciu prowadnic walcowych. Opis punktów znajdujących się na ilustracji: 1. Przelew Końcowy element części wyrobowej wanny szklarskiej, z której stopiona masa szklana wylewa się na powierzchnię stopionej cyny. 2. Prowadnica walcowa. Służy do przesuwania tafli szkła po powierzchni stopionej cyny, dzięki czemu może być ona formowana w sposób ciągły. Tarcze prowadnicy są w formie zębatki i wykonane z najwyższej jakości stali żaroodpornej. Przy każdym z punktów znajduje się nagranie dźwiękowe tożsame z opisem.
Grafika, pt. ,,Wanna z kąpielą cynową”.
Źródło: Octopus VR Sp. z o.o., licencja: CC BY-SA 3.0.
RDqOIRt4M12Cv
Ilustracja interaktywna przedstawia wnętrze wanny wyrobowej z wanną cynową. Znajduje się w niej płynna masa szklana, pod którą znajduje się stopiona cyna. W efekcie działania cyny powstaje na jej powierzchni tafla szklana. Opis punktów znajdujących się na ilustracji: 1. Płynna masa szklana Masa szklana o temperaturze od 1000 do 1100°C. 2. Stopiona cyna. Służy do formowania taśmy szkła w metodzie float. Temperatura ciekłej cyny wynosi ok. 600°C. Masa szklana płynie po cynie w sposób ciągły, rozpływa się na niej równomiernie i formuje poziom powierzchni. Od góry tafla szkła jest polerowana termicznie, dzięki czemu powierzchnia szkła jest pozbawiona nierówności. 3. Tafla szkła Powstaje w wyniku formowania masy szklanej na powierzchni stopionej cyny i występuje w postaci wstęgi szkła. Przy każdym z punktów znajduje się nagranie dźwiękowe tożsame z opisem.
Ilustracja interaktywna przedstawia wnętrze wanny wyrobowej z wanną cynową. Znajduje się w niej płynna masa szklana, pod którą znajduje się stopiona cyna. W efekcie działania cyny powstaje na jej powierzchni tafla szklana. Opis punktów znajdujących się na ilustracji: 1. Płynna masa szklana Masa szklana o temperaturze od 1000 do 1100°C. 2. Stopiona cyna. Służy do formowania taśmy szkła w metodzie float. Temperatura ciekłej cyny wynosi ok. 600°C. Masa szklana płynie po cynie w sposób ciągły, rozpływa się na niej równomiernie i formuje poziom powierzchni. Od góry tafla szkła jest polerowana termicznie, dzięki czemu powierzchnia szkła jest pozbawiona nierówności. 3. Tafla szkła Powstaje w wyniku formowania masy szklanej na powierzchni stopionej cyny i występuje w postaci wstęgi szkła. Przy każdym z punktów znajduje się nagranie dźwiękowe tożsame z opisem.
Grafika, pt. ,,Wanna z kąpielą cynową”.
Źródło: Octopus VR Sp. z o.o., licencja: CC BY-SA 3.0.
Następnie tafla szkła przechodzi proces odprężania, polegający na kontrolowanym schładzaniu. Pojawia się szkło w postaci polerowanego ogniowo produktu o równoległych powierzchniach.
R1CG3SPtnO8Ls
Ilustracja interaktywna przedstawia wnętrze komory odprężarki. Znajduje się tu strefa odprężania oraz w trzech miejscach rozciągnięty na całą szerokość komory walcowaty kolektor do rozprowadzania gorącego powietrza. Opis punktów znajdujących się na ilustracji: 1. Strefa odprężania. Jest to strefa odprężarki, w której tafla szkła przebywa w zakresie górnej temperatury odprężania. Zadaniem tej strefy jest utrzymywanie stałej temperatury w całym przekroju taśmy szkła i relaksacja naprężeń trwałych, które powstają po procesie formowania taśmy szkła. 2. Kolektor do rozprowadzania gorącego powietrza Służy do równomiernego rozprowadzenia gorącego powietrza na całej szerokości taśmy szkła w strefie odprężania. Przy każdym z punktów znajduje się nagranie dźwiękowe tożsame z opisem.
Ilustracja interaktywna przedstawia wnętrze komory odprężarki. Znajduje się tu strefa odprężania oraz w trzech miejscach rozciągnięty na całą szerokość komory walcowaty kolektor do rozprowadzania gorącego powietrza. Opis punktów znajdujących się na ilustracji: 1. Strefa odprężania. Jest to strefa odprężarki, w której tafla szkła przebywa w zakresie górnej temperatury odprężania. Zadaniem tej strefy jest utrzymywanie stałej temperatury w całym przekroju taśmy szkła i relaksacja naprężeń trwałych, które powstają po procesie formowania taśmy szkła. 2. Kolektor do rozprowadzania gorącego powietrza Służy do równomiernego rozprowadzenia gorącego powietrza na całej szerokości taśmy szkła w strefie odprężania. Przy każdym z punktów znajduje się nagranie dźwiękowe tożsame z opisem.
