E‑BOOK – Dokumentacja techniczno‑technologiczna włókienniczych wyrobów dziewiarskich
MOD.14. Nadzorowanie procesów wytwarzania i wykończania wyrobów włókienniczych wyodrębnionej w zawodzie technik włókiennik

E‑book Dokumentacja techniczno‑technologiczna włókienniczych wyrobów dziewiarskich
SPIS TREŚCI
Podstawy systemu zarządzania jakością wyrobów dziewiarskich oraz normalizacja w zakresie wytwarzania i wykończania dzianin wytwarzanych metodą szydełkowania rządkowegoPodstawy systemu zarządzania jakością wyrobów dziewiarskich oraz normalizacja w zakresie wytwarzania i wykończania dzianin wytwarzanych metodą szydełkowania rządkowego
Kontrola jakości wyrobów dziewiarskich wytwarzanych na szydełkarkachKontrola jakości wyrobów dziewiarskich wytwarzanych na szydełkarkach
Charakterystyka maszyn i urządzeń włókienniczych wytwarzających dzianiny rządkoweCharakterystyka maszyn i urządzeń włókienniczych wytwarzających dzianiny rządkowe
Netografia i bibliografiaNetografia i bibliografia
Powiązane materiały multimedialnePowiązane materiały multimedialne
1. Podstawy systemu zarządzania jakością wyrobów dziewiarskich oraz normalizacja w zakresie wytwarzania i wykończania dzianin wytwarzanych metodą szydełkowania rządkowego
Dokumentacja wyrobu wprowadzanego do produkcji jest aktem normatywnym przedstawiającym sposób jego wykonania. Celem opracowania dokumentacji jest przygotowanie wytycznych do prowadzenia procesu technologicznego we wszystkich jego fazach. Dokumentacja wyrobu dziewiarskiego składa się z części techniczno‑technologicznej i ekonomiczno‑handlowej.
Dokumentacja techniczno‑technologiczna dzianiny zawiera następujące informacje:
nazwę lub symbol dzianiny,
parametry przędzy:
- skład procentowy,
- masa liniowa,
parametry dzianiny surowej:
- ścisłość rządkowa,
- ścisłość kolumienkowa,
- wrobienie przędzy w dzianinie,
- odpady i zaniki, szerokość dzianiny,
- masa liniowa dzianiny,
- splot,
- masa metra kwadratowego dzianiny,
parametry maszyny dziewiarskiej,
procesy wykończenia (opis poszczególnych operacji wykończalniczych, typ maszyny na której była dana operacja wykonana),
parametry dzianiny wykończonej:
- szerokość,
- ścisłość rządkowa,
- ścisłość kolumienkowa,
- masa liniowa,
- masa powierzchniowa,
- wytrzymałość na przebicie kulką,
- zmiany wymiarów po praniu wodnym,
- grubość,
- odporności wybarwień,
przepis prania i konserwacji,
próbkę dzianiny.
Przy produkcji dzianin półodpasowanych podaje się dodatkowo informacje technologiczne dotyczące procesu dziania, np. długość odcinków dzianiny na poszczególne elementy wyrobu i liczbę igieł włączanych do pracy.
Przy produkcji dzianin odpasowanych podaje się dodatkowo informacje technologiczne dotyczące liczby igieł włączanych do pracy i wyłączanych na poszczególnych częściach wyrobu.
W przepisach technologiczno‑organizacyjnych określa się:
zestawienie operacji technologicznych,
normy czasu pracy,
zestawienie maszyn i urządzeń pomocniczych,
Dokumentacja ekonomiczno‑handlowa jest sporządzana w celu ustalenia ceny wyrobu i pełni funkcję informatora o kosztach wytwarzania dzianiny.
Do elementów składowych dokumentacji należą:
kalkulacja norm zużycia materiałów podstawowych oraz pomocniczych potrzebnych do produkcji wyrobu,
ceny jednostkowe materiałów podstawowych i pomocniczych,
koszty obróbki dzianiny wykonywane u kontrahentów,
koszty wynikające z norm pracy poszczególnych faz produkcji dzianiny,
normatywny współczynnik jakości wyrobu,
ogólny koszt wytworzenia.
Obliczanie parametrów dzianiny
Obliczanie masy powierzchniowej dzianiny
Masę powierzchniową dzianiny obliczamy na podstawie wzoru:
M Indeks dolny pr Indeks dolny koniecpr – masa ważonej próbki wyrażona w gramach,
l - długość próbki dzianiny wyrażona w mm,
b – szerokość próbki dzianiny wyrażona w mm.
Ścisłość rządkowa i kolumienkowa
Ścisłość rządkowa dzianiny oznaczana symbolem PIndeks dolny r Indeks dolny koniecr to liczba rządków w jednostce długości.
Ścisłość kolumienkowa dzianiny oznaczana symbolem PIndeks dolny k Indeks dolny konieck to liczba kolumienek w jednostce długości.
Jako jednostkę długości najczęściej przyjmuje się 100 mm.
W praktyce wyznaczenie ścisłości rządkowej i kolumienkowej polega na przeliczeniu oczek w rządku i kolumience na 100 mm. W przypadku dzianin o splocie lewoprawym ścisłości wyznacza się po jednej stronie dzianiny. Przy wyznaczaniu tych parametrów dla dzianin dwuprawych wzorzystych należy przeliczać oczka po obu stronach, ponieważ liczba oczek dla każdej ze stron może być różna.
Wymiary płaskie oczek
Szerokość kolumienek oczek obliczamy na podstawie wzoru:
PIndeks dolny K – Indeks dolny koniecK –oznacza ścisłość kolumienkową
Wysokość rządków oczek obliczamy na podstawie wzoru:
PIndeks dolny rr – oznacza ścisłość rządkową
Współczynnik kształtu oczka
Współczynnik kształtu oczka określa stosunek wysokości rządka oczek do szerokości kolumienki lub stosunek ścisłości kolumienkowej do ścisłości rządkowej:
A – szerokość kolumienki oczek,
B- wysokość rządka oczek,
PIndeks dolny kk – ścisłość kolumienkowa,
PIndeks dolny r Indeks dolny koniecr – ścisłość rządkowa.
Wrobienie rządkowe
Wrobienie rządkowe określa stosunek długości wrobionej w rządek nitki do długości uzyskanego rządka. W odniesieniu do jednego oczka jest to stosunek długości nitki w oczku do szerokości uzyskanej kolumienki.
l – długość nitki w oczku,
A – szerokość kolumienki oczek.
Wrobienie kolumienkowe
Wrobienie kolumienkowe określa stosunek długości wrobionej w kolumienkę nitki do długości uzyskanej kolumienki lub stosunek nitki w oczku do wysokości uzyskanego rządka oczek.
