Naprawy i remonty maszyn, urządzeń i silników okrętowych
TWO.06. Organizacja i wykonywanie prac związanych z eksploatacją maszyn, urządzeń i instalacji okrętowych
– technik mechanik okrętowy 315105
Awarie oraz naprawy urządzeń i maszyn okrętowych
GALERIA ZDJĘĆ
Spis treści
AwarieAwarie
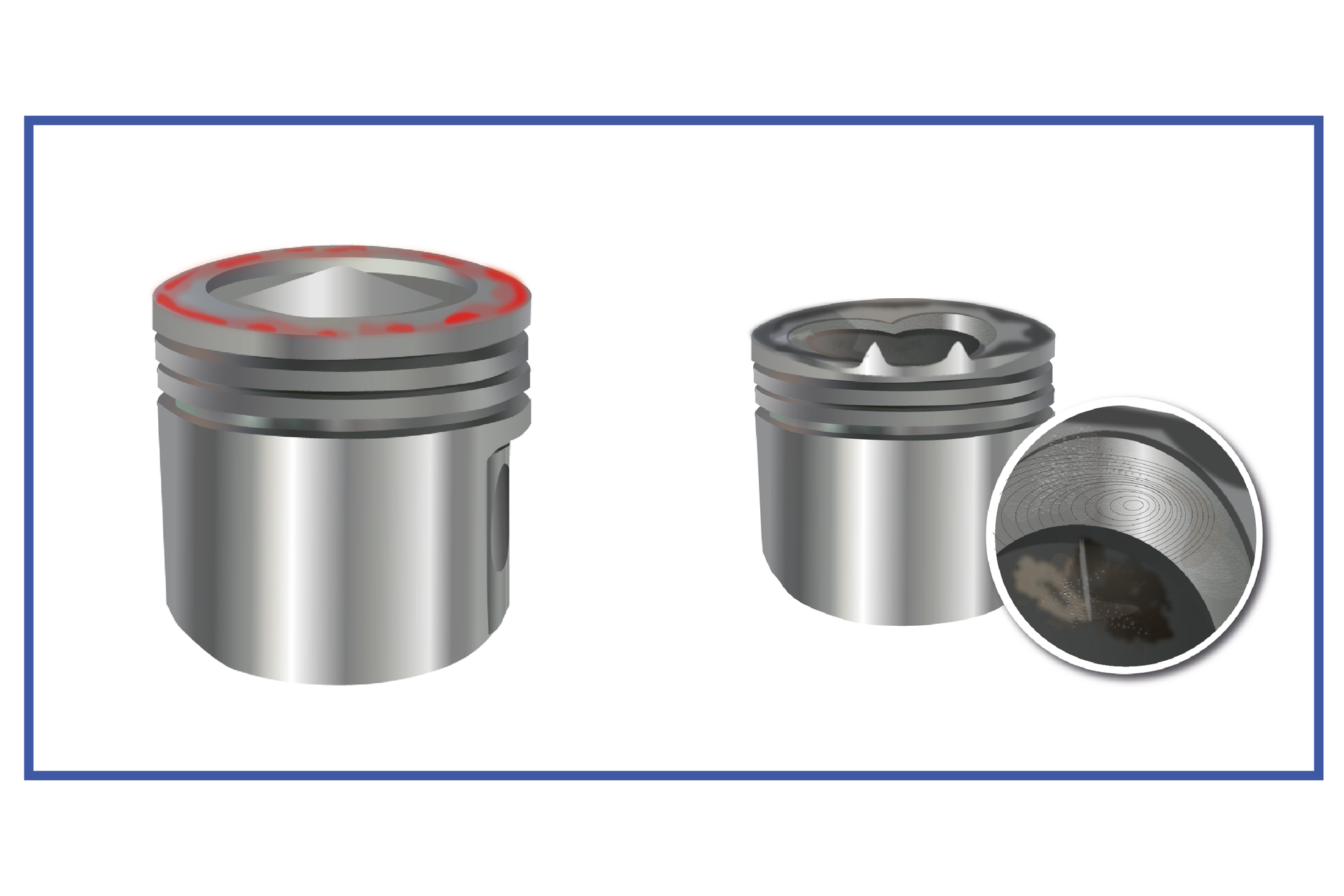
1. Uszkodzenia tłoka1. Uszkodzenia tłoka
2. Uszkodzenia pierścieni tłokowych2. Uszkodzenia pierścieni tłokowych
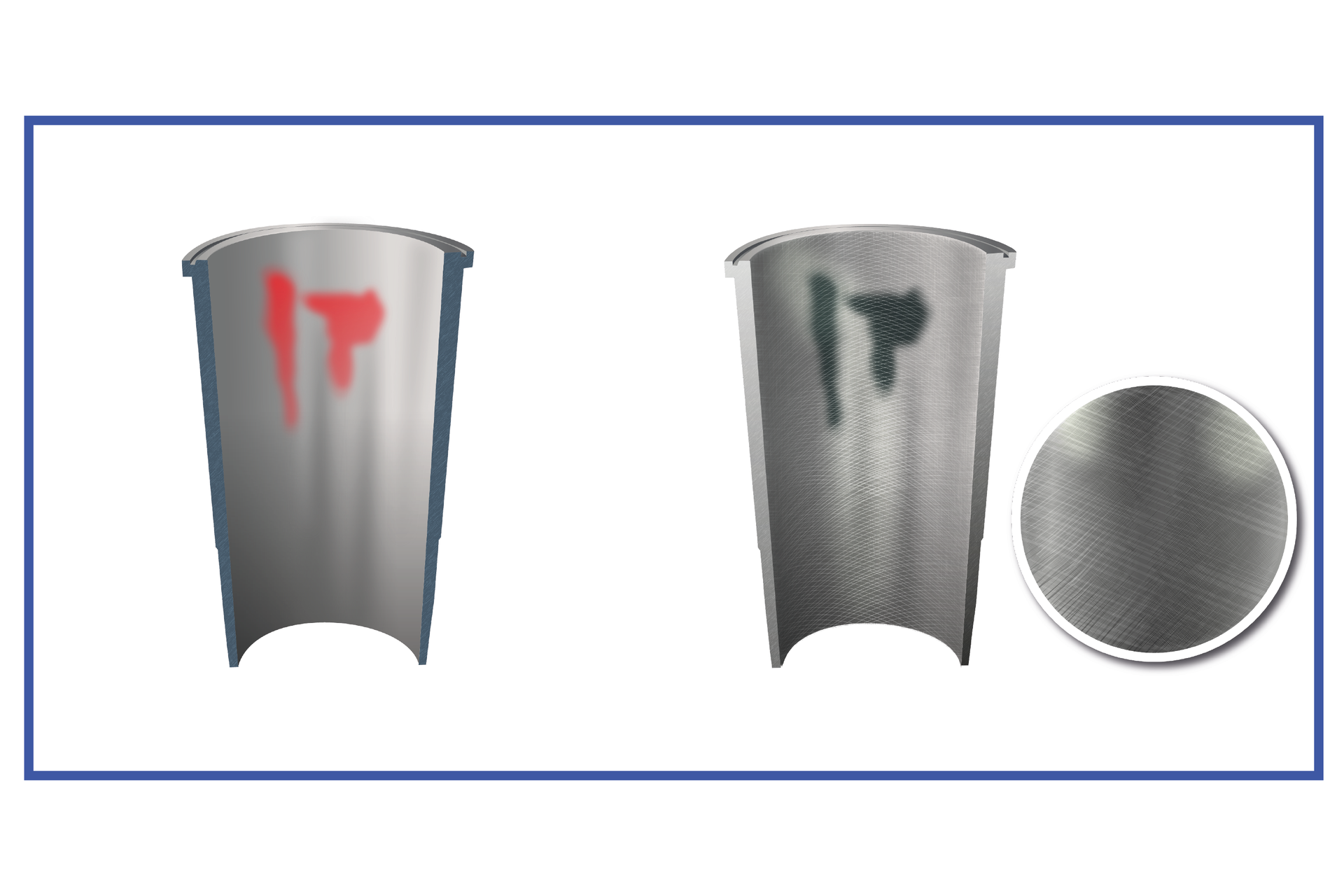