Grafika, pt. ,,Odprężarka”.
Źródło: Octopus VR Sp. z o.o., licencja: CC BY-SA 3.0.
RxIbKcPPSZCL7
Ilustracja interaktywna przedstawia dalszą część wnętrza komory odprężarki. Znajdują się tu dwa wentylatory studzące, a za nimi długa strefa studzenia. W strefie tej jest szereg szerokich rur odprowadzających ciepło. Opis punktów znajdujących się na ilustracji: 1. Wentylator studzący. Równomiernie rozprowadza powietrze studzące na całej szerokości tafli. 2. Strefa studzenia. W strefie tej wyroby są studzone od górnej temperatury odprężania do temperatury otoczenia. Strefa ta dzieli się na dwie podstrefy: Strefę powolnego studzenia, w której tafla jest powolnie i równomiernie studzona do dolnej temperatury odprężania tak, aby różnica temperatur pomiędzy zewnętrznymi i wewnętrznymi warstwami szkła była jak najmniejsza. W strefie tej przy zbyt szybkim studzeniu mogą powstawać naprężania trwałe w szkle. Strefę szybkiego studzenia, w której tafla szklana jest szybko studzona od dolnej temperatury odprężania do temperatury otoczenia. W strefie tej nie powstają naprężenia trwałe w wyrobach, a szybkość studzenia jest ograniczona wytrzymałością szkła. 3. Odprowadzenie ciepła. Układ rur odprowadzających ciepłe powietrze znad studzonych tafli szklanych. Przy każdym z punktów znajduje się nagranie dźwiękowe tożsame z opisem.
Ilustracja interaktywna przedstawia dalszą część wnętrza komory odprężarki. Znajdują się tu dwa wentylatory studzące, a za nimi długa strefa studzenia. W strefie tej jest szereg szerokich rur odprowadzających ciepło. Opis punktów znajdujących się na ilustracji: 1. Wentylator studzący. Równomiernie rozprowadza powietrze studzące na całej szerokości tafli. 2. Strefa studzenia. W strefie tej wyroby są studzone od górnej temperatury odprężania do temperatury otoczenia. Strefa ta dzieli się na dwie podstrefy: Strefę powolnego studzenia, w której tafla jest powolnie i równomiernie studzona do dolnej temperatury odprężania tak, aby różnica temperatur pomiędzy zewnętrznymi i wewnętrznymi warstwami szkła była jak najmniejsza. W strefie tej przy zbyt szybkim studzeniu mogą powstawać naprężania trwałe w szkle. Strefę szybkiego studzenia, w której tafla szklana jest szybko studzona od dolnej temperatury odprężania do temperatury otoczenia. W strefie tej nie powstają naprężenia trwałe w wyrobach, a szybkość studzenia jest ograniczona wytrzymałością szkła. 3. Odprowadzenie ciepła. Układ rur odprowadzających ciepłe powietrze znad studzonych tafli szklanych. Przy każdym z punktów znajduje się nagranie dźwiękowe tożsame z opisem.
Grafika, pt. ,,Odprężarka”.
Źródło: Octopus VR Sp. z o.o., licencja: CC BY-SA 3.0.
W dalszej części procesu jest prowadzony rozkrój szkła na specjalnych stołach, gdzie mogą być cięte różne rodzaje produkowanego szkła.
R1PvP3GnaGGRd
Ilustracja interaktywna przedstawia dalszą część procesu produkcji, podczas której dochodzi do procesu cięcia szkła. Na początku pod niewielkim daszkiem prowadzona jest za pomocą kamer inspekcja jakości. Następnie umieszczone są w poprzek komory trzy sekcje cięcia podłużnego i dwie sekcje cięcia poprzecznego. Za nimi znajduje się sekcja łamania tafli szkła. Opis punktów znajdujących się na ilustracji: 1. Inspekcja jakości. Przeprowadzana jest za pomocą kamer inspekcyjnych, które w podczerwieni skanują w sposób ciągły taflę szkła. Kamery umożliwiają wykrywanie wad masy szklanej oraz defektów formowania tafli szkła. 2. Sekcja cięcia podłużnego. W sekcji tej za pomocą diamentowych tarcz są zarysowane obrzeża tafli szkła. 3. Sekcja cięcia poprzecznego. Taśma szkła na jej szerokości jest zarysowywana za pomocą diamentowych krajaków. 4. Sekcja łamania tafli. W sekcji tej wykonuje się operację łamania zarysowanej wcześniej taśmy szkła na sekcjach cięcia podłużnego oraz cięcia poprzecznego. Po przejściu tej sekcji taśma szkła zostaje rozkrojona na arkusze – tafle o określonych wymiarach. Przy każdym z punktów znajduje się nagranie dźwiękowe tożsame z opisem.