l – długość nitki w oczku,
B – wysokość rządka oczek.
Masa powierzchniowa dzianiny
Dla dzianin gładkich rządkowych o splocie lewoprawym masę 1 mIndeks górny 2 Indeks górny koniec2 można obliczyć ze wzoru:
Tt – masa liniowa nitki w mg/m,
l – długość nitki w oczku w mm,
PIndeks dolny kk – ścisłość kolumienkowa,
PIndeks dolny r Indeks dolny koniecr – ścisłość rządkowa.
Dla dzianin o splotach podstawowych: dwuprawym, interlokowym i dwulewym masę 1 mIndeks górny 2 Indeks górny koniec2 obliczamy ze wzoru:
PIndeks dolny kk PIndeks dolny r Indeks dolny koniecr – liczba rządków i kolumienek na 100 mm wyznaczona po jednej stronie dzianiny. Masę oczek drugiej strony dzianiny uwzględnia współczynnik 2.
W dzianinach o splocie dwulewym ścisłość rządkową do powyższego wzoru wyznacza się po jednej stronie dzianiny, licząc rządki po lewej stronie.
Dla dzianin wzorzystych obliczanie masy powierzchniowej jest zależne od ich budowy.
Surowce stosowane do produkcji dzianin
Klasyfikacja dzianin według surowców:
bawełniane,
bawełnopodobne,
wełniane,
wełnopodobne,
z ciągłych włókien sztucznych,
z ciągłych włókien syntetycznych,
z nitek teksturowanych,
z nitek mieszankowych.
Asortymenty wyrobów dziewiarskich:
odzieżowe - do tej grupy wyrobów należą: płaszcze, futra, żakiety, garsonki, spódnice, spodnie, golfy, ubrania sportowe, marynarki,
bieliźniane - do tej grupy należą: koszule, piżamy, podkoszulki, spodenki,
galanteryjne - do tej grupy należą: biustonosze, szaliki, krawaty, rękawiczki, getry,
pończosznicze - do tej grupy należą: skarpetki, rajstopy, pończochy,
dekoracyjne i obiciowe - do tej grupy należą: serwety, narzuty, obicia meblowe,
pasmanteryjne - do tej grupy należą: koronki, lamówki,
techniczne i specjalne.
Przykładowe dzianiny metrażowe:


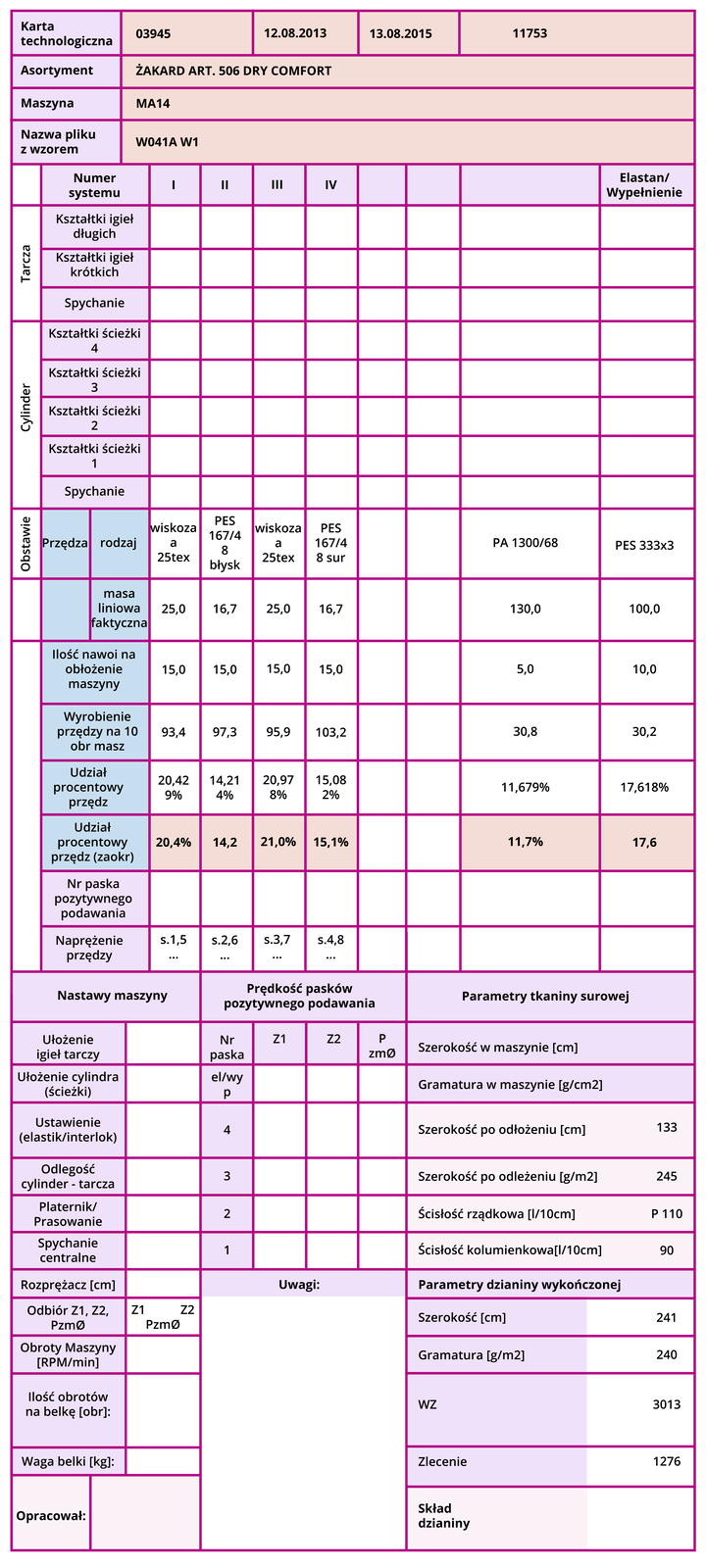
Przykładowa karta technologiczna dzianiny metrażowej z szydełkarki cylindrycznej
Wyniki badań laboratoryjnych / Laboratory test record
Artykuł / nr maszyny dziewiarskiej (Article, knitting machine nr)……………… | …………………………….. | Nr wsadu (Batch nr) ……………….. |
Skład surowcowy Fibre content | 62% cotton 38% PET | Nr Rolki Roll no …….. |
Lp. | Badany parametr Tested property | Jednostka Unit | Częstotliwość Frequency | Wymaganie Requirement/tolerance | Wynik Result | Ocena Verification OK / NOK | ||
1 | Szerokość robocza Usable width | cm | 1 x partię prod. | 230 ≥ 0% (≥ 230) | ||||
2 | Kolor – porównanie z próbką referencyjną Metameric failure (colour deviation from the reference sample) | 1 x partię prod. | Zgodny z referencją | |||||
3 | Zapach Odour | 1 x partię prod. | Bez nienaturalnego zapachu | |||||
4 | Skos Overall skew | % | 1 x miesiąc | Max 4% | ||||
5 | Łuk Bow | % | 1 x miesiąc | Max 2% | ||||
6 | Gramatura Mass per unit area | g/m² | 1 x partię prod. | 190+10/-5% (180,5÷209) | ||||
7 | Zmiana wymiarów po praniu Dimensional change after washing 60C | Kolumienki wales | % | 1 x partię prod. | ±5% | |||
Rządki courses | 1 x partię prod. | ±5% | ||||||
8 | pH | stopień | 1 x partię prod. | 4,0 ÷7,5 | ||||
9 | Pilling Obciążenie 155g Loading weight 155g | 2000 cykli | stopień | Po zmianie przędzy | Min 3 | |||
10 | Abrazja Abrasion resistance‑thread breakage | 10 000 suwów | Po zmianie przędzy | Min 10 000 | ||||
11 | Ścisłości Density | Kolumienki wales | Po zmianie przędzy | 11‑12,5 +10/-5% (10,45 ÷ 13,75) | ||||
Rządki courses | 9,2‑10,7 +10/-5% (8,74÷11,77) | |||||||
12 | Rozciąganie Un‑recovered elasticity | Kolumienki wales | Po zmianie przędzy | Medium < 4,6% | ||||
Rządki courses | Medium < 4,6% | |||||||
Ustawienia suszarko‑stabilizerki Stentering proces settings
Szerokość Width | cm | |
Temperatura Temperature | °C | |
Prędkość Speed | m/min | |
Naddanie feeding ratio | % |
Uwagi
Data i podpis laboranta Date and signature: ………………………………
Indeks górny Dokument udostępniony przez firmę BOWI STYL w Łodzi Indeks górny koniecDokument udostępniony przez firmę BOWI STYL w Łodzi
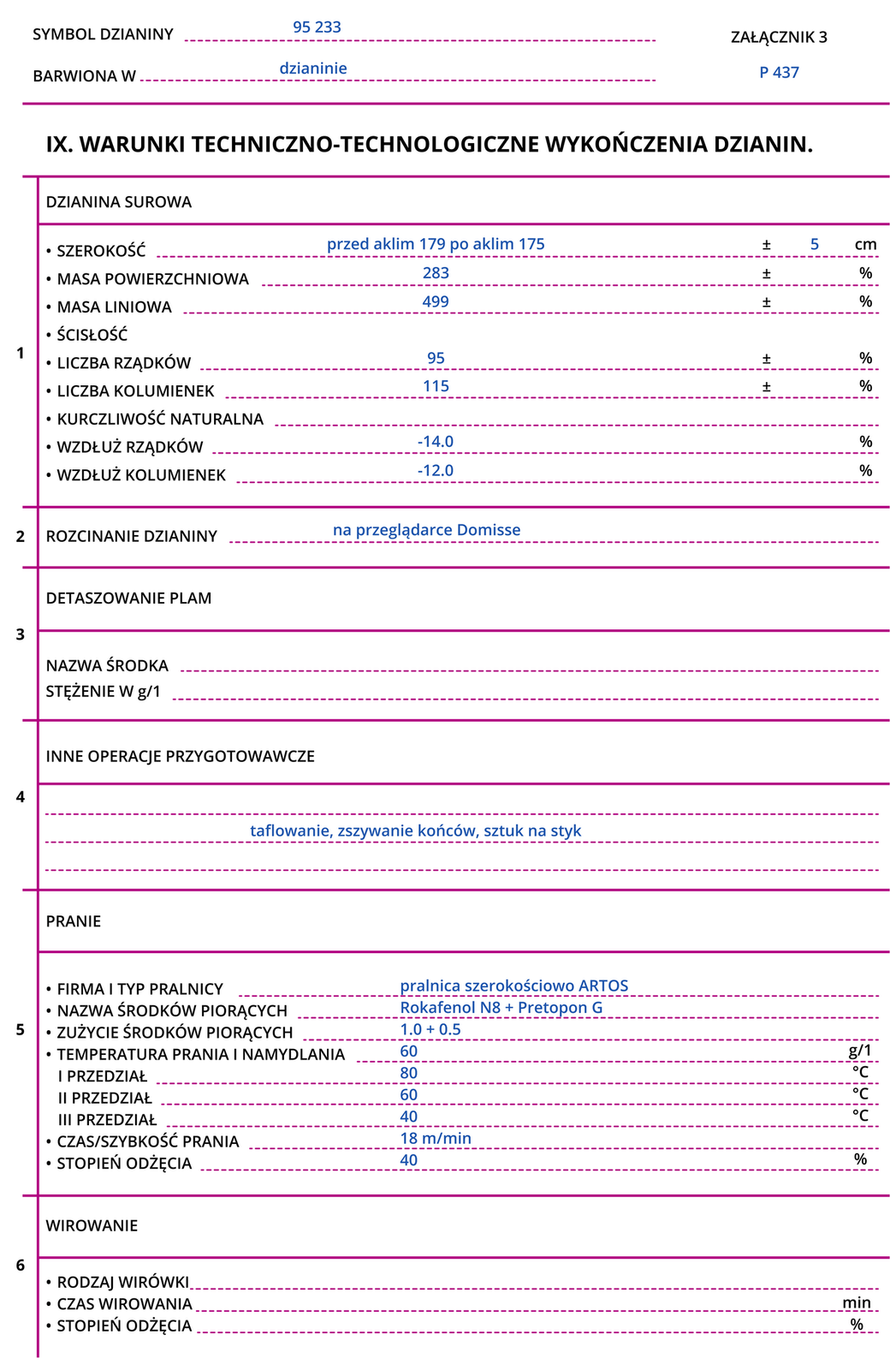
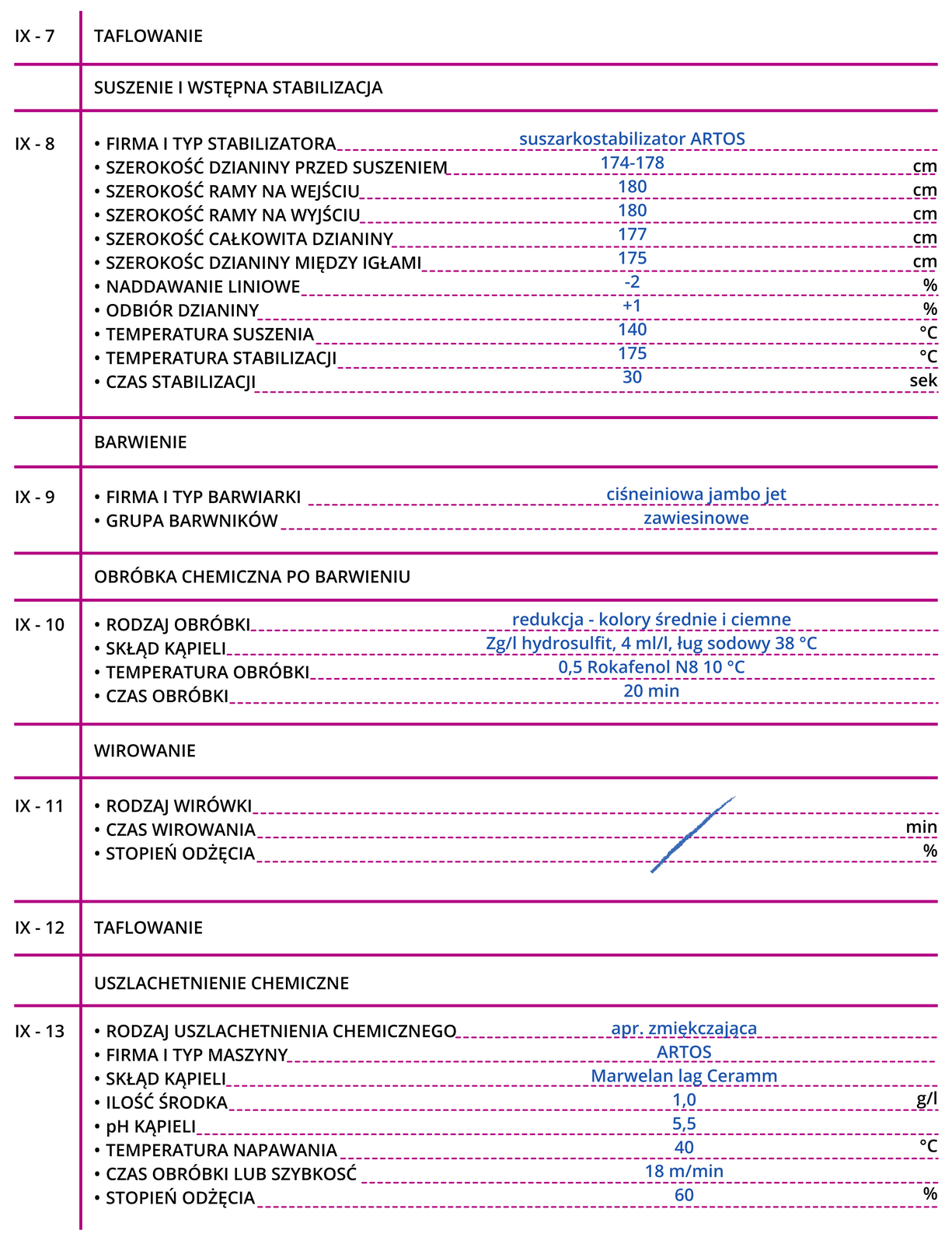
Wykańczanie dzianin
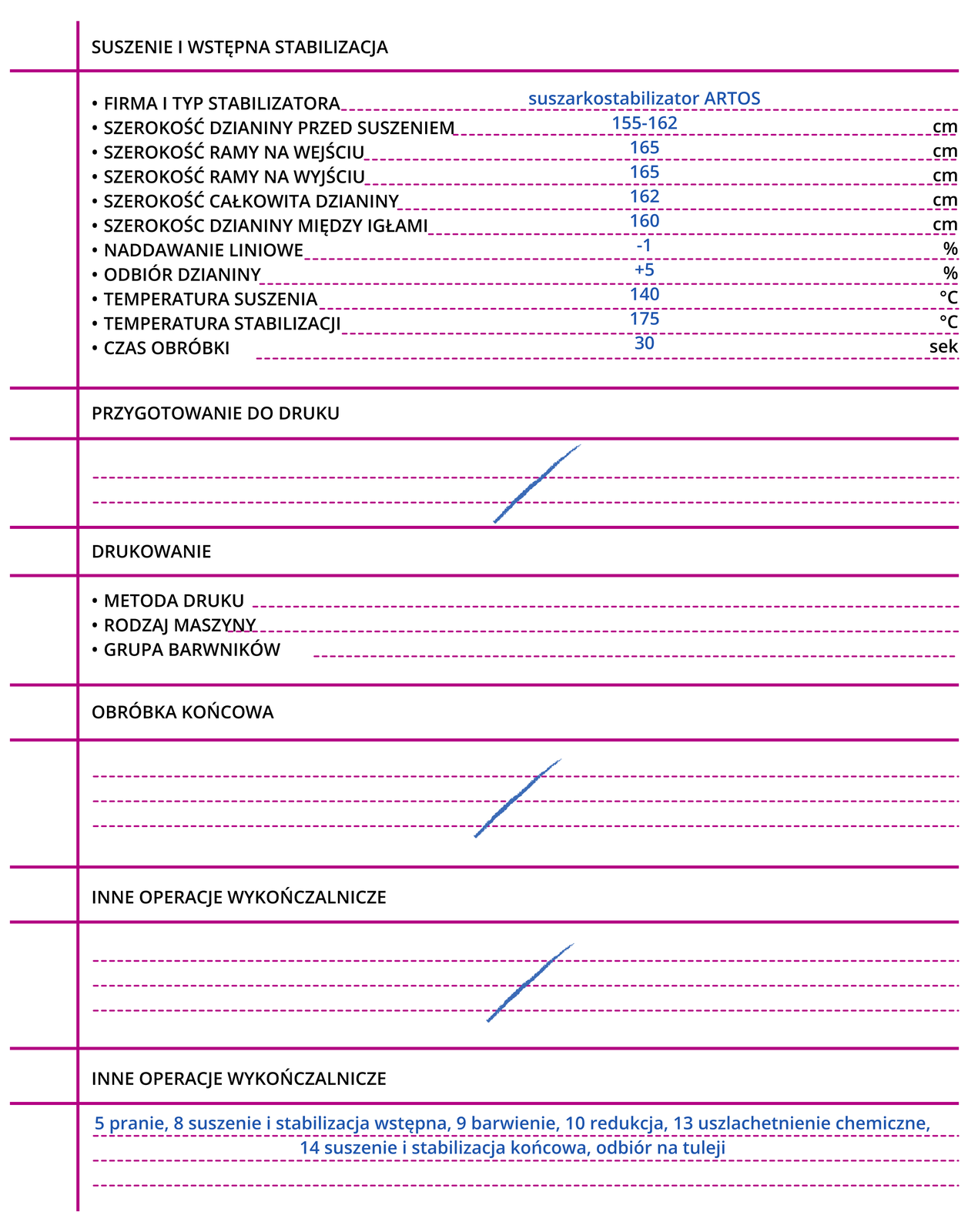
Po procesie wytwarzania dzianiny na szydełkarkach, dzianina jest wykańczana zgodnie z zaplanowanym procesem technologicznym, który obejmuje następujące etapy:
przeglądanie na przeglądarce w celu ustalenia jakości wyrobu,
taflowanie i zszywanie końców sztuk,
pranie, w którym usuwa się zabrudzenia pochodzące z procesów technologicznych,
wirowanie,
falowanie,
barwienie, jeżeli nie były barwione nitki,
obróbka chemiczna po barwieniu,
wirowanie,
taflowanie,
uszlachetnianie chemiczne,
suszenie i stabilizacja końcowa,
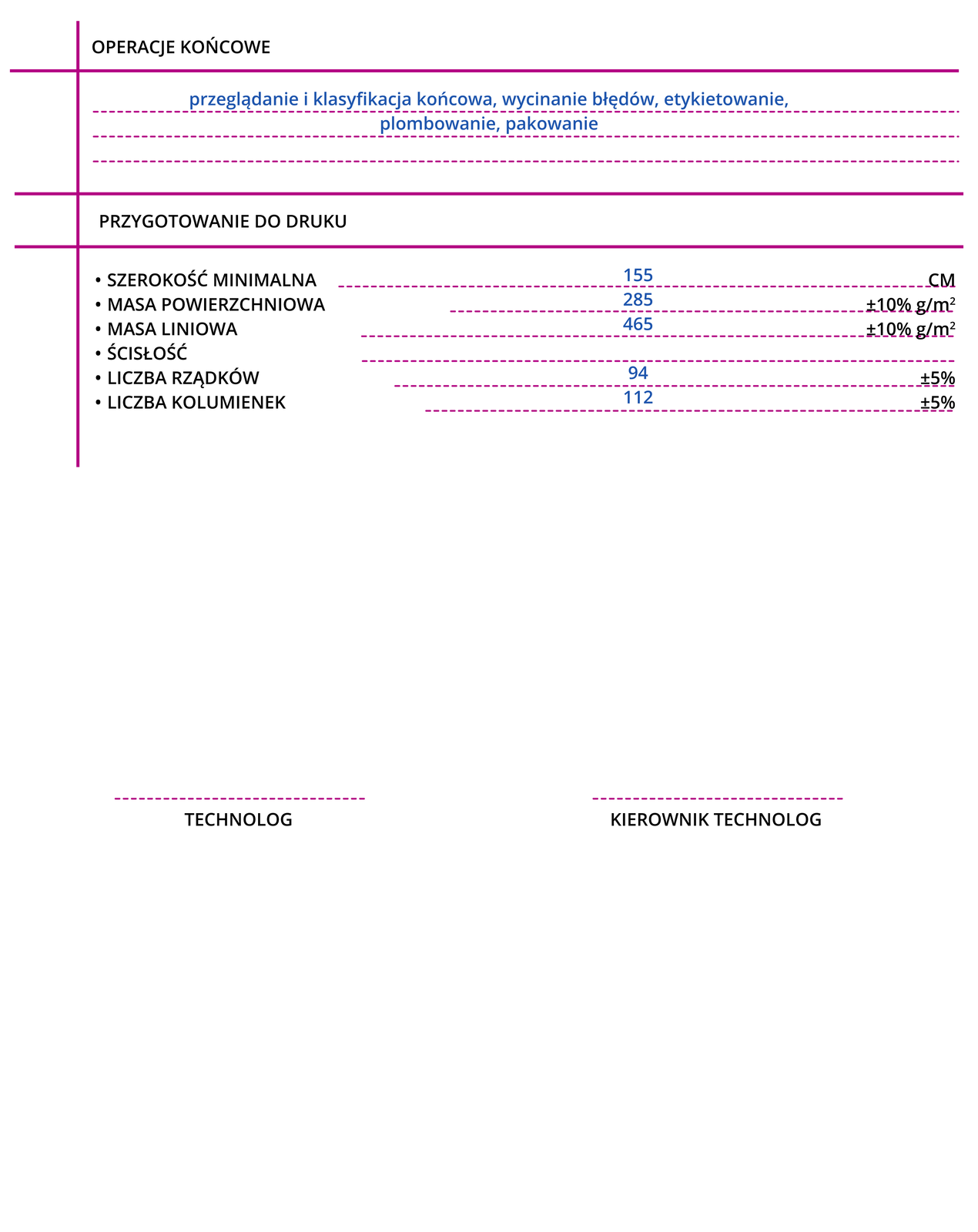
przeglądanie i klasyfikacja końcowa,
wycinanie błędów,
etykietowanie,
plombowanie,
pakowanie.
Przykładowy proces wykańczania dzianiny wykonanej z nitek białych:
falowanie i zszywanie sztuk,
pranie w pralnicy szerokościowej,
I przedział temperaturowy – 80Indeks górny 00C,
II przedział temperaturowy – 60Indeks górny 00C,
III przedział temperaturowy – 40Indeks górny 00C,
czas prania 18 m/min,
stopień odżęcia 40%,
suszenie wstępne i stabilizacja,
suszenie w temperaturze 140Indeks górny 00C,
wstępna stabilizacja w temperaturze 175Indeks górny 00C,
czas trwania – 30 s,
barwienie w aparatach ciśnieniowych,
zakres temperatury od 40Indeks górny 00C do 130Indeks górny 00C,
czas barwienia – 210 min,
nanoszenie preparacji zmiękczającej,
końcowa stabilizacja
suszenie 130Indeks górny 00C,
zakres temperatury od 165Indeks górny 00C do 175Indeks górny 00C,
czas trwania – 30 s.
brakowanie i nawijanie na tuleje,
pakowanie.