3. Uszkodzenia płaszcza tłoka3. Uszkodzenia płaszcza tłoka
4. Uszkodzenia tulei cylindrowej4. Uszkodzenia tulei cylindrowej
5. Wał korbowy5. Wał korbowy
6. Korbowód6. Korbowód
7. Zawory silnikowe7. Zawory silnikowe
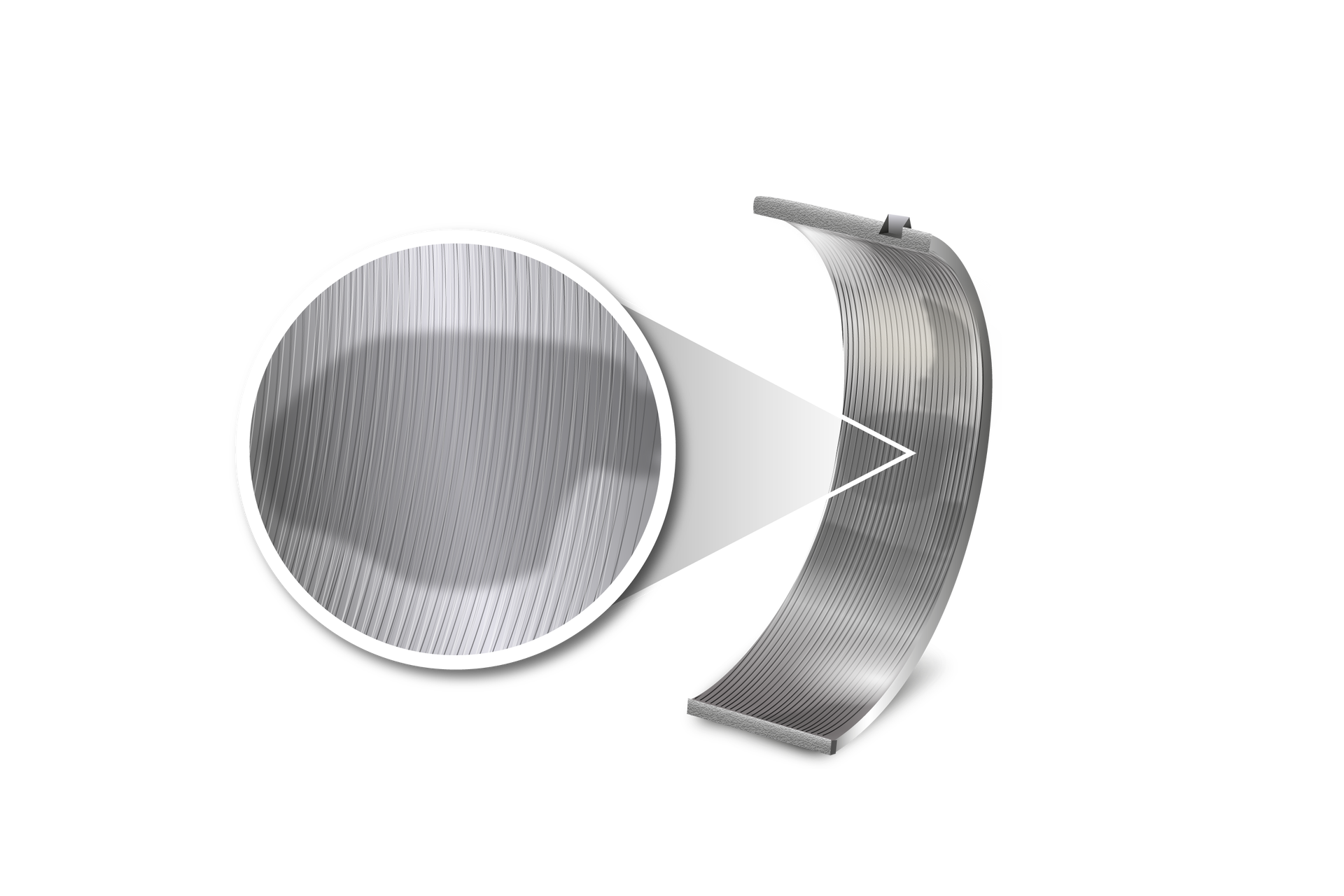
8. Łożyska ślizgowe8. Łożyska ślizgowe
9. Turbosprężarki9. Turbosprężarki
10. Luz osiowy10. Luz osiowy
Dźwięki maszyn i uszkodzeńDźwięki maszyn i uszkodzeń
NaprawyNaprawy
1. Regeneracja głowicy1. Regeneracja głowicy