Ilustracja interaktywna przedstawia dalszą część procesu produkcji, podczas której dochodzi do procesu cięcia szkła. Na początku pod niewielkim daszkiem prowadzona jest za pomocą kamer inspekcja jakości. Następnie umieszczone są w poprzek komory trzy sekcje cięcia podłużnego i dwie sekcje cięcia poprzecznego. Za nimi znajduje się sekcja łamania tafli szkła. Opis punktów znajdujących się na ilustracji: 1. Inspekcja jakości. Przeprowadzana jest za pomocą kamer inspekcyjnych, które w podczerwieni skanują w sposób ciągły taflę szkła. Kamery umożliwiają wykrywanie wad masy szklanej oraz defektów formowania tafli szkła. 2. Sekcja cięcia podłużnego. W sekcji tej za pomocą diamentowych tarcz są zarysowane obrzeża tafli szkła. 3. Sekcja cięcia poprzecznego. Taśma szkła na jej szerokości jest zarysowywana za pomocą diamentowych krajaków. 4. Sekcja łamania tafli. W sekcji tej wykonuje się operację łamania zarysowanej wcześniej taśmy szkła na sekcjach cięcia podłużnego oraz cięcia poprzecznego. Po przejściu tej sekcji taśma szkła zostaje rozkrojona na arkusze – tafle o określonych wymiarach. Przy każdym z punktów znajduje się nagranie dźwiękowe tożsame z opisem.
Grafika, pt. ,,Cięcie szkła”.
Źródło: Octopus VR Sp. z o.o., licencja: CC BY-SA 3.0.
Tafle szklane trafiają do magazynu lub są bezpośrednio przewożone do klienta – odbiorcy szkła.
R1A507mmSWHKq
Ilustracja interaktywna przedstawia ostatni etap procesu produkcji szkła. Szklane tafle trafiają do magazynu. Tu za pomocą prowadnic rolkowych przesuwane są arkusze. Na początki tafle szkła się rozkraja, następnie umieszcza za pomocą manipulatorów odbierających arkusze na specjalnych stojakach. Na sam koniec arkusze są gotowe do transportu. Opis punktów znajdujących się na ilustracji: 1. Arkusz szkła. Formatka szkła, która powstaje poprzez rozkrój tafli szkła na określone wymiary. 2. Stojak z arkuszami szkła. Służy do bezpiecznego składowania i transportu arkuszy szkła płaskiego. Szkielet stojaka jest wykonany ze stalowych profili, a profile, które mają bezpośredni kontakt z arkuszami, są wyłożone taśmami z gumy. 3. Manipulator odbierający arkusze. Jest to urządzenie do załadunku i rozładunku formatek szkła tam, gdzie występuje duża seryjność przenoszonych elementów. Wyposażony jest w odpowiedni chwytak podciśnieniowy, który przenosi dowolne formatki w zakresie, na jaki pozwala mu konstrukcja chwytaka w ramach zasięgu i udźwigu manipulatora. 4. Prowadnice rolkowe. Służą do poziomego transportu arkuszy szkła. Rolki prowadnic są wykonane najczęściej z gumy. Przy każdym z punktów znajduje się nagranie dźwiękowe tożsame z opisem.
Ilustracja interaktywna przedstawia ostatni etap procesu produkcji szkła. Szklane tafle trafiają do magazynu. Tu za pomocą prowadnic rolkowych przesuwane są arkusze. Na początki tafle szkła się rozkraja, następnie umieszcza za pomocą manipulatorów odbierających arkusze na specjalnych stojakach. Na sam koniec arkusze są gotowe do transportu. Opis punktów znajdujących się na ilustracji: 1. Arkusz szkła. Formatka szkła, która powstaje poprzez rozkrój tafli szkła na określone wymiary. 2. Stojak z arkuszami szkła. Służy do bezpiecznego składowania i transportu arkuszy szkła płaskiego. Szkielet stojaka jest wykonany ze stalowych profili, a profile, które mają bezpośredni kontakt z arkuszami, są wyłożone taśmami z gumy. 3. Manipulator odbierający arkusze. Jest to urządzenie do załadunku i rozładunku formatek szkła tam, gdzie występuje duża seryjność przenoszonych elementów. Wyposażony jest w odpowiedni chwytak podciśnieniowy, który przenosi dowolne formatki w zakresie, na jaki pozwala mu konstrukcja chwytaka w ramach zasięgu i udźwigu manipulatora. 4. Prowadnice rolkowe. Służą do poziomego transportu arkuszy szkła. Rolki prowadnic są wykonane najczęściej z gumy. Przy każdym z punktów znajduje się nagranie dźwiękowe tożsame z opisem.