Powrót do spisu treściPowrót do spisu treści
3. Kontrola jakości wyrobów dziewiarskich wytwarzanych na szydełkarkach
Klasyfikacja wyrobów gotowych
Wyroby dziewiarskie są klasyfikowane według:
PN‑72/P‑06723 Wyroby dziewiarskie. Stopnie jakości,
PN 72/P -06724 Wyroby dziewiarskie z przędz kędzierzawionych. Stopnie Jakości,
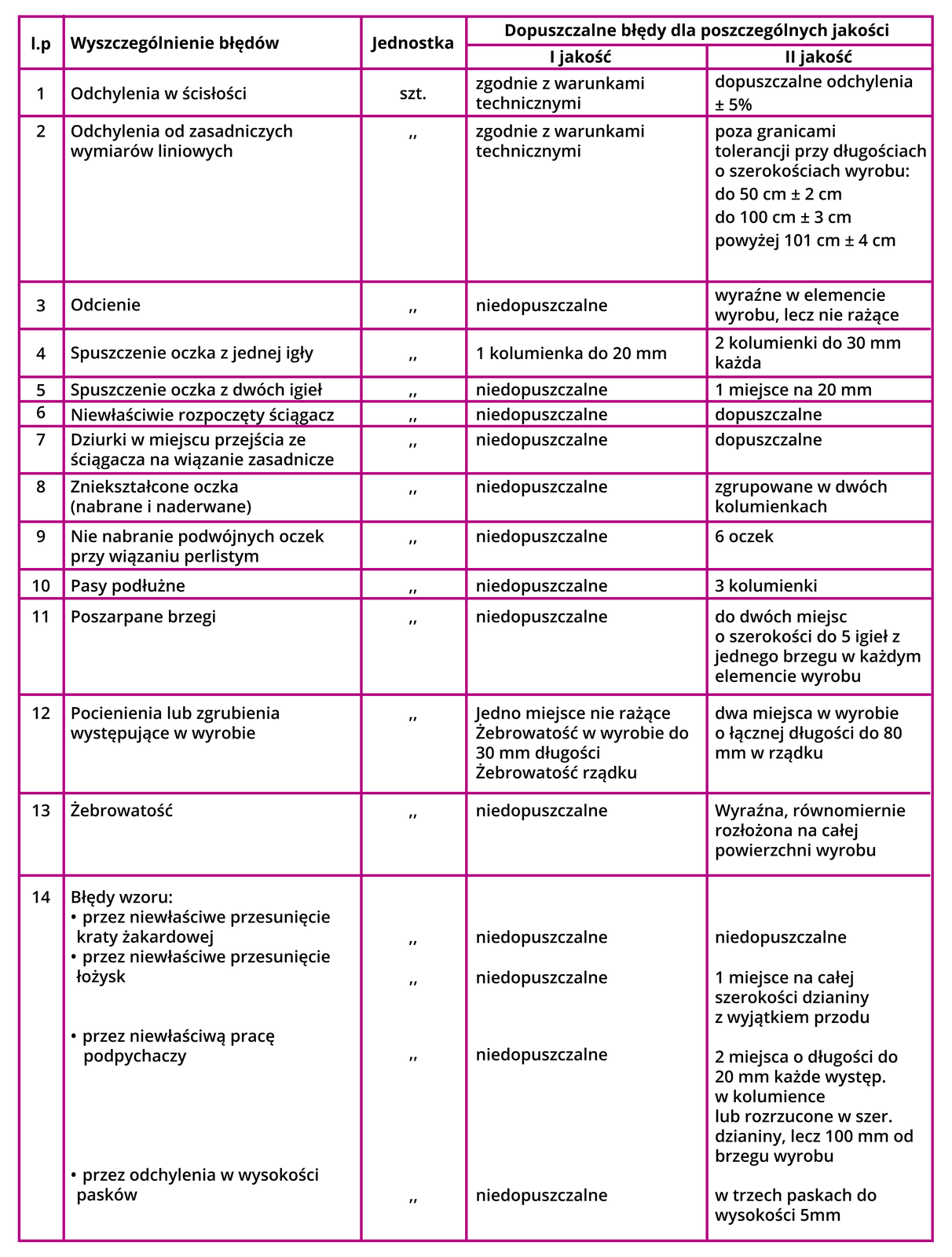
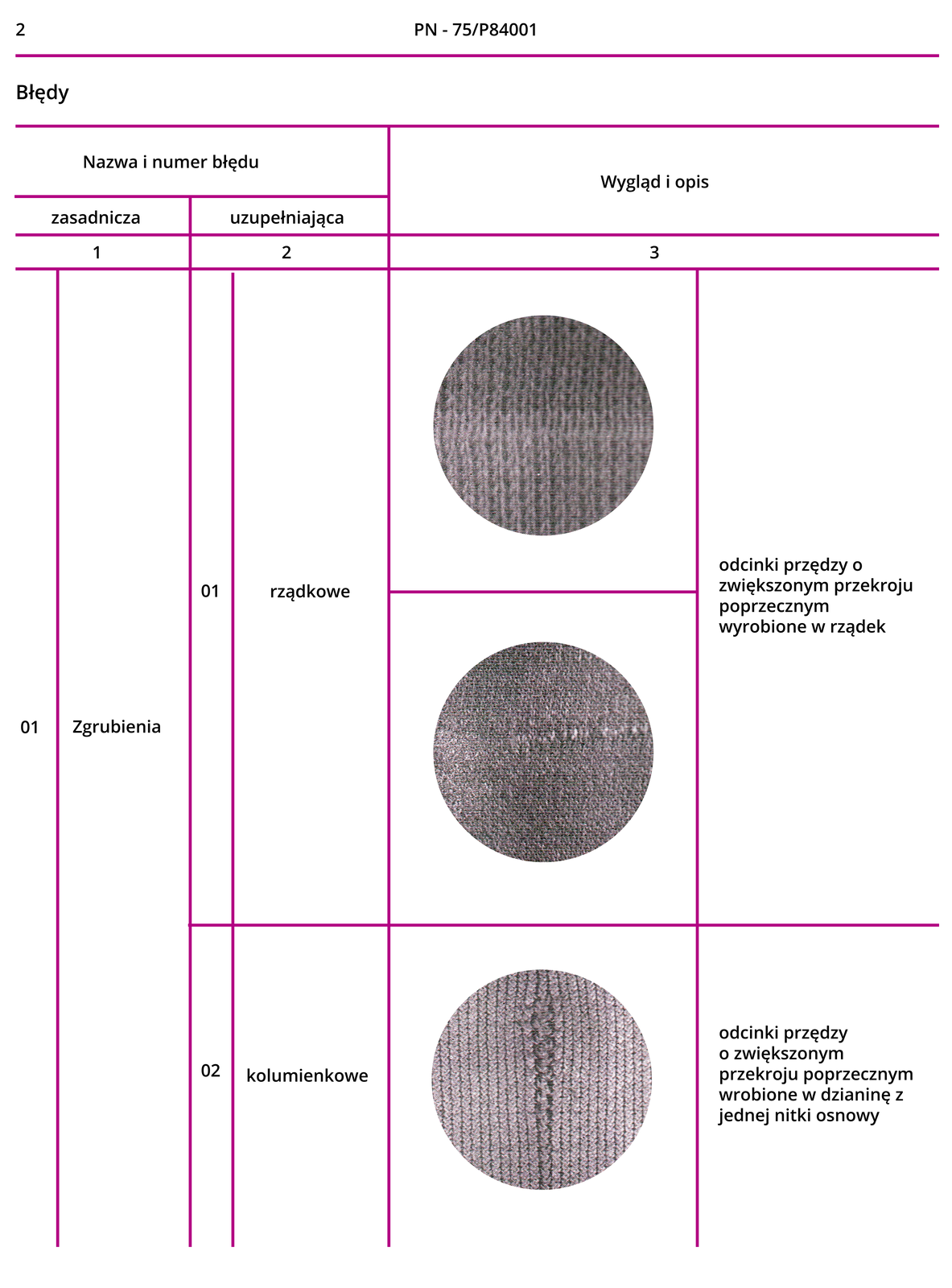
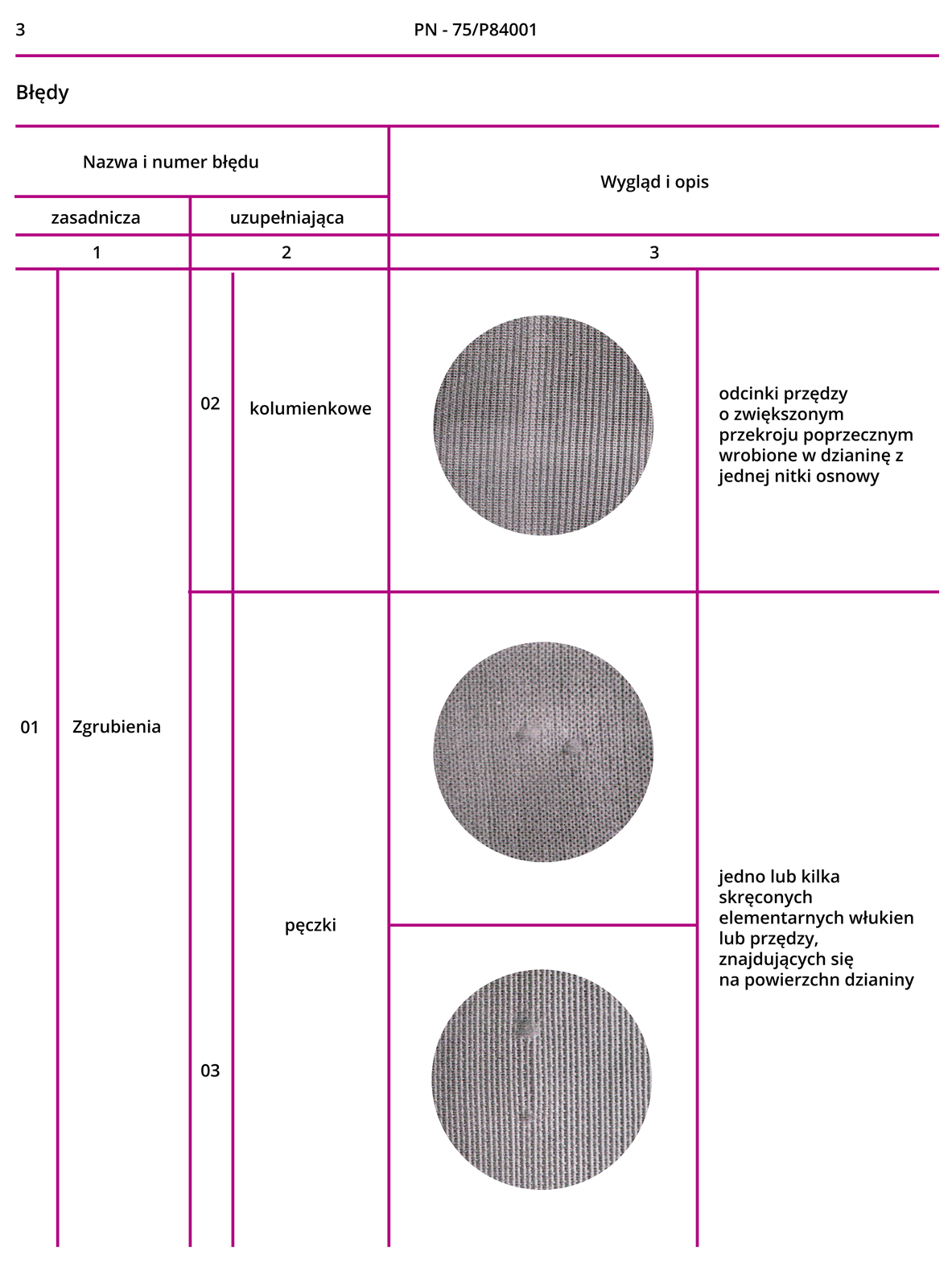
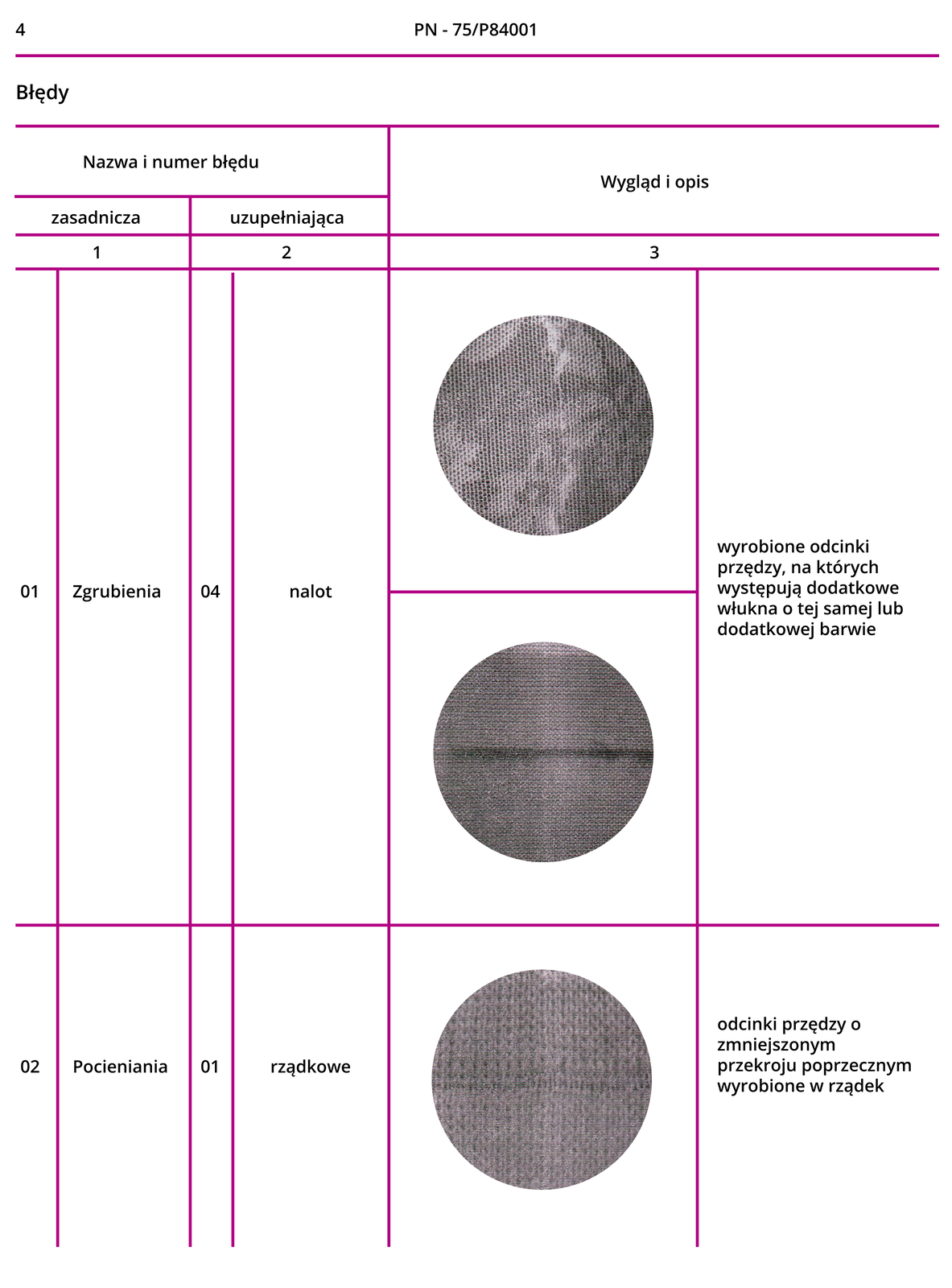
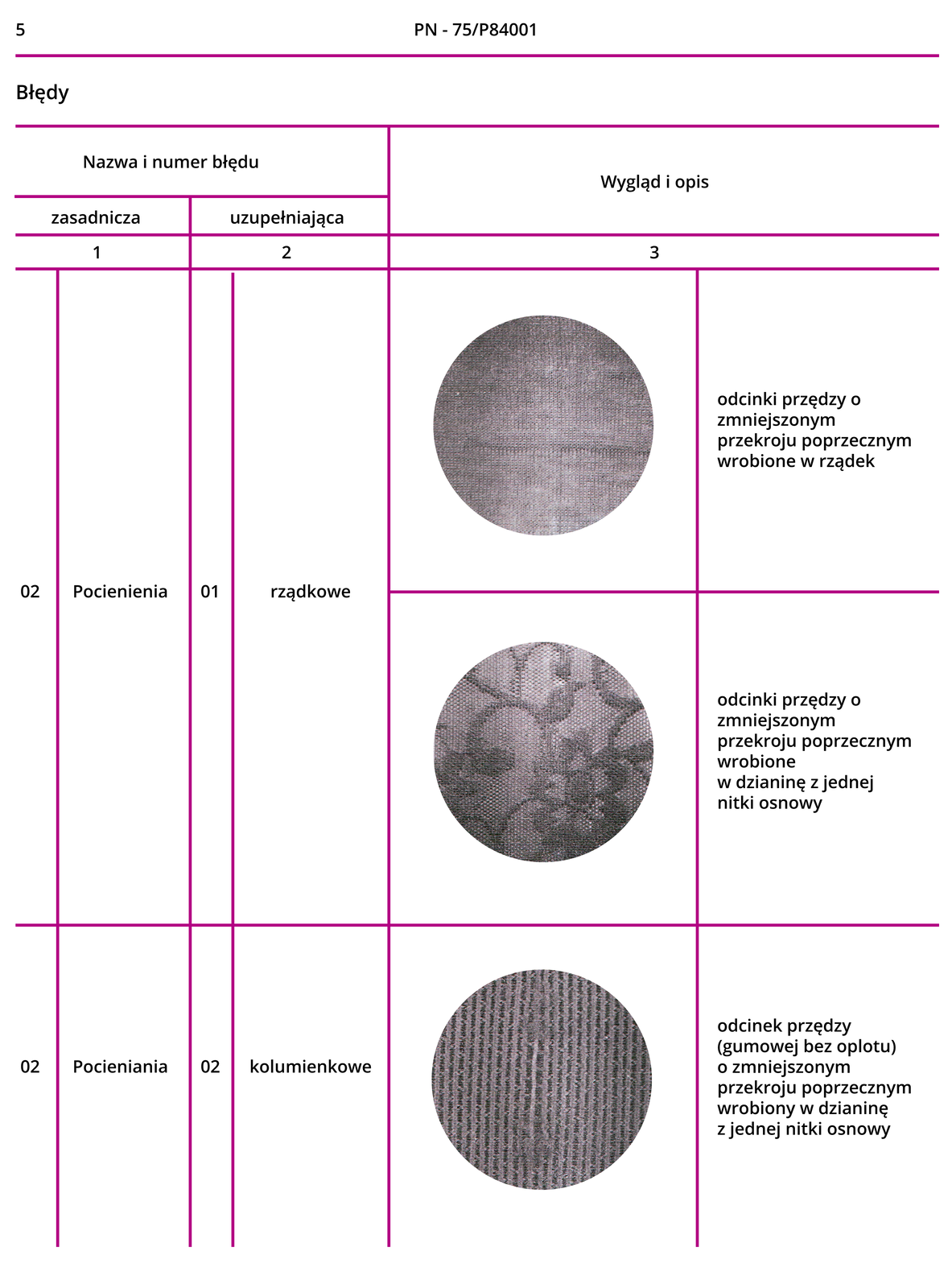
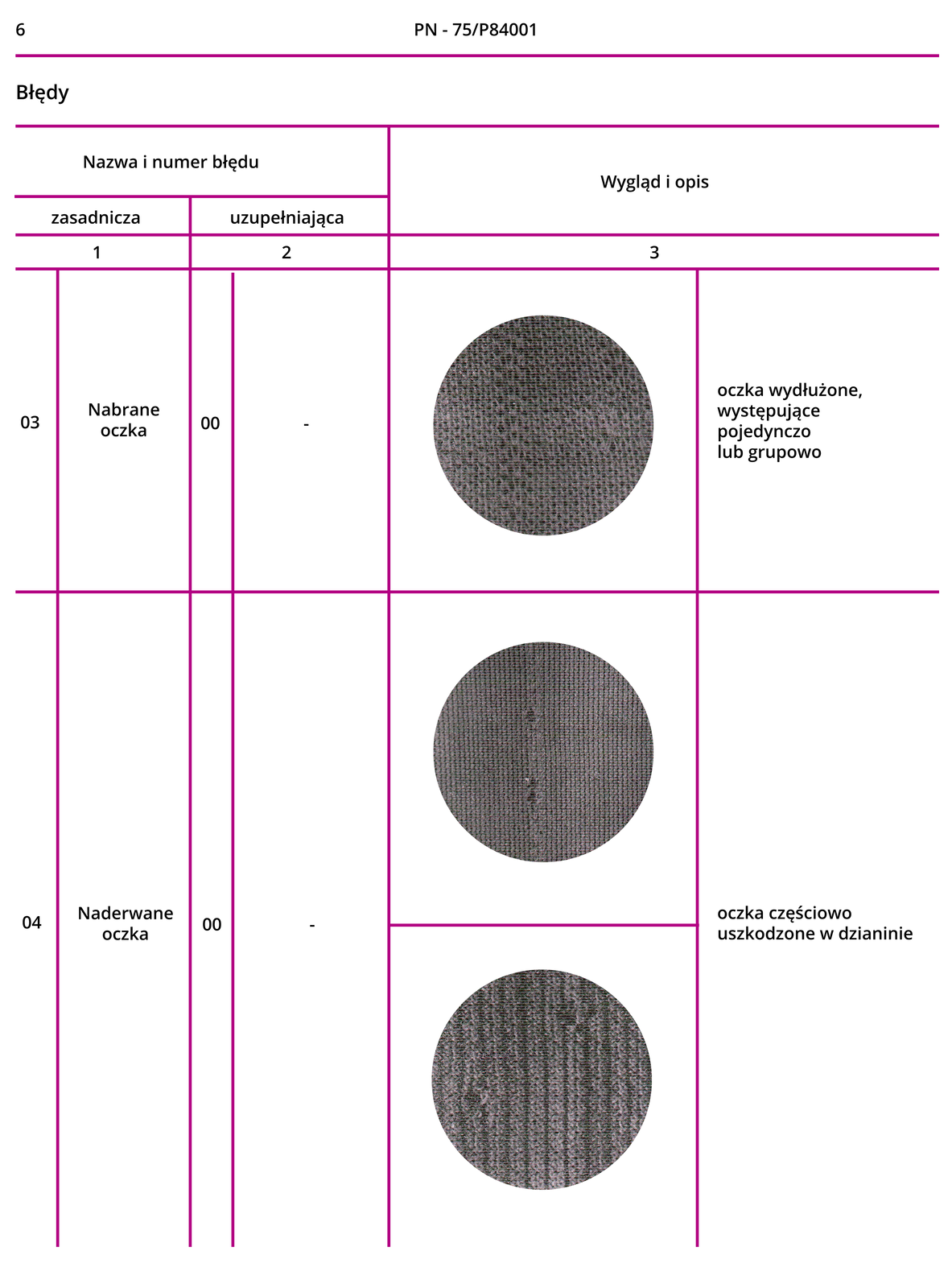
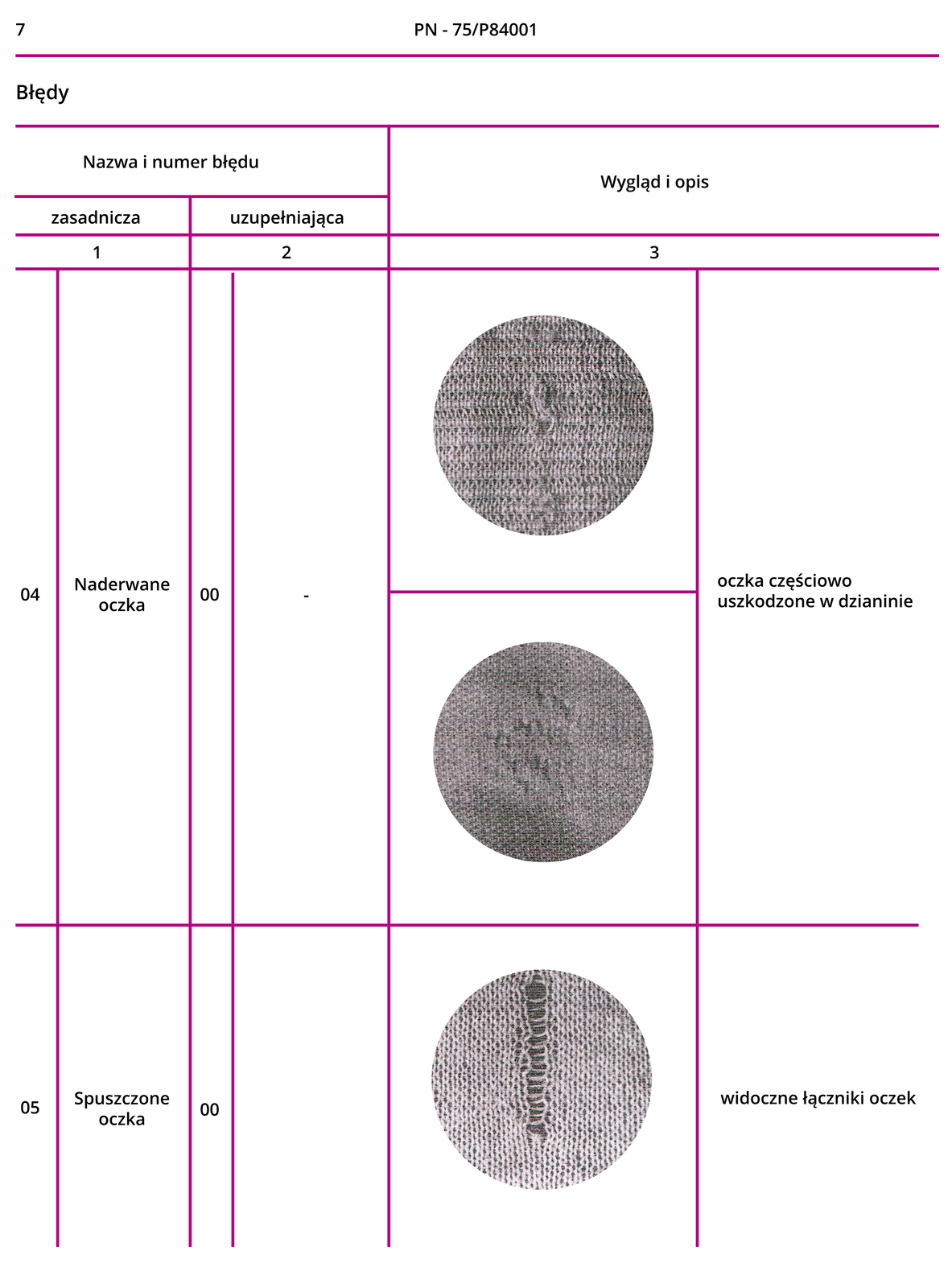
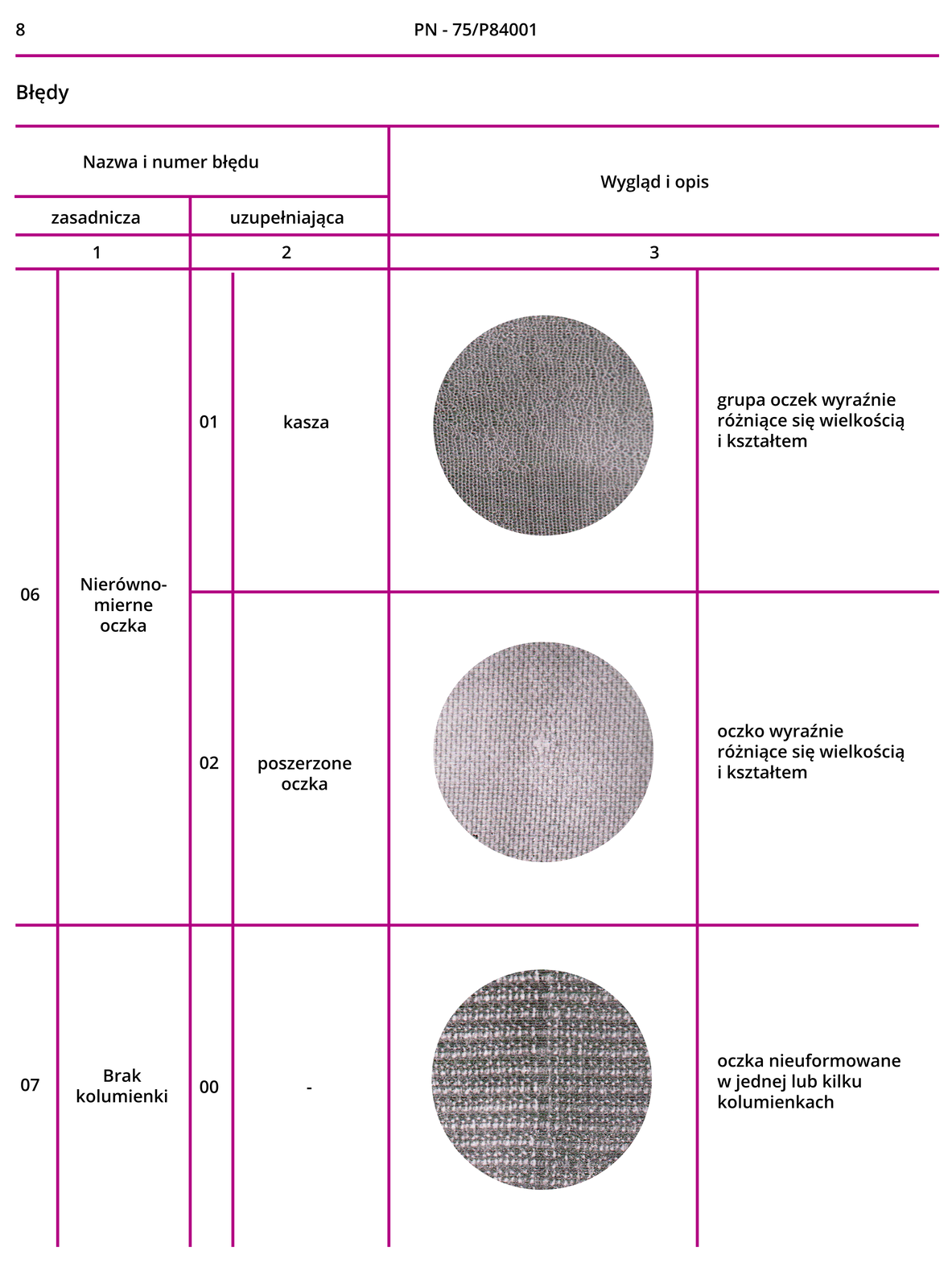
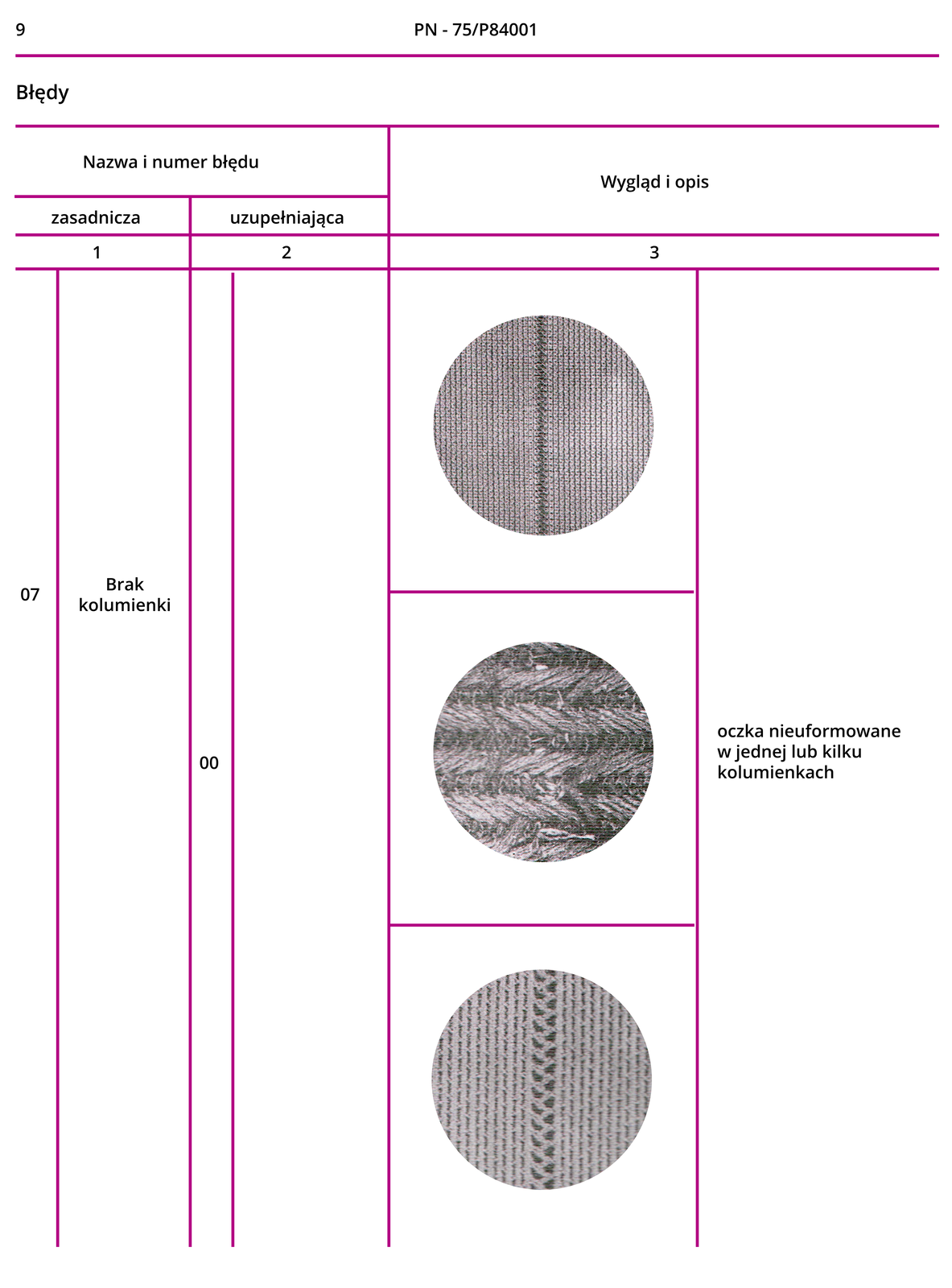
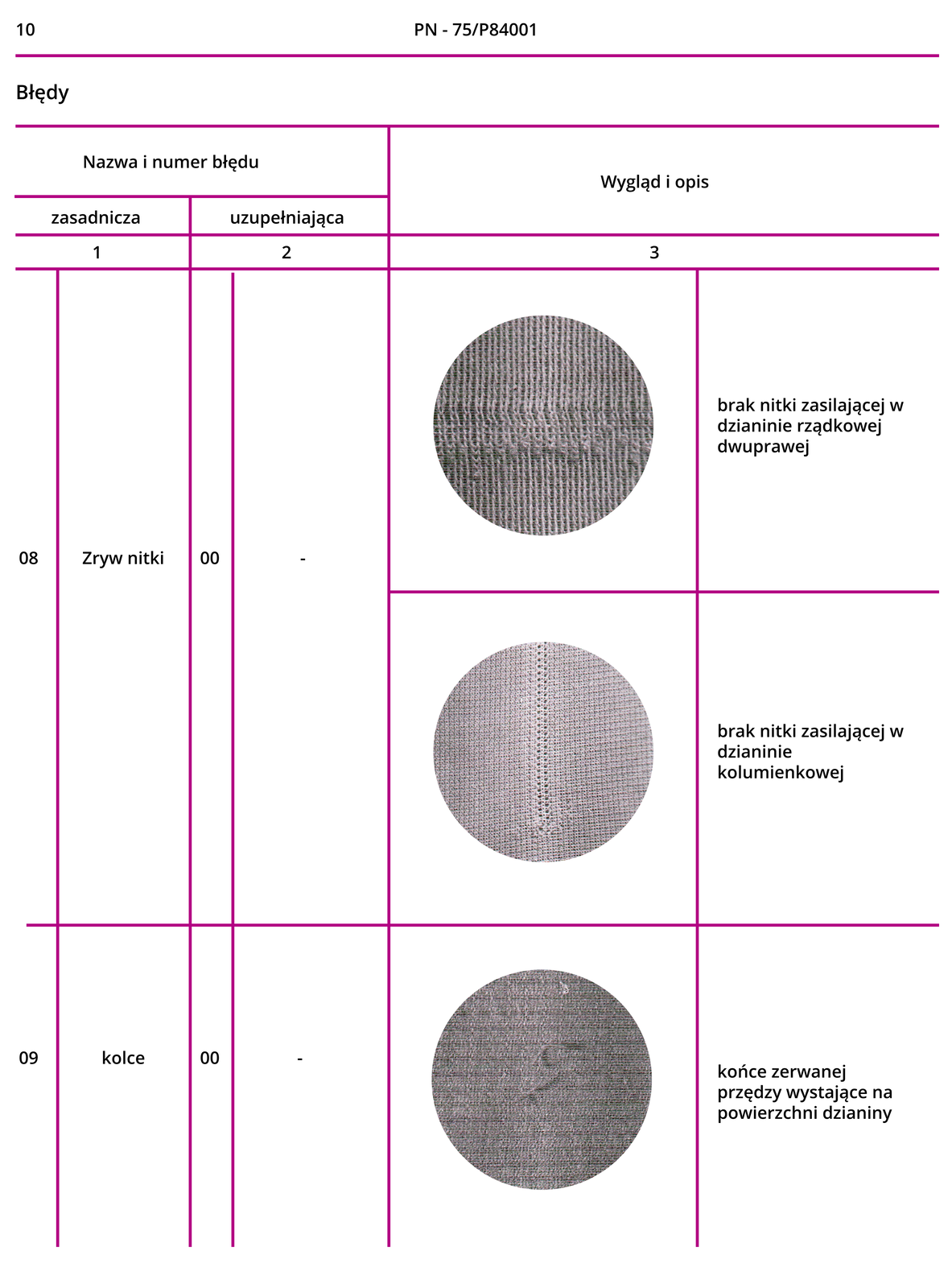
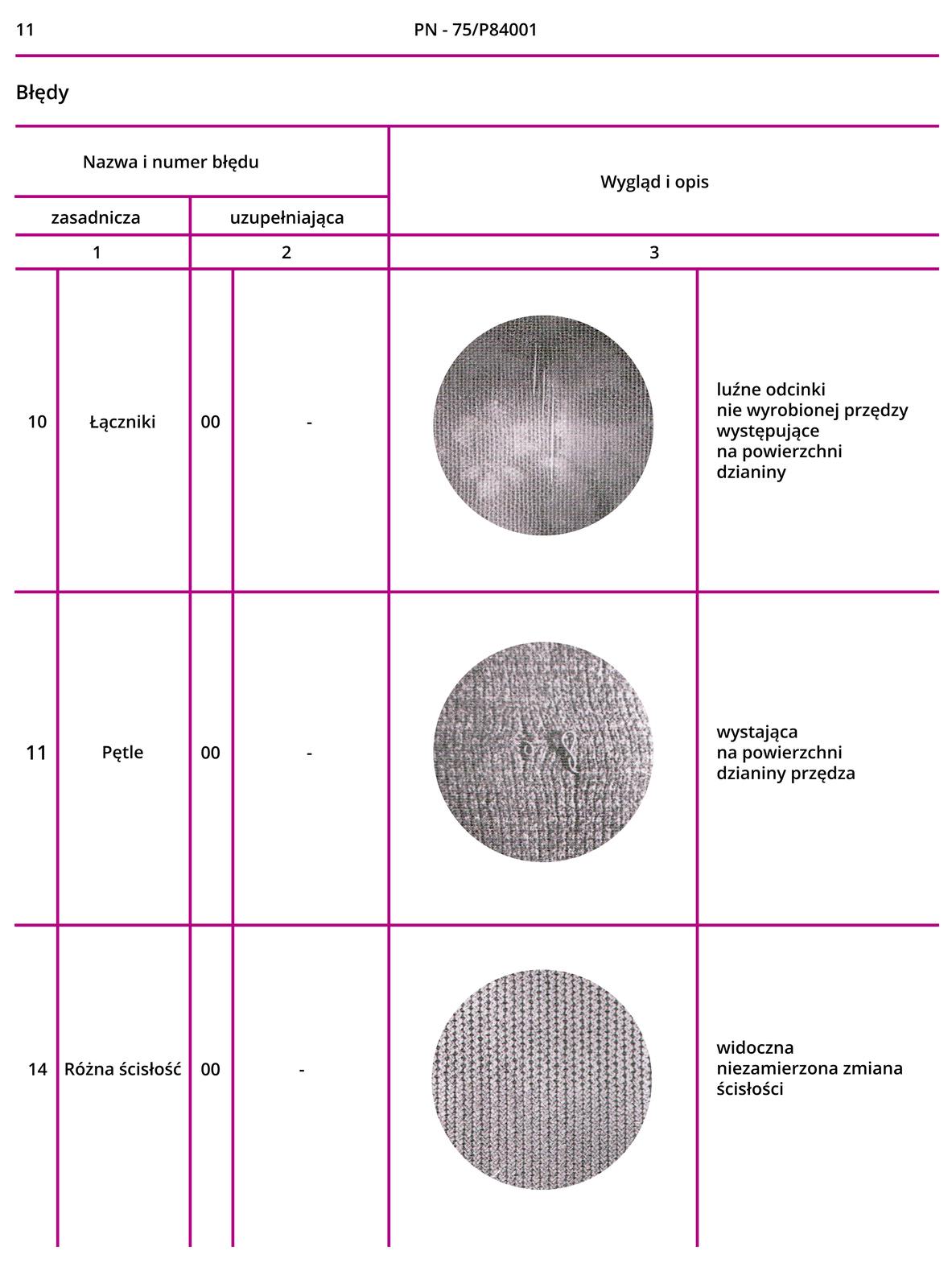
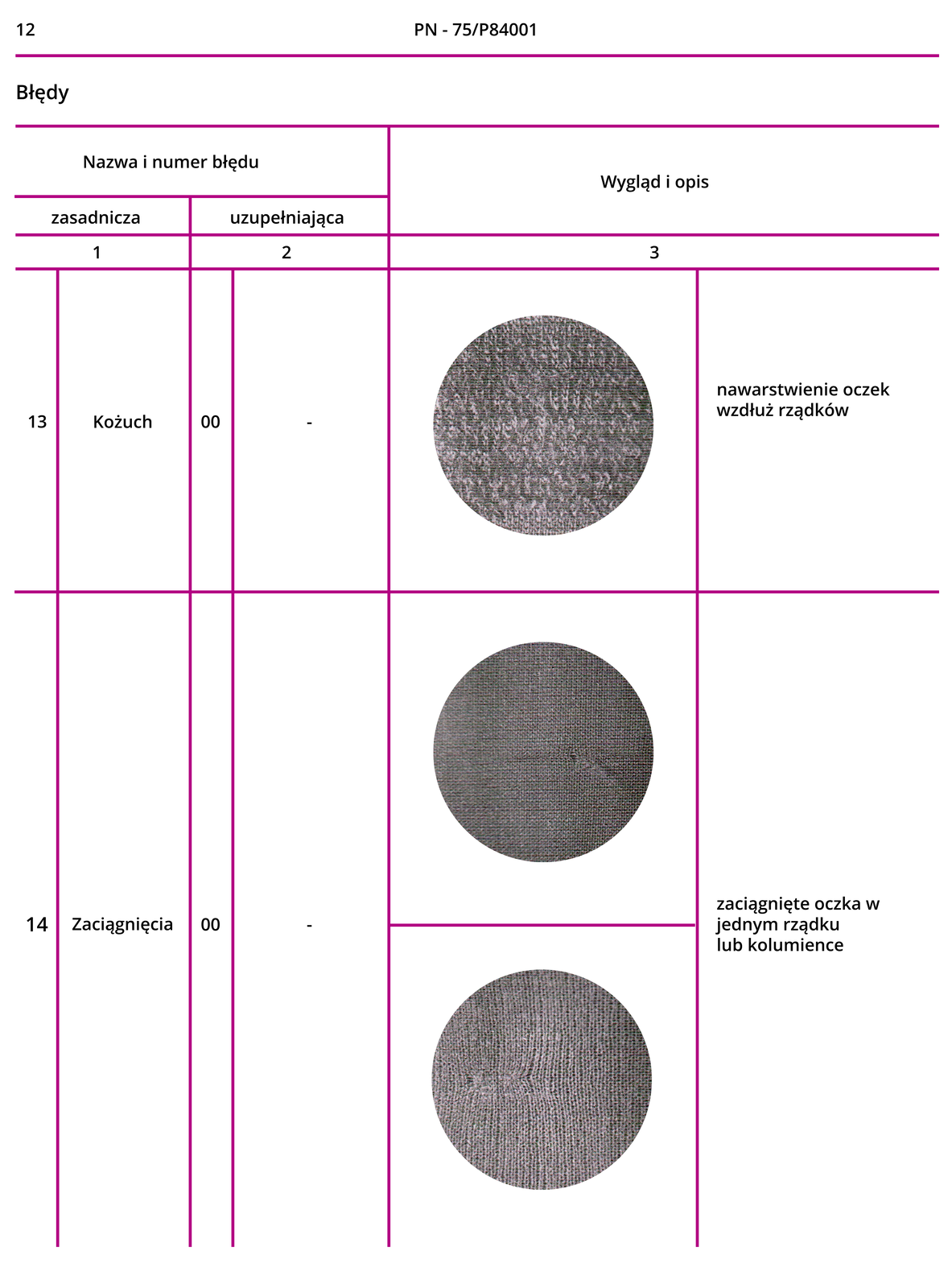
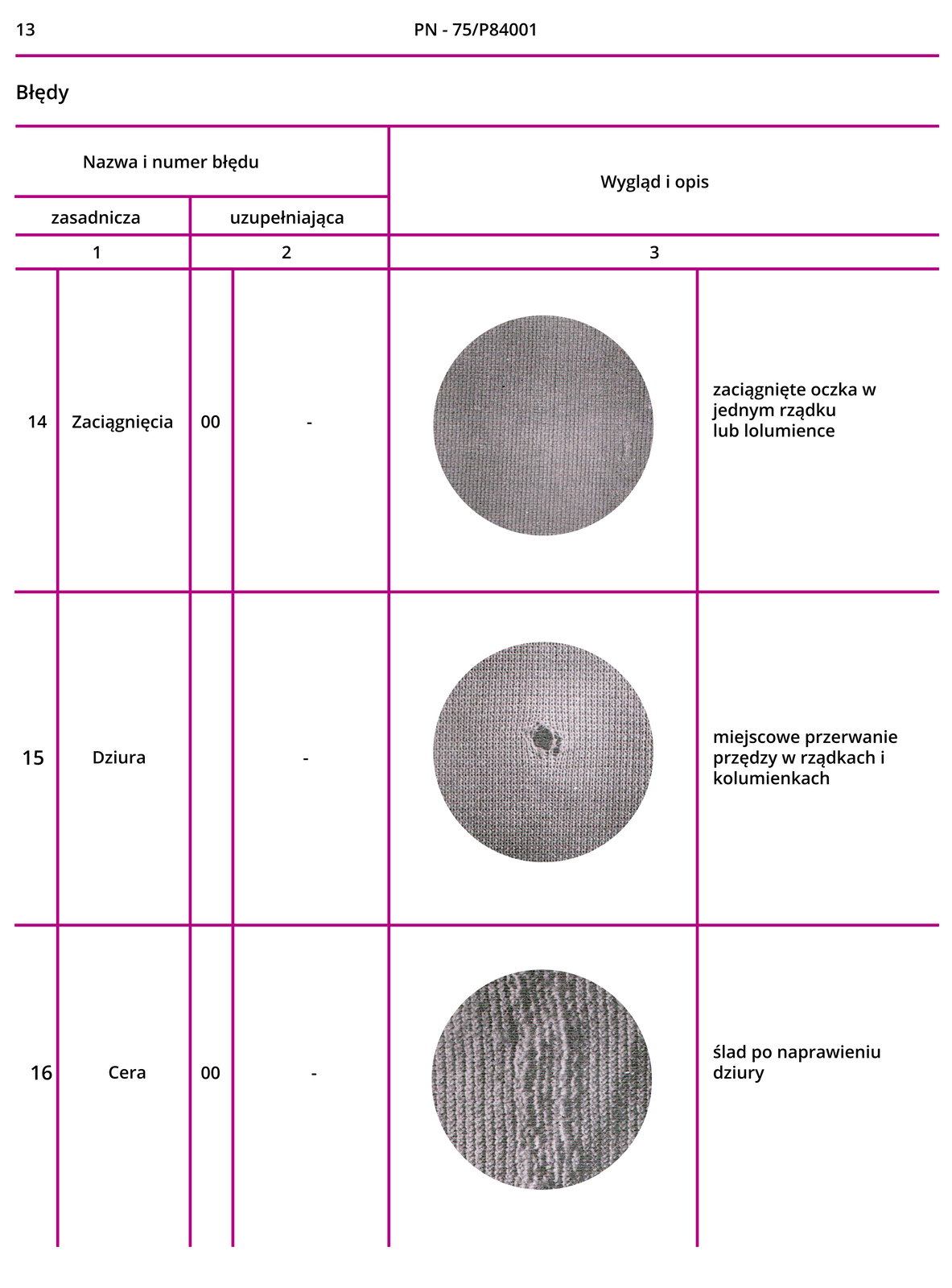
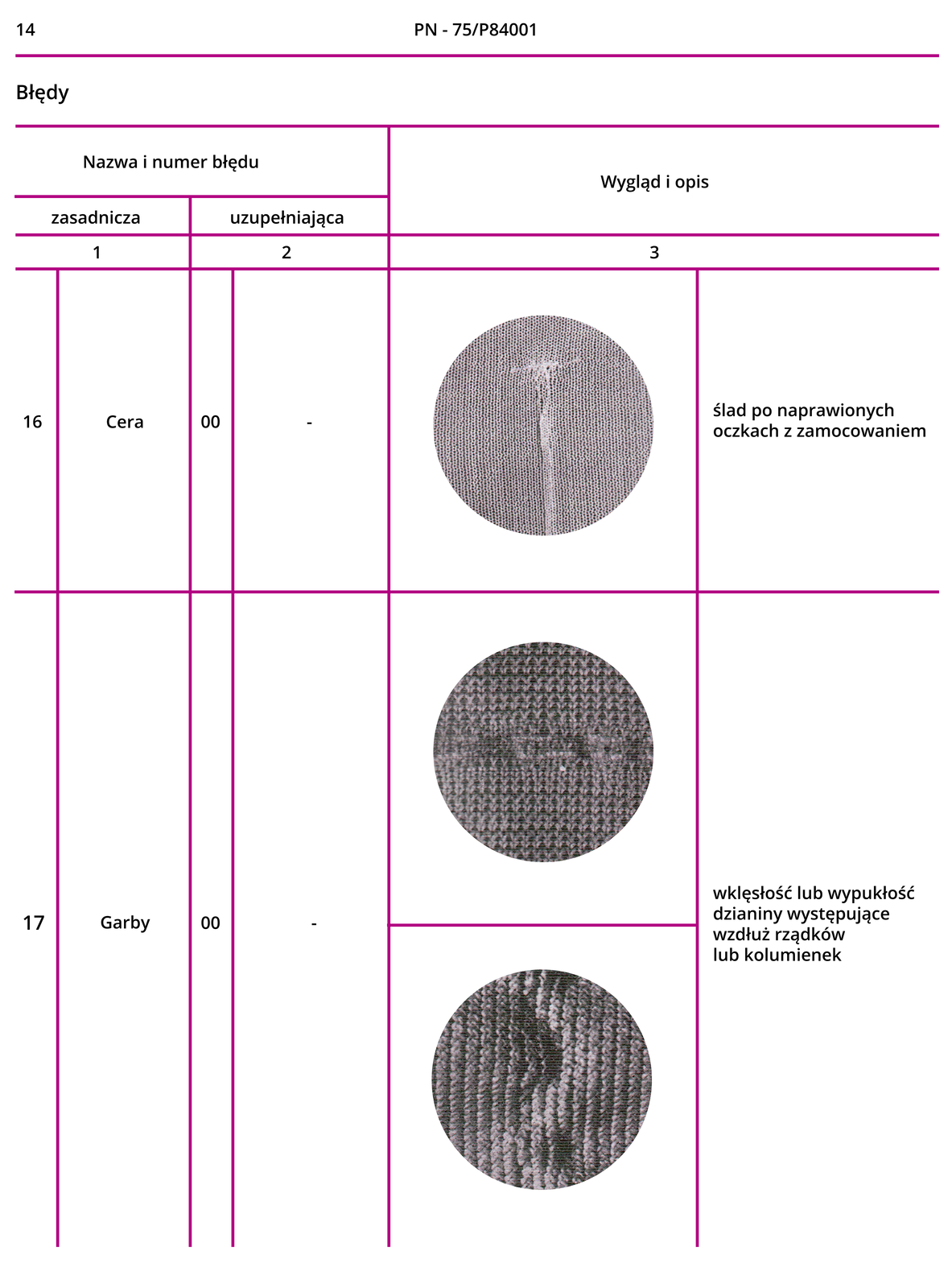
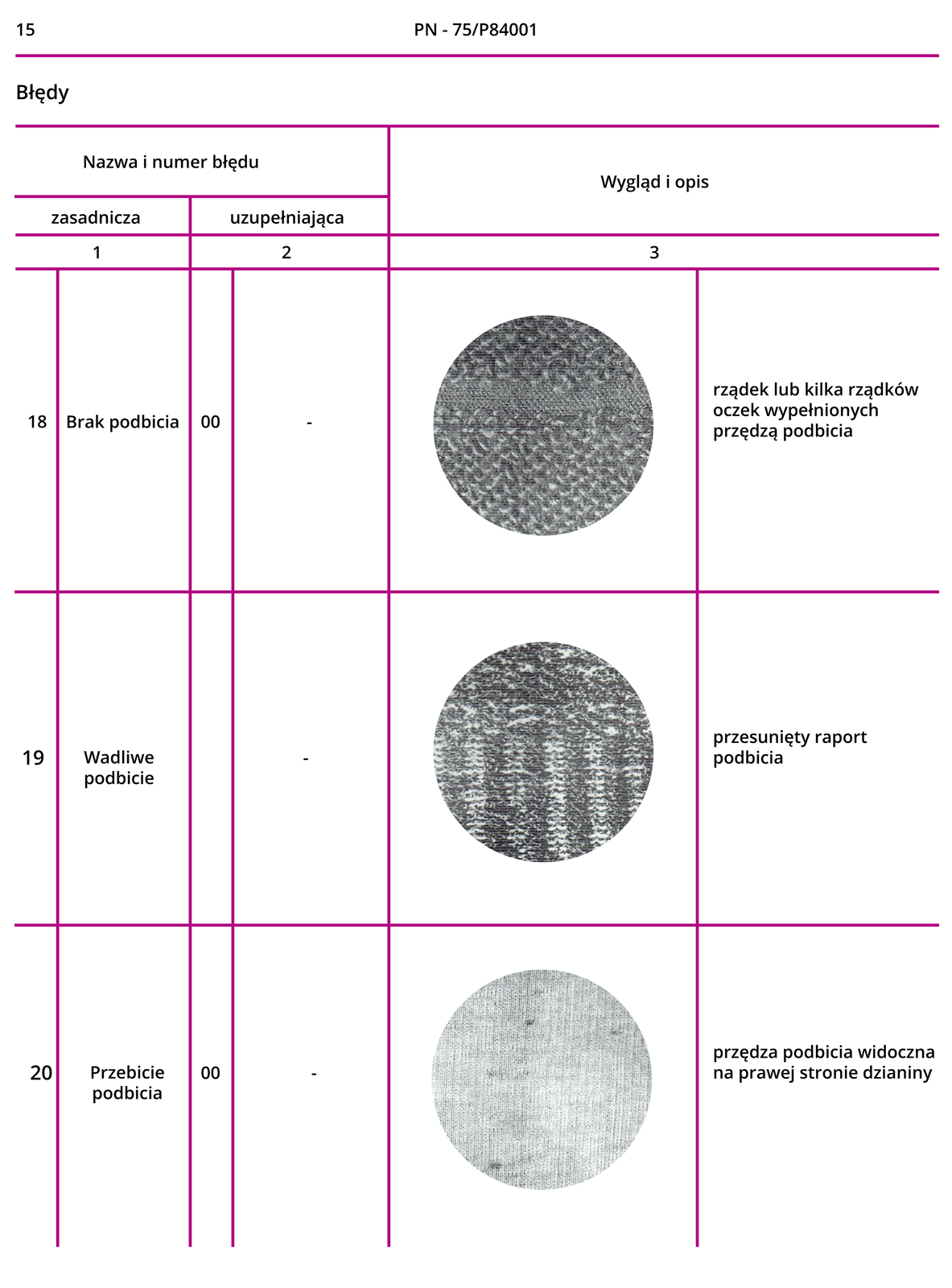
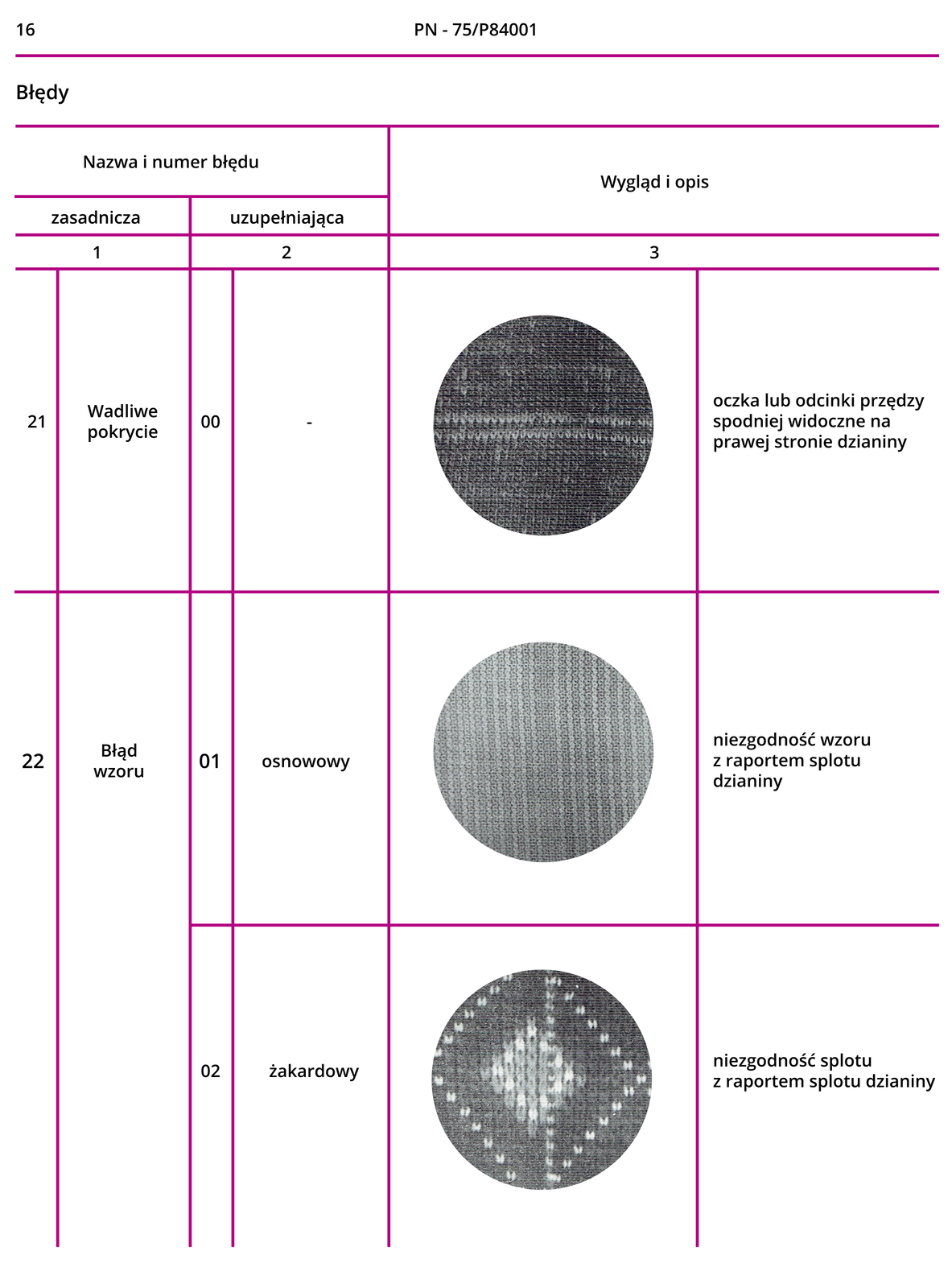
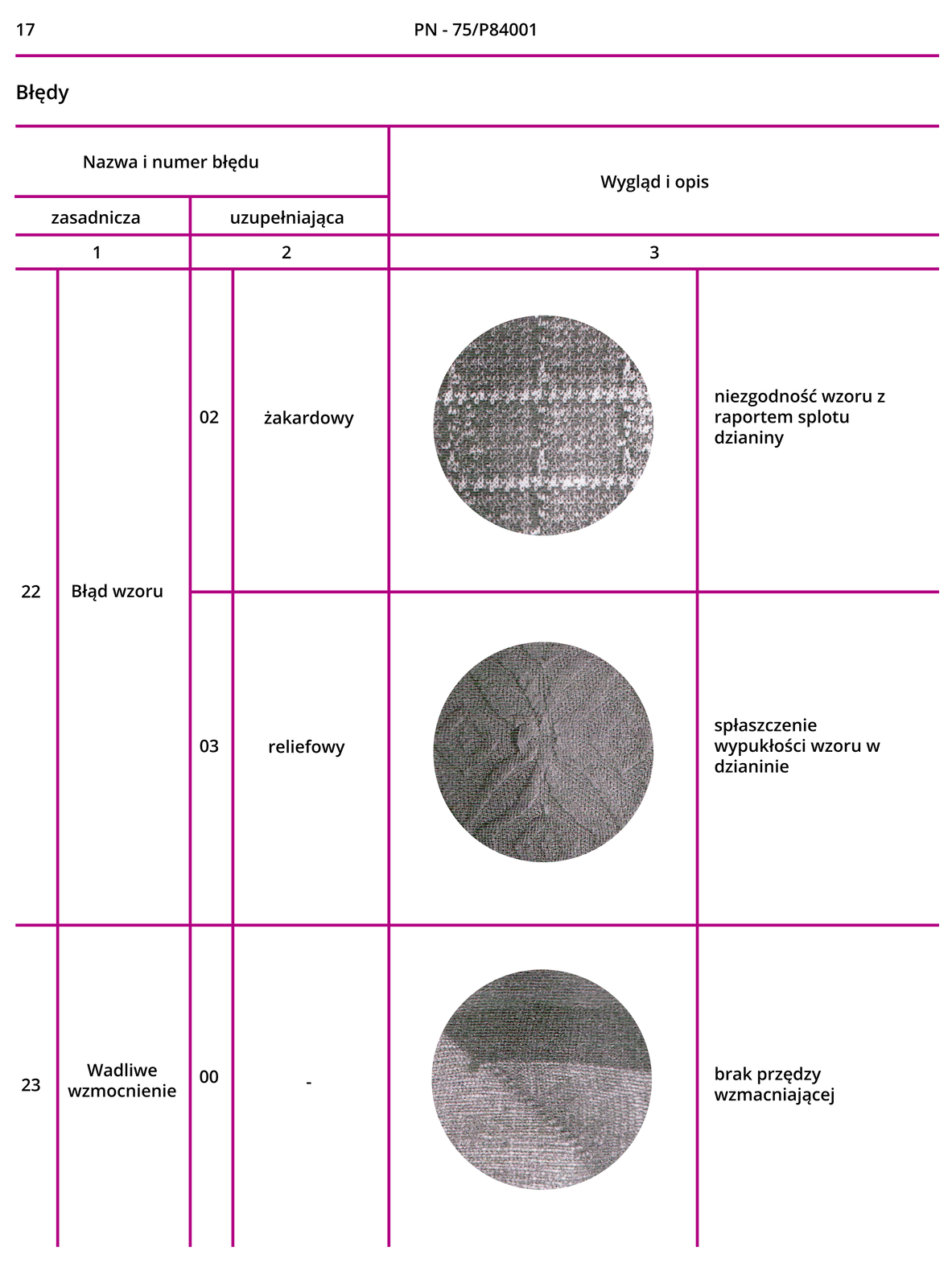
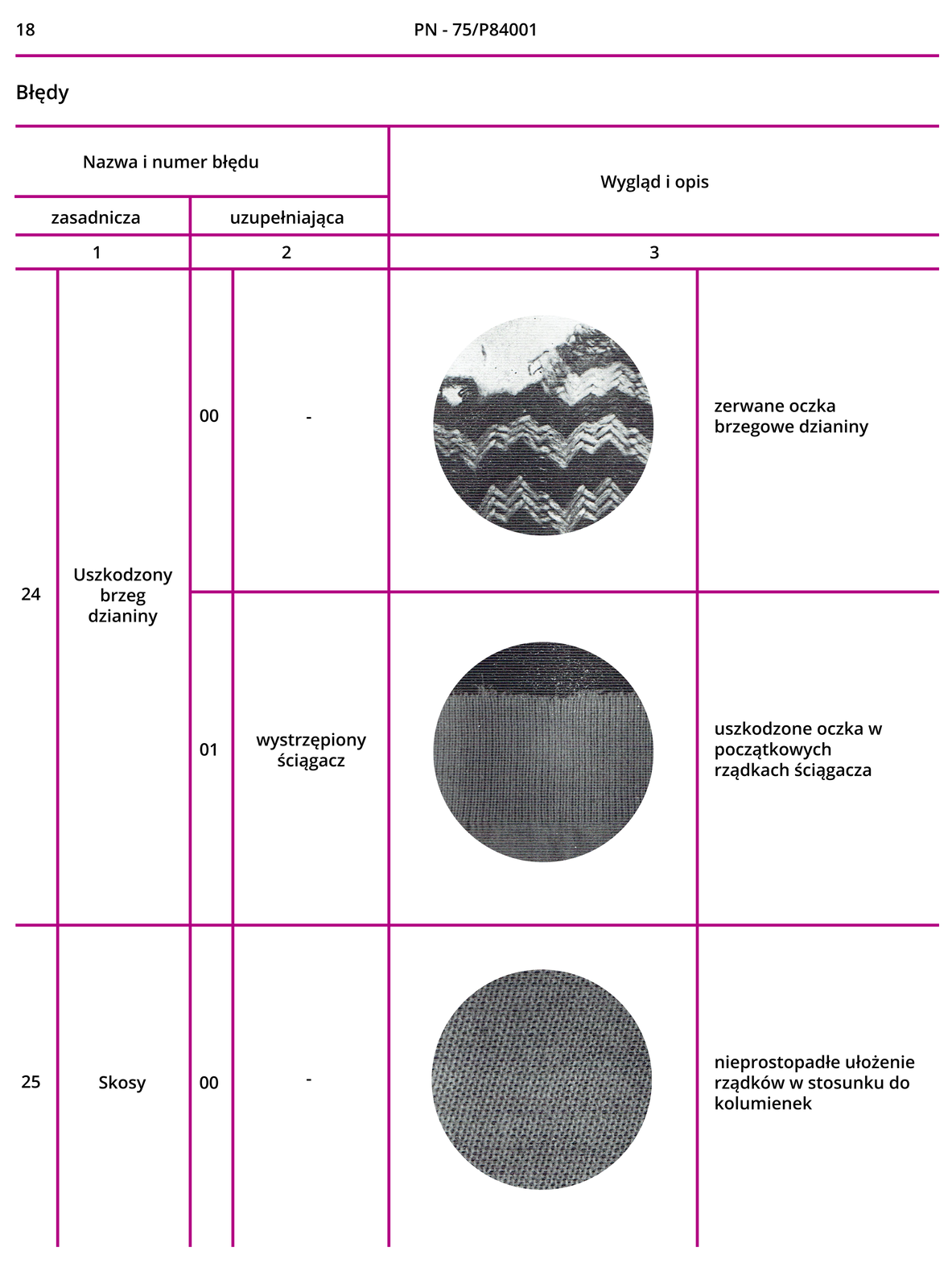
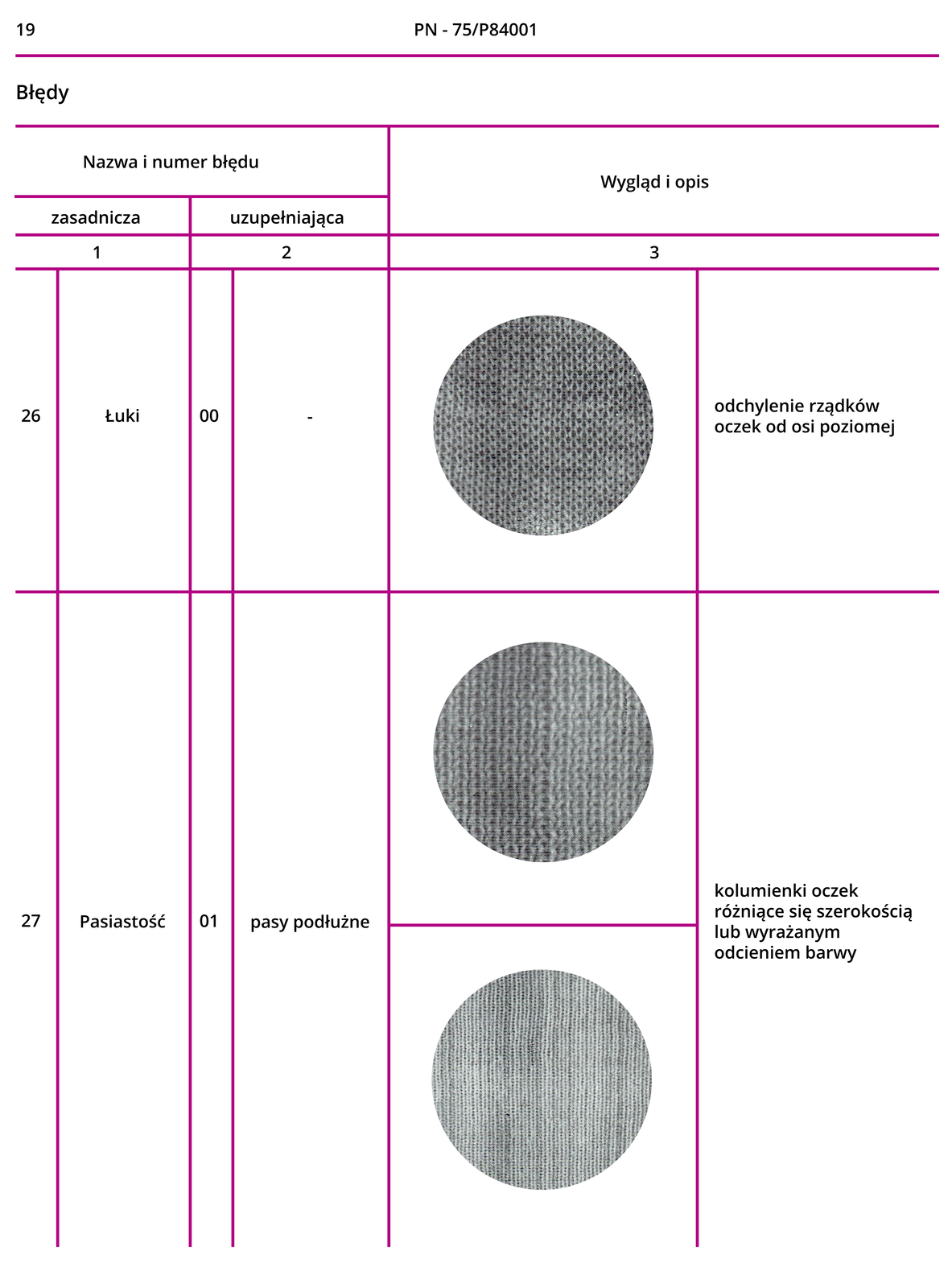
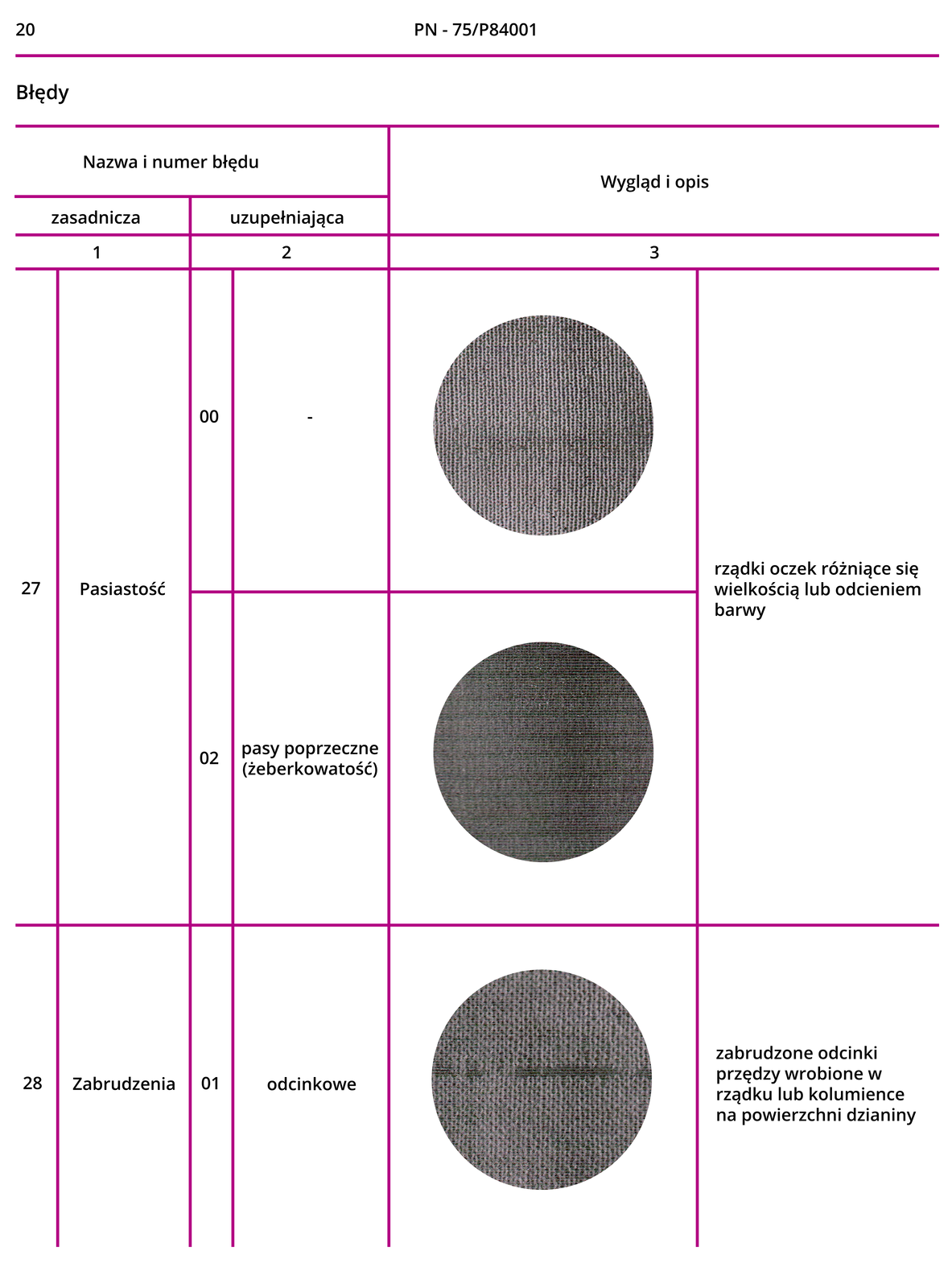
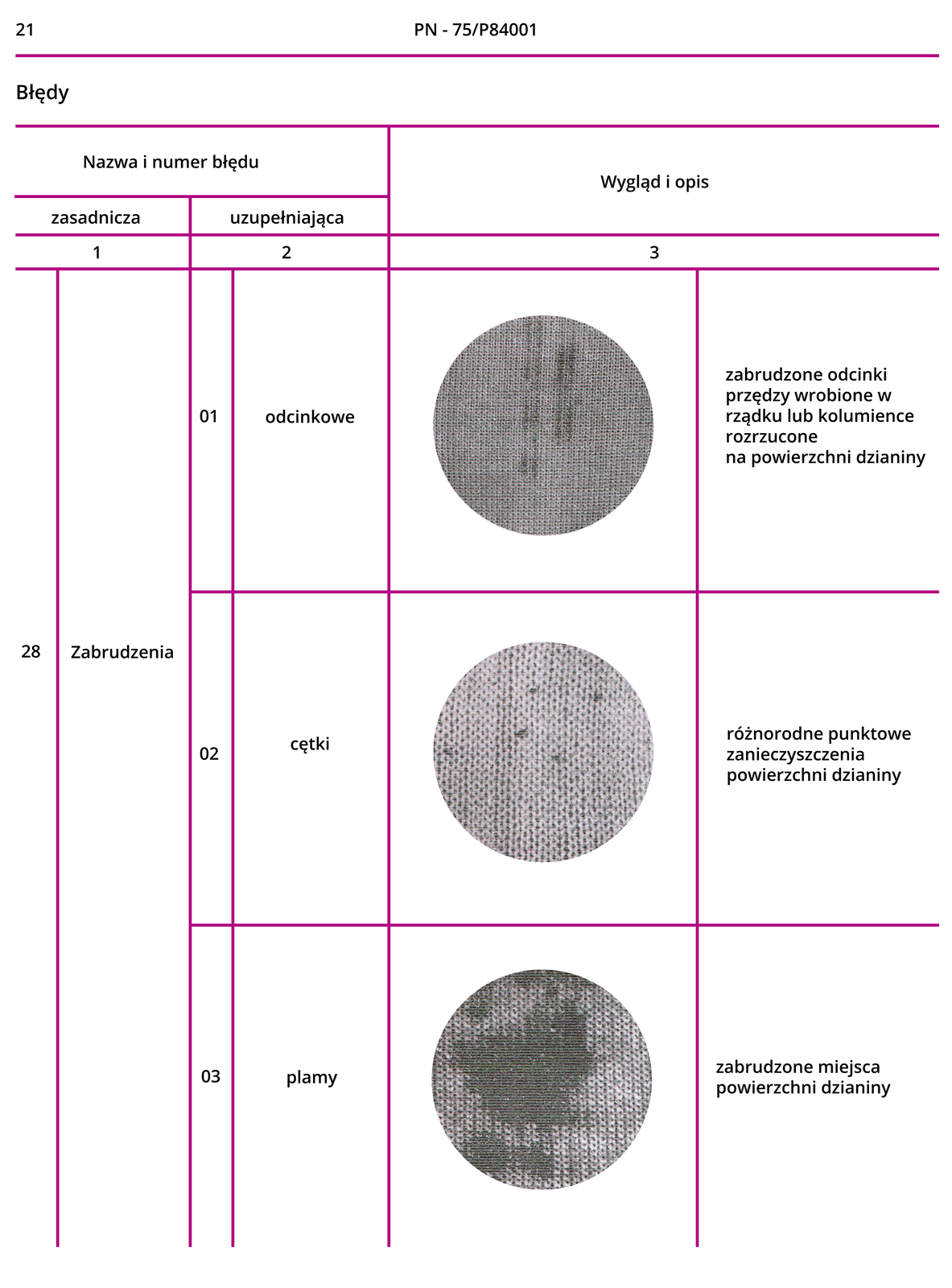
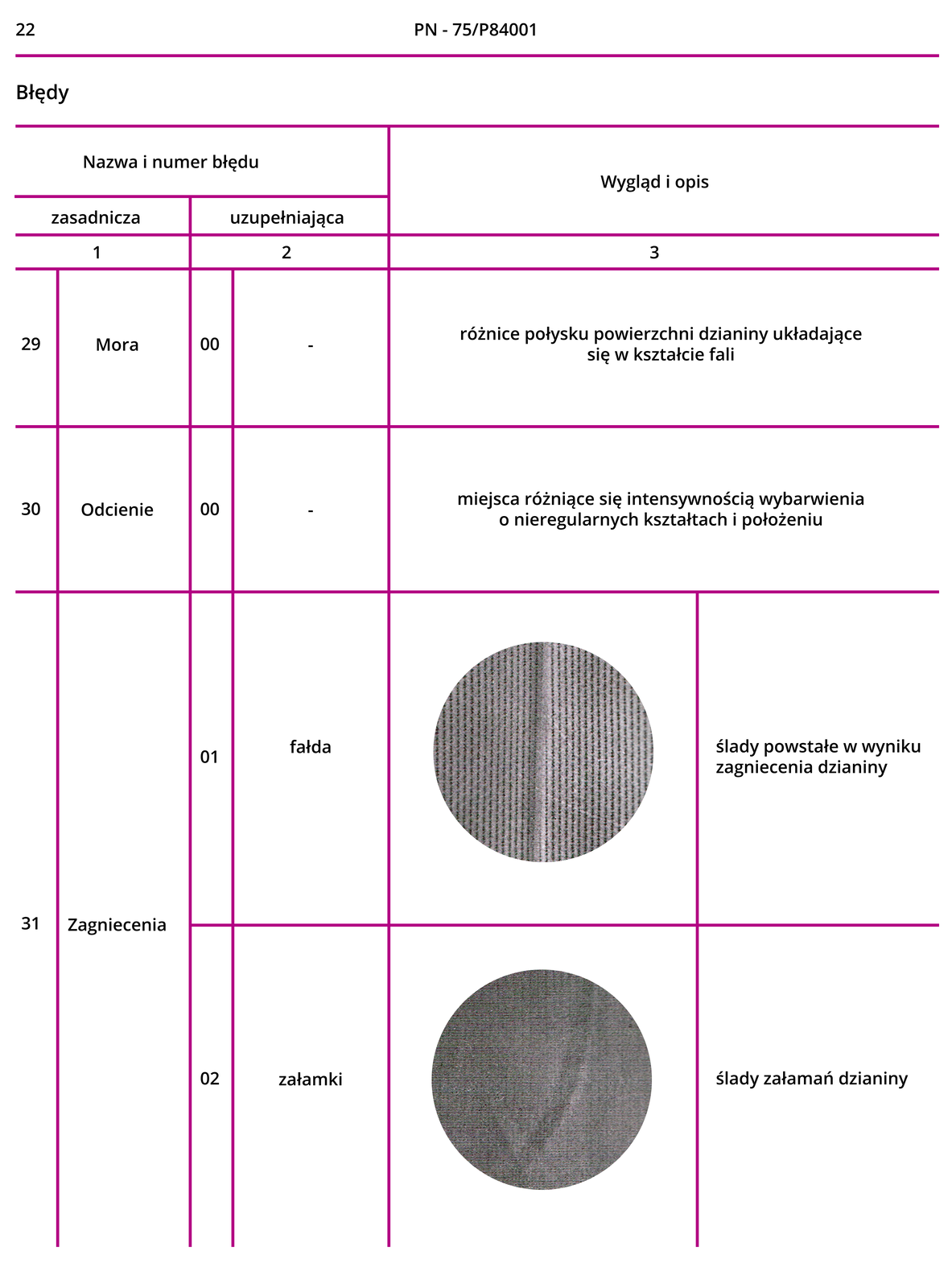
PN‑75/P‑84001 Dzianiny i wyroby dziane. Błędy.
Rozróżnia się dwa stopnie jakości wyrobów w zależności od następujących parametrów:
zgodność wyrobów z dokumentacją i wzorcem,
wielkość i liczba błędów,
wielkość odchyleń od wymiarów liniowych oraz różnic wymiarów między częściami składowymi wyrobu,
odporność wybarwień,