2. Sprężynowanie wału2. Sprężynowanie wału
3. Wymiana uszczelnień pokrywy głowicy3. Wymiana uszczelnień pokrywy głowicy
4. Wymiana uszczelnień na wale korbowym4. Wymiana uszczelnień na wale korbowym
5. Wymiana uszczelnień przewodów wysokiego ciśnienia5. Wymiana uszczelnień przewodów wysokiego ciśnienia
6. Remont turbosprężarki6. Remont turbosprężarki
7. Czyszczenie prądnicy7. Czyszczenie prądnicy
8. Wymiana termostatów w silniku spalinowym8. Wymiana termostatów w silniku spalinowym
9. Czyszczenie automatycznego filtra oleju9. Czyszczenie automatycznego filtra oleju
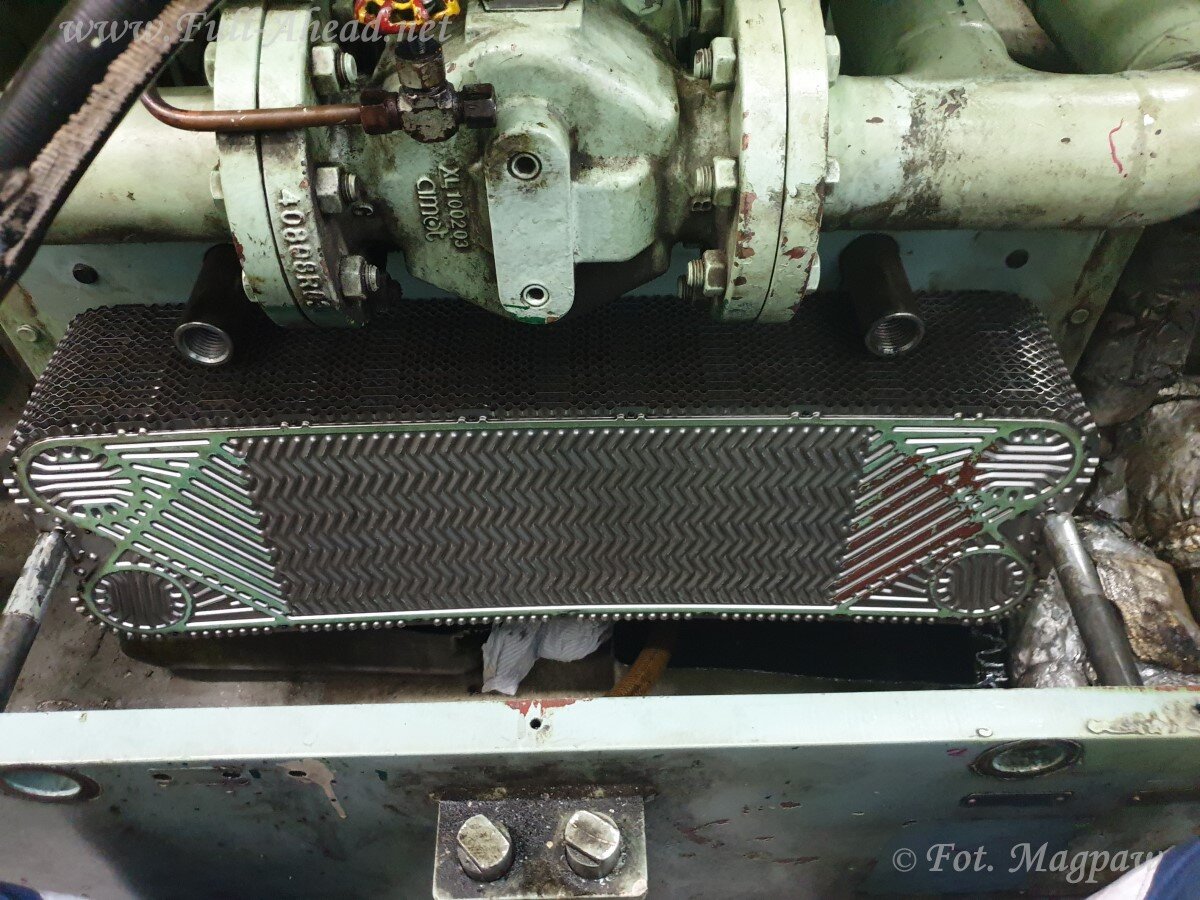
10. Wymiana uszczelnień chłodnicy oleju silnika10. Wymiana uszczelnień chłodnicy oleju silnika
11. Wymiana uszczelnień w zaworze startowym silnika głównego11. Wymiana uszczelnień w zaworze startowym silnika głównego
12. Przegląd odpowietrzenia krateru12. Przegląd odpowietrzenia krateru
Awarie
1. Uszkodzenia tłoka