Grafika, pt. ,,Składowanie szkła”.
Źródło: Octopus VR Sp. z o.o., licencja: CC BY-SA 3.0.
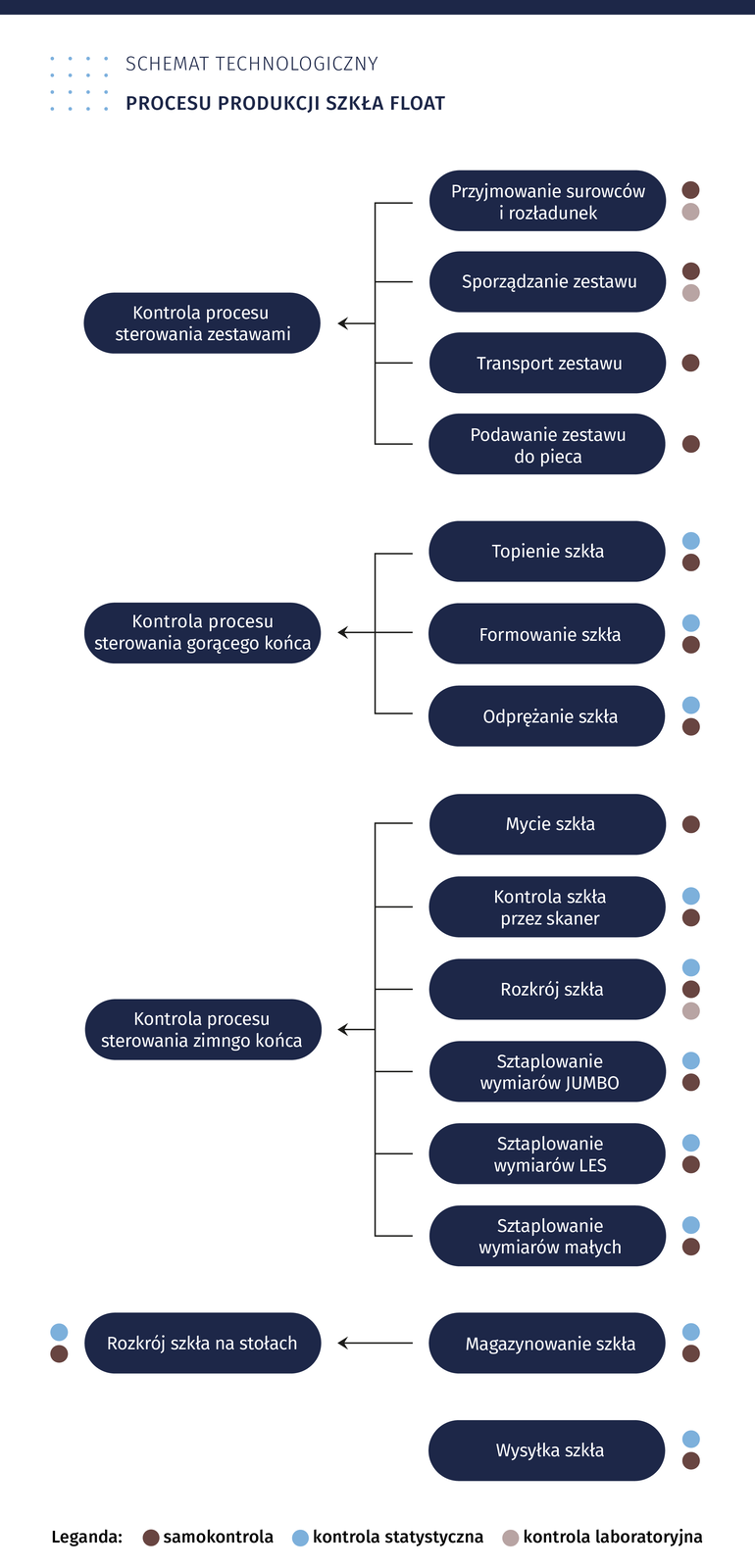
6. Schemat technologiczny procesu produkcji szkła float
R1RpN9P9sgqA1
Grafika przedstawia schemat technologiczny procesu produkcji szkła float. Składa się on z czterech etapów: 1. Kontroli procesu sterowania zestawami. 2. Kontroli procesu sterowania gorącego końca. 3. Kontroli procesu sterowania zimnego końca. 4. Rozkroju szkła na stołach. Po zakończeniu wskazanych procesów następuje wysyłka szkła. Szczegółowy przebieg procesu produkcji przebiega następująco. W etapie pierwszym, czyli podczas kontroli procesu sterowania zestawami, następuje po kolei: przyjmowanie surowców i rozładunek (następuje samokontrola i kontrola laboratoryjna); sporządzanie zestawu (następuje samokontrola i kontrola laboratoryjna); transport zestawu (następuje samokontrola); podawanie zestawu do pieca (następuje samokontrola). W etapie drugim, czyli podczas kontroli procesu sterowania gorącego końca, następuje po kolei: topnienie szkła; formowanie szkła; odprężanie szkła. Przy każdym z tych procesów dochodzi do samokontroli i kontroli statystycznej. W etapie trzecim, czyli podczas kontroli procesu sterowania zimnego końca, następuje po kolei: mycie szkła (następuje samokontrola); kontrola szkła przez skaner (następują samokontrola i kontrola statystyczna), rozkrój szkła (następują samokontrola, kontrola statystyczna oraz kontrola laboratoryjna); sztaplowanie wymiarów JUMBO (następują samokontrola i kontrola statystyczna); sztapowanie wymiarów LES (następują samokontrola i kontrola statystyczna); sztaplowanie wymiarów małych (następują samokontrola i kontrola statystyczna). W etapie czwartym następuje rozkrój szkła na stołach i jego magazynowanie. Przy każdym z tych procesów dochodzi do samokontroli i kontroli statystycznej. Potem szkło gotowe jest do wysyłki (następuje: samokontrola i kontrola statystyczna).
Grafika, pt. ,,Schemat technologiczny procesu produkcji szkła float”.