odchylenie liczby rządków i kolumienek oczek.
Dokonując klasyfikacji jakościowej wyrobów, należy przestrzegać określonych zasad:
przy wykorzystaniu metody organoleptycznej oceny wzrokowej należy dokonywać przy odbitym świetle na prawej stronie wyrobu, który jest swobodnie rozłożony na stole o jasnej i gładkiej powierzchni,
plamy, zbrudzenia i cery należy mierzyć w najszerszym miejscu,
przy ocenie jakości nie bierze się pod uwagę błędów, które występują w zakrytych, naprawionych trwale częściach,
błędy wymienione w normie nie mogą występować więcej niż dwukrotnie w jakościach pierwszej i drugiej,
w wyrobach wieloczęściowych, w przypadku stwierdzenia w poszczególnych częściach różnych stopni jakości, cały wyrób należy zaliczyć do niższej jakości,
do obrotu handlowego nie można dopuszczać wyrobów z dziurami i spuszczonymi oczkami.
Błędy w procesie dziania
Błędy w procesie dziania mogą wynikać ze złej jakości surowca, nieprawidłowo pracującej maszyny dziewiarskiej lub z winy operatora maszyny.
Do błędów wynikających ze złej jakości surowca możemy zaliczyć:
poprzeczne zgrubienia i pocienienia wynikające z dużej nierównomierności grubości nitek,
poprzeczne prążki wywołane złym doborem grubości nitek,
źle wybarwione nitki i nitki o różnych odcieniach, które powodują powstanie pasów w dzianinie,
cętki i odcinki o odmiennym wyglądzie spowodowane wrobieniem nitek zabrudzonych,
zrzucone oczka, które mogą powstawać w wyniku występowania zgrubień i węzłów lub zmian naprężenia nitek,
dziury, które mogą być spowodowane pękaniem nitek o małej wytrzymałości.