Przyczyny:
– zakłócenie procesu spalania,
– niedrożność otworów, które służą podawaniu oleju w celu smarowania,
– nieprawidłowe zamontowanie tłoków,
– uszkodzenie układu chłodzenia.
Naprawa:
– wymiana.
Przyczyny:
– zbyt duże splanowanie głowicy,
– zbyt mały luz zaworowy,
– nieodpowiednia uszczelka głowicy,
– niewłaściwe wgłębienie zaworu,
– osadzanie się nagaru olejowego na główce tłoka,
– niewłaściwe czasy rozrządu zaworów,
– zbyt duże splanowanie głowicy,
– zbyt mały luz zaworowy,
– nieodpowiednia uszczelka głowicy,
– niewłaściwe wgłębienie zaworu,
– osadzanie się nagaru, olejowego na główce tłoka,
– niewłaściwe czasy rozrządu zaworów.
Naprawa:
– wymiana.

Przyczyny:
– nieodpowiednia dawka lub nieprawidłowy moment wtrysku paliwa,
– niedrożność otworów podawania oleju służącego do smarowania,
– opóźnienie zapłonu.
Naprawa:
– wymiana.

Przyczyny:
– nieodpowiednia dawka paliwa,
– nieprawidłowy moment wtrysku paliwa,
– wadliwy wtryskiwacz,
– nieodpowiednie chłodzenie tłoka,
– niedostateczne sprężanie.
Naprawa:
– wymiana.