Źródło: Octopus VR Sp. z o.o., licencja: CC BY-SA 3.0.
Przygotowanie zestawu szklarskiego - Tu uzupełnij – Formowanie szkła metodą float - Tu uzupełnij – Mycie szkła – Ocena jakości szkła - Tu uzupełnij – Sztaplowanie szkła na odpowiednie wymiary - Tu uzupełnij – Wysyłka
Przygotowanie zestawu szklarskiego - Tu uzupełnij – Formowanie szkła metodą float - Tu uzupełnij – Mycie szkła – Ocena jakości szkła - Tu uzupełnij – Sztaplowanie szkła na odpowiednie wymiary - Tu uzupełnij – Wysyłka
Produkcja szkła metodą float
Produkcja szkła metodą float
Metoda termiczno–grawitacyjno–napięciową formowania szkła płaskiego znanej pod nazwą float, inaczej metodą „pływającej taśmy szklanej”. Metoda ta polega na tym, iż odpowiednia ilość masy szklanej, swobodnie wypływa z wanny szklarskiej na powierzchnię stopionego metalu. Poruszając się po nim, następuje formowanie taśmy szklanej, z doskonałą jakością powierzchni. Początki tej metody sięgają 1902 r., kiedy to w USA została opatentowana przez A. Hitchkocka, jednak nie została praktycznie zrealizowana. Dopiero w latach 1952–1959 angielska firma Pilkington Brothers Limited opracowała nową metodę formowania szkła płaskiego na powierzchni stopionego metalu. Pierwszą przemysłową linię, opartą na metodzie float uruchomiono w 1955 roku w USA.
Wdrożenie do produkcji przemysłowej metody float spowodowało duże zmiany w dziedzinie produkcji szkła płaskiego. Zastosowanie tej metody pozwoliło na uzyskanie wysokowydajnej produkcji, bardzo dobrej jakości szkła, nadające się również do dalszego przetwórstwa tj., budownictwa, motoryzacji, meblarstwa oraz produkcji luster. Dzięki metodzie float dolna powierzchnia formowanej taśmy szklanej jest idealnie gładka poprzez kontakt z roztopioną cyną, górna zaś jest poddawana polerowaniu ogniowemu. Metoda float stała się bardziej powszechna z przyczyn ekonomicznych, stosowana przez wiele hut szkła zajmujących się produkcją szkła płaskiego.
Materiał multimedialny: Grafika interaktywnaDmqLiHTCvGrafika interaktywna: Produkcja szkła metodą float.