Błędy wywołane nieprawidłową pracą maszyny:
oczka nabrane,
spuszczone oczka,
oczka „nadgryzione”,
dziury z przeciętych nitek w oczku,
oczka nierówne,
złe pokrycie przy splotach platerowanych.
Powyższe błędy mogą być wynikiem uszkodzonych igieł dziewiarskich. Innym rodzajem błędu są oczka nabrane i dziury, które powstały w wyniku nieprawidłowego ustawienia zamków i urządzeń odbierających dzianinę oraz urządzeń podających nitki.
Błędy powstające w wyniku nieprawidłowej pracy operatora maszyny dziewiarskiej:
nierówne rządki oczek, błąd wynikający ze złego ustawienia kształtek spychających w zamkach szydełkarki,
nierówne, zniekształcone oczka powstające w wyniku nie usunięcia uszkodzonej igły,
dziury występujące okresowo w wyniku źle ustawionego wodzika,
zabrudzenia nitek wynikające z zanieczyszczenia maszyny smarami,
wrobione pęczki włókien, powstające na niewyczyszczonej maszynie,
błędy w raportach wzorów wynikające ze złego ustawienia urządzeń programujących prace igieł.
Powrót do spisu treściPowrót do spisu treści
4. Charakterystyka maszyn i urządzeń włókienniczych wytwarzających dzianiny rządkowe
Podział szydełkarek
W zależności od stosowanego napędu szydełkarki dzielimy na ręczne i mechaniczne. Do podstawowych danych technicznych szydełkarek należą:
numer uiglenia,
wielkość łożysk igłowych,
liczba łożysk igłowych,
układ i kształt łożysk,
liczba suwów lub obrotów na minutę,
liczba obszarów pracy.