Przyczyny:
– zużycie osiowe rowka pierścieniowego i pierścieni,
– błędny montaż tłoka,
– zalanie paliwem.
Naprawa:
– wymiana.

Przyczyny:
– nieodpowiednie ciśnienie sprężania,
– nieodpowiedni występ tłoka,
– zakłócenia w spalaniu.
Naprawa:
– wymiana.

Zużycie osiowe pierścieni tłokowych jest niewielkie. Zużycie osiowe powierzchni bocznych nut jest także niewielkie. Bieżnie pierścienia zgarniającego olej są zniszczone. Na płaszczu tłoka znajdują się mocne rysy, możliwe, że powstałe w wyniku kombinacji ze śladami tarcia albo zatarcia
Przyczyny:
– niedostateczna filtracja oleju smarnego (zabrudzony olej),
– wióry, materiał ścierny nieusunięty w czasie remontu,
– cząsteczki materiału w czasie docierania silnika.
Naprawa:
– sprawdzenie ciśnienia sprężania,
– w razie potrzeby wymiana układu cylindra‑tłoka‑pierścieni.

Przyczyny:
– wygięcie korbowodu,
– zbyt duży luz korbowodu,
– ukośne przetoczenie główki korbowodów,
– krzywe przetoczenie cylindra,
– krzywe zamontowanie pojedynczych cylindrów.
Naprawa:
– wymiana.

Przyczyny:
– zatarcie w główce korbowodu spowodowane niedostatecznym smarowaniem przy rozruchu,
– zbyt ścisłe przyleganie sworznia tłokowego,
– błędny montaż korbowodu pasowanego na gorąco.
Naprawa:
– wymiana.

Przyczyny:
– niewystarczające sprężanie,
– rozcieńczenie oleju przez paliwo,
– zakłócenia w spalaniu.
Naprawa:
– wymiana.

Przyczyny:
– wykorzystanie nieprawidłowych oringów,
– zakłócenie w przepływie środka chłodzącego,
– niewłaściwe osadzenie tulei cylindrowej,
– nieodpowiednia temperatura pracy (za niska lub za wysoka).
Naprawa:
– wymiana.
Przyczyna:
– osadzanie się nagaru olejowego na progu ogniowym tłoka przez dostawanie się nadmiernej ilości oleju do komory spalania z powodu uszkodzenia części lub przez zwiększenie przedmuchu gazu z przenoszeniem oleju do układu zasysania.
Naprawa:
– wymiana.
Szlifowanie cylindrów
Proces polega na powiększeniu ich średnicy w celu usunięcia wad i uszkodzeń gładzi cylindrowej. Proces wykonuje się poprzez:
usuniecie głowicy,
zwymiarowanie cylidnra,
rozwiercenie cylindra,
honowanie w celu osiągnięcia faktury przedstawionej na grafice:

w przypadku tulei cylindrowych – wymiana na nowe.
Powrót do spisu treściPowrót do spisu treści
5. Wał korbowy

Przyczyny:
– zbyt duże drgania skrętne, wywołane uszkodzeniem sprzęgieł, amortyzatorów drgań lub kół zamachowych,
– nieodpowiednia obróbka łożysk wału korbowego,
– mechaniczne uszkodzenia wału, powstałe przed montażem,
– mechaniczne przeciążenie wału korbowego spowodowane zakłóceniami spalania,
– uszkodzenie materiału,
– osłabienie materiału na skutek np. uszkodzenia łożyska
Naprawa:
– wymiana.



Wymiana wału korbowego
Na wymianę wału korbowego składają się następujące czynności:
usunięcie oleju z silnika,
demontaż miski olejowej lub włazów inspekcyjnych w bloku silnika oraz stopek korbowodów,
wymontowanie głowicy i tłoków z korbowodami,
wyjęcie z cylindrów tłoków wraz ze sworzniami i pierścieniami uszczelniającymi,
wymiana uszczelki głowicy i rozrządu,
szlifowanie lub wymiana wału,
montaż w odwrotnej kolejności,
wymiana oleju.
Szlifowanie wału korbowego
Szlifowanie wału korbowego składa się z następujących czynności:
sprawdzenie stanu wału korbowego,
demontaż wału korbowego,
utwardzanie, które inaczej określa się jako azotowanie,
polerowanie wału korbowego,
wywarzanie,
montaż ponowny w silniku.
Szlifowanie wału odbywa się na specjalistycznych maszynach przeznaczonych do tego celu; konieczne jest ich precyzyjne szlifowanie z dokładnością do 0,005 mm.
Wymiana panewek
W skomplikowanych konstrukcjach silników tłokowych (szczególnie silników pomocniczych):
wyjęcie wału lub zdjęcie głowicy (w zależności od konstrukcji),
wydobycie cylindrów wraz z korbowodami i panewkami od góry,
sprawdzenie stanu wykorbień wału korbowego,
czasem wymagany jest szlif wału korbowego,
wymianie panewek głównych wału korbowego,
czasem wymagane jest planowanie głowicy, wymiana pierścieni tłokowych itd.
Powrót do spisu treściPowrót do spisu treści
6. Korbowód






Docieranie zaworów
Docieranie zaworów do gniazd zaworowych składa się z następujących czynności:
sprawdzenie optyczne gniazd zaworowych oraz zaworów silnikowych,
wykonanie testu szczelności za pomocą benzyny ekstrakcyjnej lub oleju napędowego (w czasie testu zawory muszą być zamknięte),
po stwierdzeniu nieszczelności nałożyć i rozprowadzić po zaworach w miejscach ich styku z gniazdem niewielką ilość pasty ciernej służącej do docierania zaworów,
docieranie przeprowadza się ręcznie lub przy pomocy wkrętarki lub korzystając z mechanicznych urządzeń pomagających przy tym procesie; w czasie docierania usuwa się naloty, osady, korozję czy drobne uszkodzenia,
w czasie docierania powierzchnie gniazd zaworowych oraz części zaworu, który styka się z gniazdem, stają się równe i wzajemnie dopasowane,
po docieraniu boczne części zaworów trzeba doprowadzić do jednolitego, srebrzystego wyglądu zaworu,
ponowne sprawdzenie szczelności,
w przypadku nieszczelności powtórzyć proces docierania lub rozważyć wymianę pary gniazd zaworowych wraz z zaworami,
po osiągnięciu szczelności składa się silnik.
Powrót do spisu treściPowrót do spisu treści
8. Łożyska ślizgowe

Przyczyny:
– za słabe dokręcenie śrub,
– wibracje lub drgania korpusu lub wału korbowego,
– wygięcie wału korbowego,
– odkształcenie korpusu,
– zbyt małe naprężenie wstępne.
Naprawa:
– wymiana.
Przyczyny:
– zużycie materiału,
– wysoka temperatura pracy,
– kawitacja,
– erozja,
– zanieczyszczenie oleju wodą,
– zanieczyszczenie oleju środkami zapobiegającymi zamarzaniu,
– oddziaływanie kwasów i soli metali powstających podczas starzenia oleju,
– oddziaływanie niedopuszczalnych dodatków do olejów o agresywnym działaniu,
– oddziaływanie produktów spalania, takich jak siarka i siarkowodór, o agresywnym działaniu.
Naprawa:
– wymiana.

Przyczyny:
– nieodpowiedni materiał znajdujący się na łożysku,
– praca w zbyt wysokiej temperaturze.

Przyczyna:
– obecność ciał obcych w zasysanym powietrzu lub w spalinach.
Naprawa:
– wymiana.