Obszar pracy szydełkarki, tzw. system, stanowi zespół elementów formujących oczka. Od liczby obszarów pracy zależy wydajność urządzenia. Na przykład szydełkarka wyposażona w sześć obszarów pracy w każdym obrocie roboczym wykona sześć rządków oczek.
Ze względu na kształt łożyska szydełkarki dzielimy na:
szydełkarki o łożyskach płaskich – mierzonych szerokością roboczą, która wynosi od 0,2 m do 2 m;
szydełkarki o łożyskach okrągłych – mierzonych średnicą tarczy lub średnicą cylindra.
W praktyce występuje trzydzieści szerokości roboczych szydełkarek okrągłych i wynika to z specyfikacji dzianin metrażowych. Najmniejsze maszyny okrągłe mają średnicę 2,25 cala. Do średnicy 6 cali średnice cylindrów wzrastają o 0,25 cala. O 1 cal wzrastają średnice od 6 do 28 cali. Powyżej 28 cali średnice wzrastają o 2 cale, aż do średnicy 34 cale.
Numeracja uiglenia szydełkarek okrągłych wynosi od 4 do 40. Numery uiglenia od 7 do 19 wzrastają o jeden numer, a od 19 do 40 – o dwa numery.
Ze względu na liczbę łożysk szydełkarki dzielimy na:
szydełkarki płaskie jednołożyskowe,
szydełkarki płaskie dwułożyskowe,
szydełkarki okrągłe jednołożyskowe,
szydełkarki okrągłe dwułożyskowe.
Szydełkarki płaskie jednołożyskowe są aparatami dziewiarskimi do użytku domowego.
Szydełkarki płaskie dwułożyskowe ze względu na przeznaczenie możemy podzielić na:
rękawiczarki o napędzie ręcznym o szerokości roboczej 0,2 m,
dziewiarki do wyrobu okryć wierzchnich z napędem ręcznym o szerokości roboczej od 0.8 do 1m,
dziewiarki do wyrobu okryć wierzchnich z napędem mechanicznym o szerokości roboczej od 1m do 1,5 m,