Przyczyny:
– zanieczyszczenie lub nieodpowiednie parametry oleju silnikowego,
– ograniczone smarowanie łożysk turbosprężarki lub jego całkowity brak,
– zbyt wysoka temperatura spalin.
Naprawa:
– wymiana.
Powrót do spisu treściPowrót do spisu treści
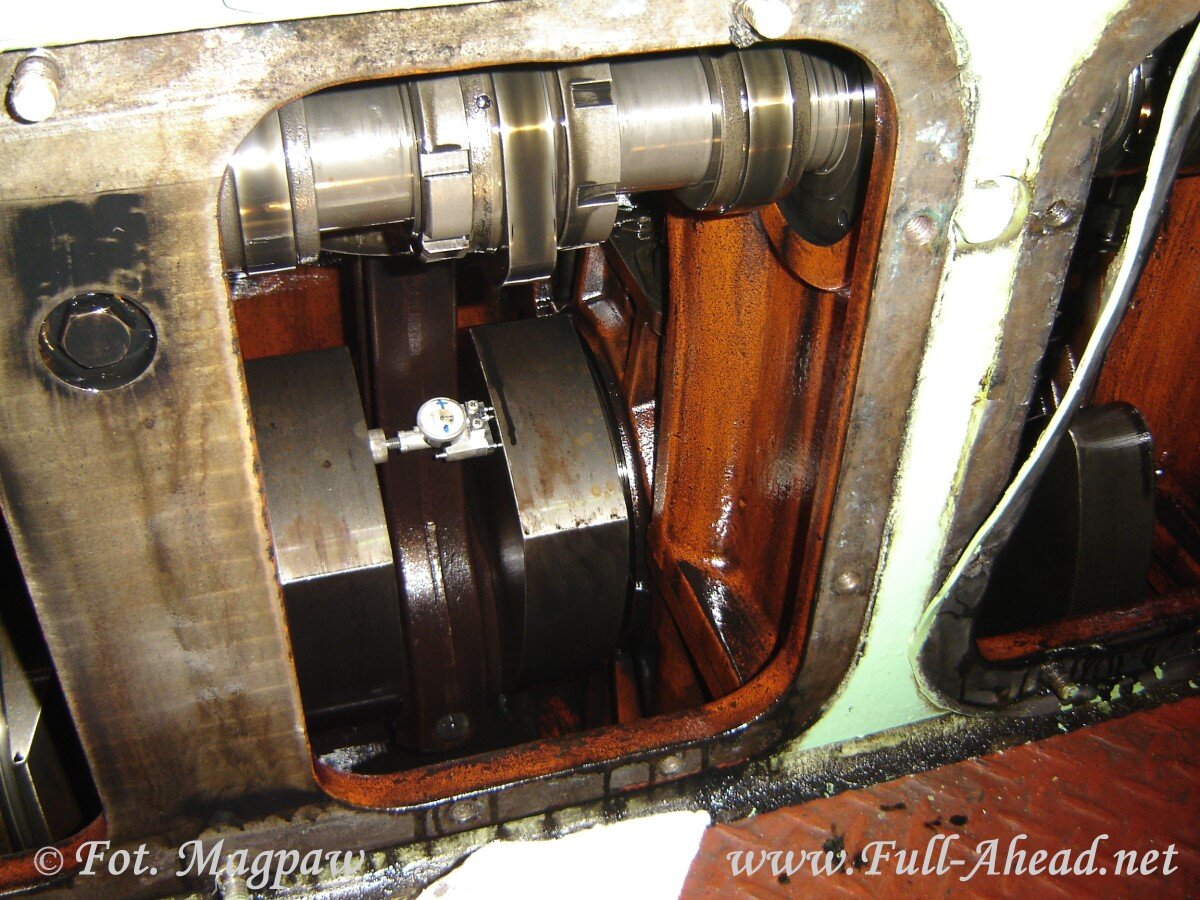
10. Luz osiowy


Osiowanie wałów
W celu usunięcia luzów wykonuje się osiowanie. Głównym celem osiowania wałów jest upewnienie się, że środkowa linia wału wirnika silnika pokrywa się z linią środkową napędzanej maszyn, tj. pompą lub generatorem. Osiowanie wałów służy zapobieganiu drganiom oraz ułatwia płynną pracę maszyny.
Powrót do spisu treściPowrót do spisu treści
Dźwięki maszyn i uszkodzeń
Powrót do spisu treściPowrót do spisu treści
Naprawy awarii
1. Regeneracja głowicy
























































































































Następnie wklejamy je podobnie jak to ma miejsce na innych wymiennikach płytowych.

Następnie wklejamy je podobnie jak to ma miejsce na innych wymiennikach płytowych.

Następnie wklejamy je podobnie jak to ma miejsce na innych wymiennikach płytowych.

Następnie wklejamy je podobnie jak to ma miejsce na innych wymiennikach płytowych.


Powrót do spisu treściPowrót do spisu treści
11. Wymiana uszczelnień w zaworze startowym silnika głównego












































Separator oleju z wyjętym wkładem.

Separator oleju z wyjętym wkładem.