dziewiarki dwułożyskowe o szerokościach roboczych 1,8 m i 2 m z mechanicznymi lub elektronicznymi urządzeniami żakarda do wytwarzania dzianin metrażowych.
Wśród szydełkarek okrągłych jednołożyskowych wyróżniamy:
pończoszarki z urządzeniami żakardowymi lub bez tego urządzenia, o jednym łożysku cylindrycznym,
szydełkarki do dzianych wyrobów medycznych,
szydełkarki do wyrobu krawatów,
szydełkarki do teksturowania metodą dziania i prucia,
szydełkarki do wyrobu beretów,
szydełkarki do dzianin metrażowych do wytwarzania dzianin gładkich i wzorzystych oraz do wytwarzania wyrobów półodpasowanych.
Szydełkarki okrągłe dwułożyskowe, w budowie których możemy wyróżnić cylinder i tarczę lub dwa łożyska w formie cylindrów, to:
pończoszarki posiadające dwa cylindry stosowane do wyrobu skarpet,
ściągarki posiadające łożyska w formie tarczy i cylindra do wyrobu ściągaczy i mankietów,
szydełkarki wielkośrednicowe do wyrobu dzianin półodpasowanych i metrażowych.
Szydełkarki płaskie zwykłe
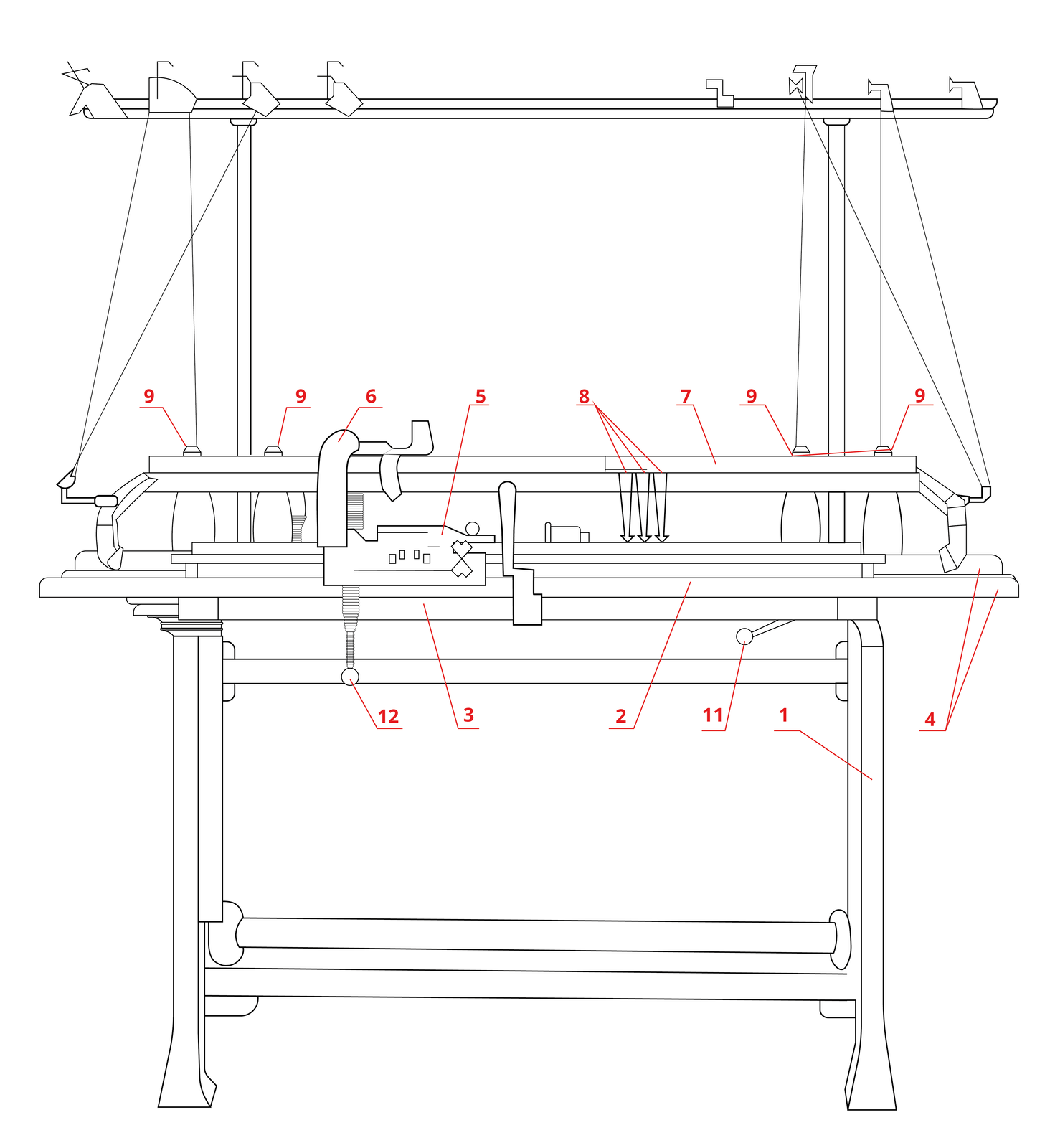
Szydełkarki płaskie zwykłe to maszyny o napędzie ręcznym stosowane do wyrobu okryć wierzchnich, np. swetrów, bluz, kamizelek, o prostej budowie. Szydełkarka płaska zwykła składa się z ramy nośnej, na której umieszczone są łożyska igłowe z oprawą zamkową i układem zasilającym w postaci stojaka na nawoje z nitkami. Na maszynie tego typu można przerabiać różnego typu surowce włókiennicze naturalne i syntetyczne. Szydełkarki płaskie o napędzie ręcznym mają małą wydajność i stosowane są obecnie do wytwarzania wyrobów rękodzielniczych i dziewiarskich w pracowniach szkolnych.
Podstawowymi elementami formującymi oczka w szydełkarkach płaskich są igły języczkowe, które są włączane do pracy za pomocą sprężynek. Igły muszą być dobrane do typu maszyny. Przy doborze igły należy zwracać uwagę na długość igły, grubość i wysokość trzonu, szerokość i wysokość kolanka, wysokość haczyka oraz długość języczka.
Igły i sprężynki poruszają się w łożyskach igłowych i tylko kolanka igieł wystają z wyfrezowanych kanalików łożyska.
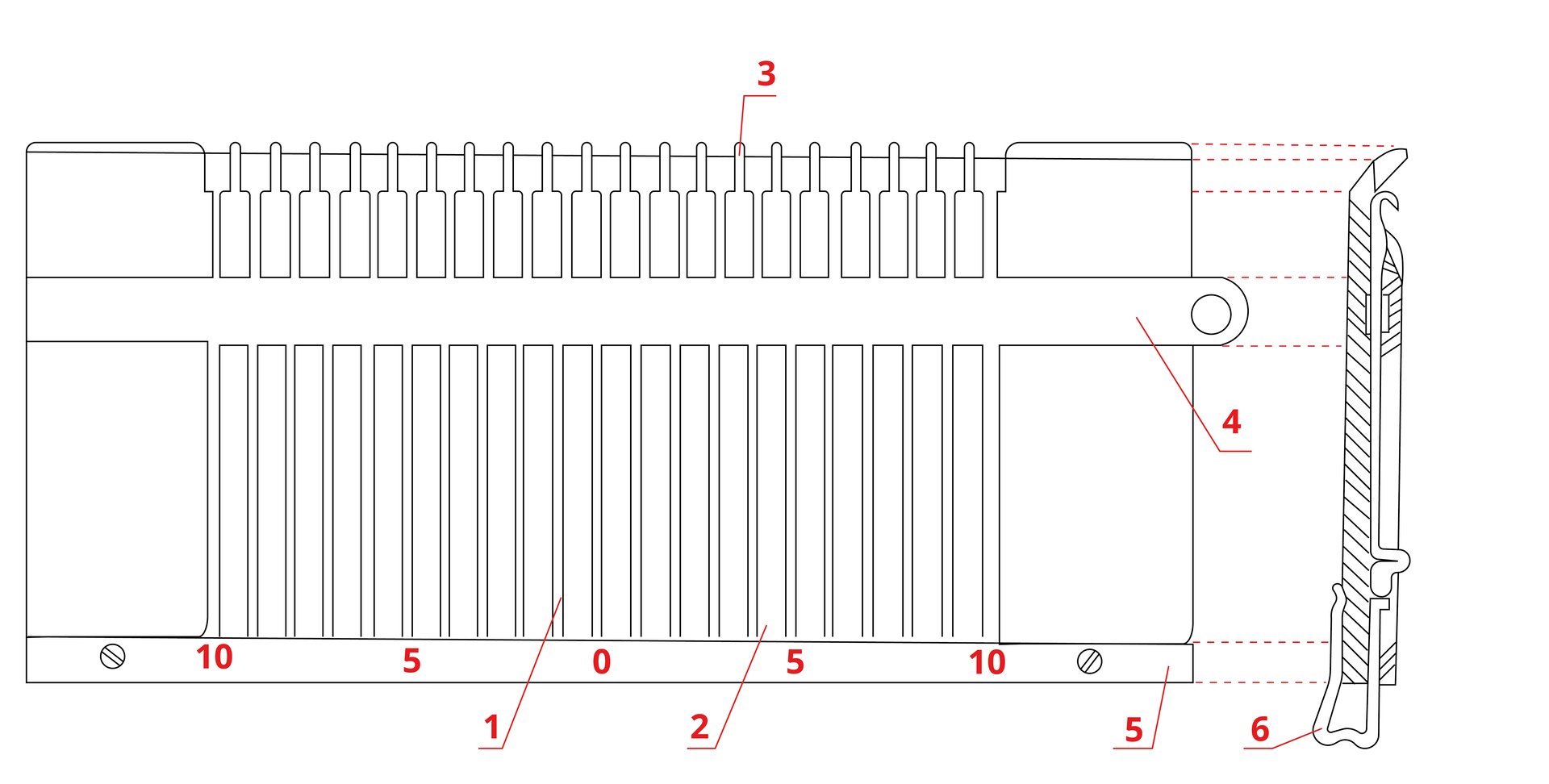
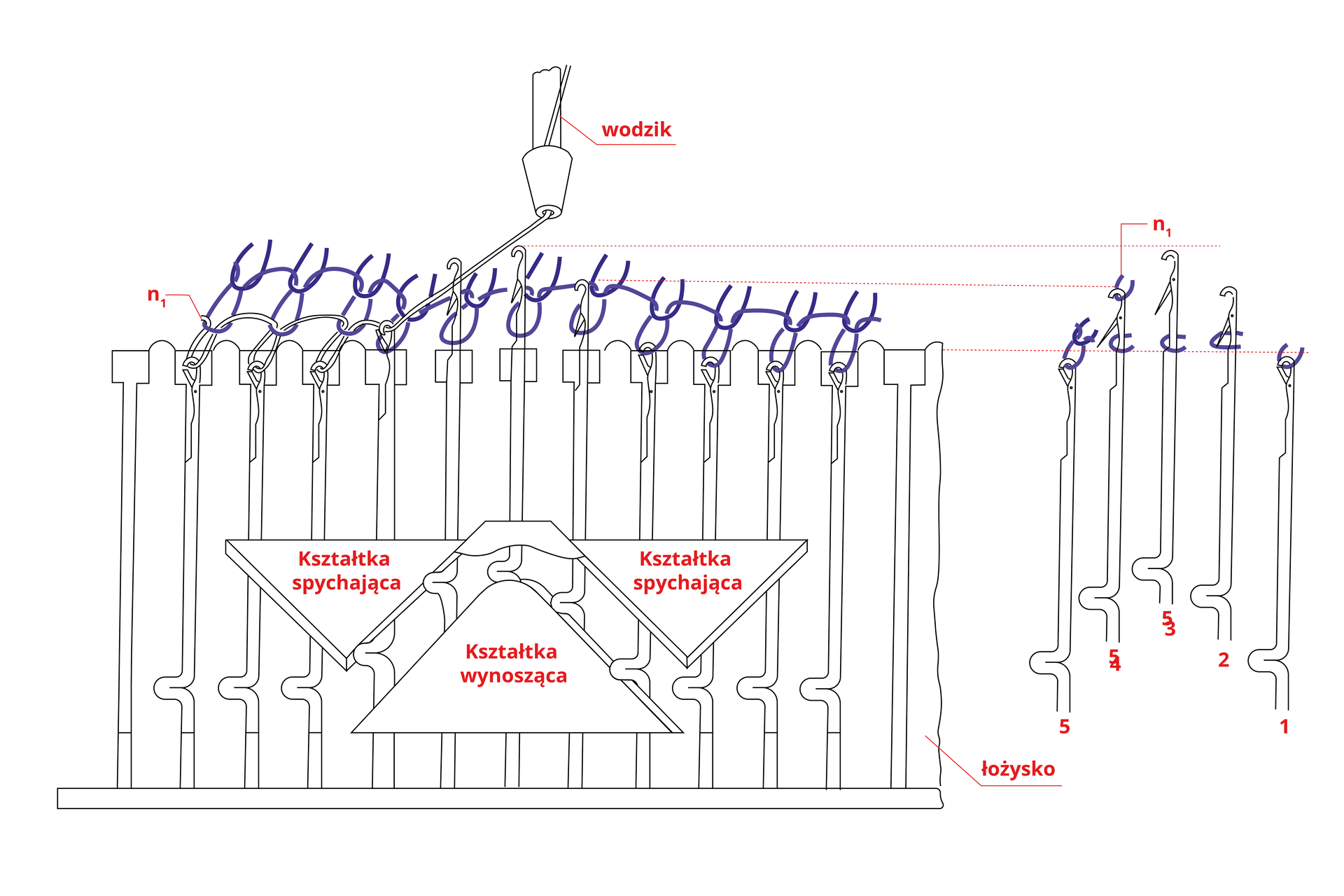
Zasadniczą częścią szydełkarek jest głowica zamkowa z zamkami, które sterują pracą igieł. Każdy zamek składa się z kształtek wynoszących, które wynoszą igły w przednie położenie i kształtek spychających, które spychają igły w tylne położenie oraz mostka ograniczającego zakres ruchu igieł. Zamki dzielimy na:
podstawowe,
specjalne,
złożone,
żakardowe,
dwulewe.
Zamki podstawowe dzieli się na:
zawiasowe, w których zastosowano ruchome kształtki wynoszące przymocowane do zawiasów.
Podczas pracy przy odchyleniu zawiasów kształtki wynoszące zostają wyłączone z pracy, a ich szybki powrót do pracy zapewnia sprężyna.opuszczane, w których zastosowano inny sposób włączania i wyłączania ruchomych kształtek wynoszących. Schemat przedstawia sposób sterowania kształtkami w zamku opuszczanym.
z języczkiem, w którym zastosowano trzy kształtki wynoszące: kształtkę stałą 1, ruchomy języczek 2, kształtkę do zagłębiania 3.
RlnPq0qedPAdi 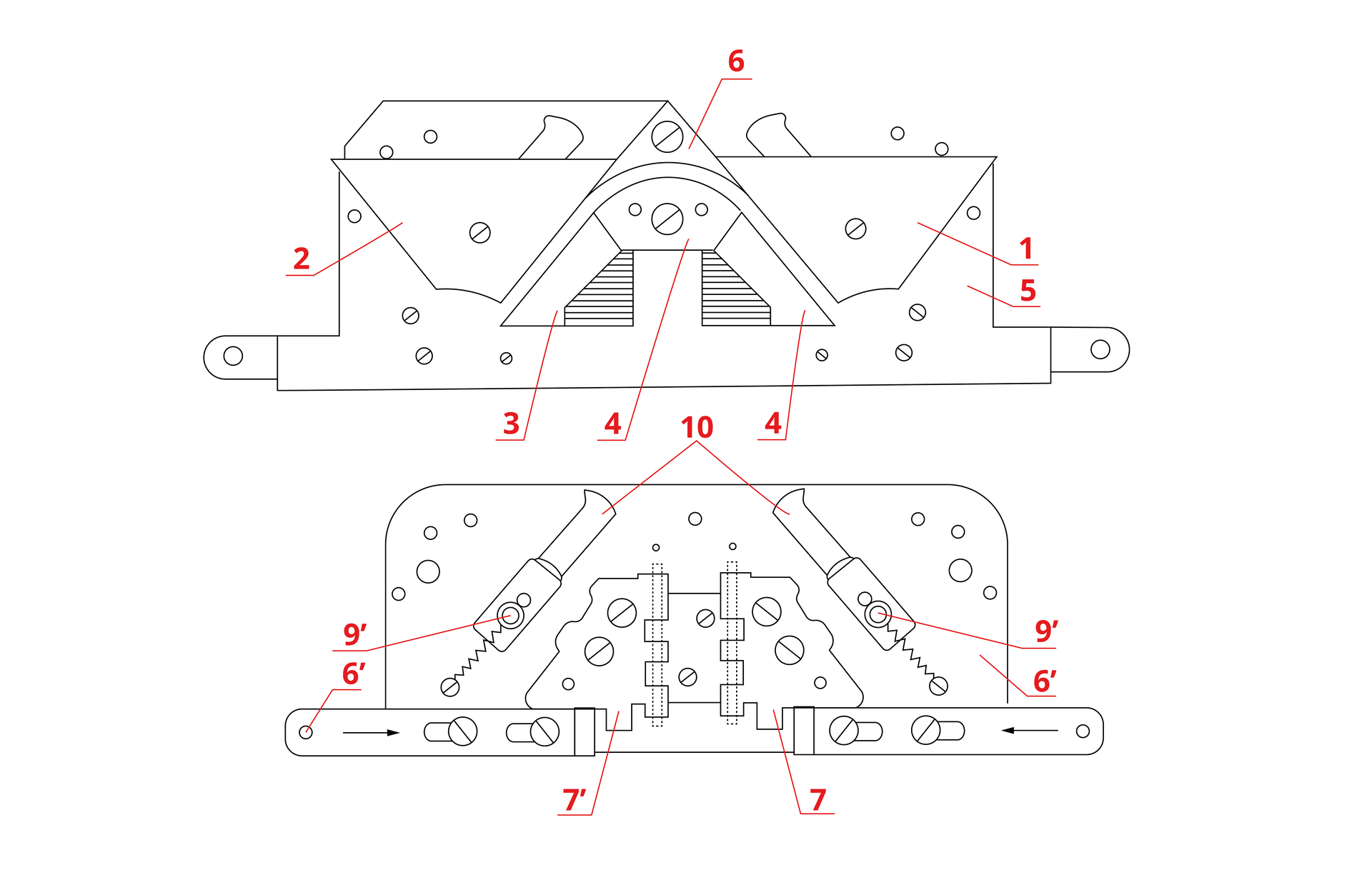 Schemat przedstawia zamek zawiasowy szydełkarki płaskiej.Źródło: Akademia Finansów i Biznesu Vistula, licencja: CC BY-SA 3.0.
Schemat przedstawia zamek zawiasowy szydełkarki płaskiej.Źródło: Akademia Finansów i Biznesu Vistula, licencja: CC BY-SA 3.0.RA1uKDE2G3khv 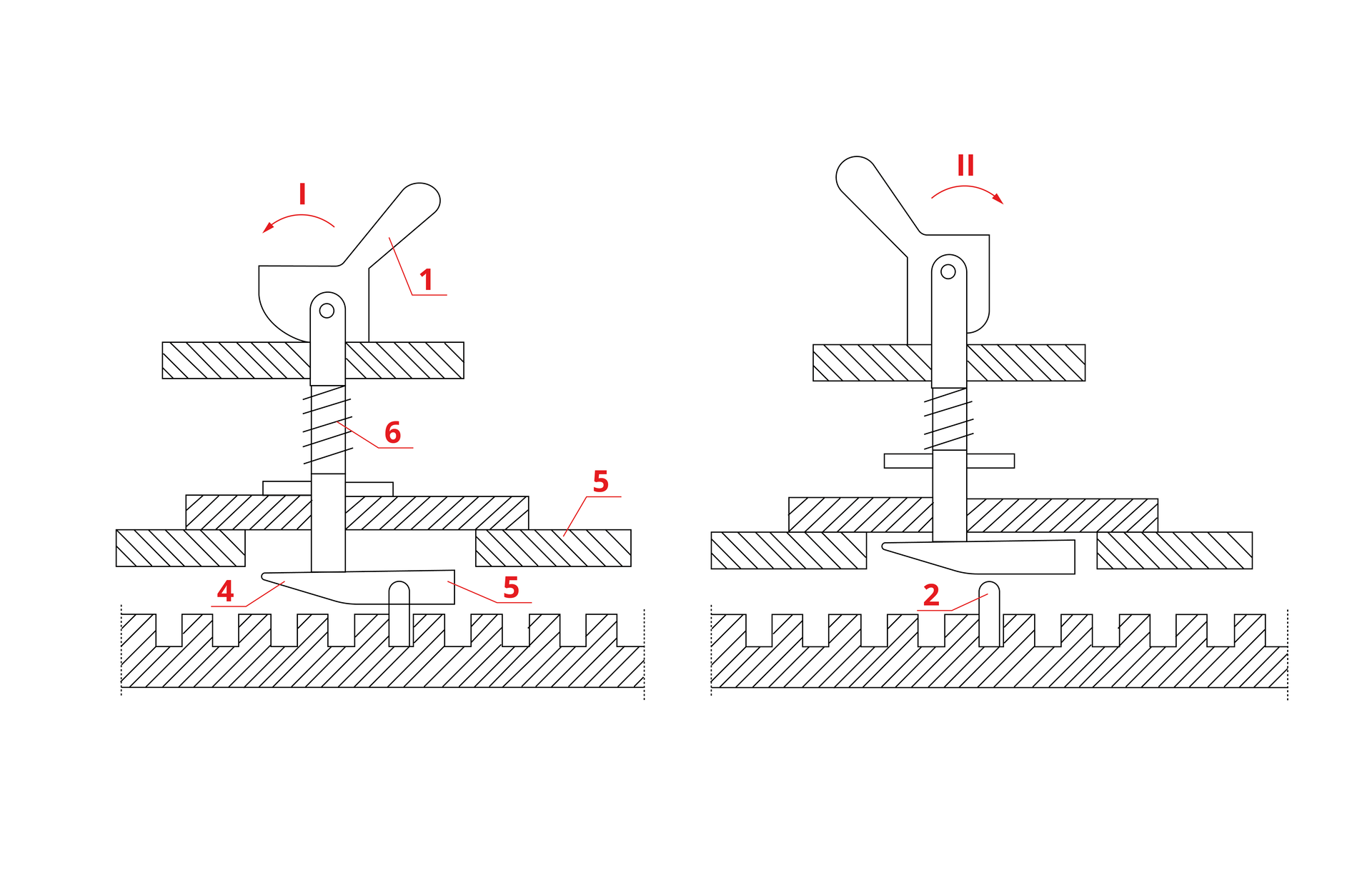 Schemat przedstawia zamek opuszczany szydełkarki płaskiej.Źródło: Akademia Finansów i Biznesu Vistula, licencja: CC BY-SA 3.0.
Schemat przedstawia zamek opuszczany szydełkarki płaskiej.Źródło: Akademia Finansów i Biznesu Vistula, licencja: CC BY-SA 3.0.R2pyTBbVtVu6N 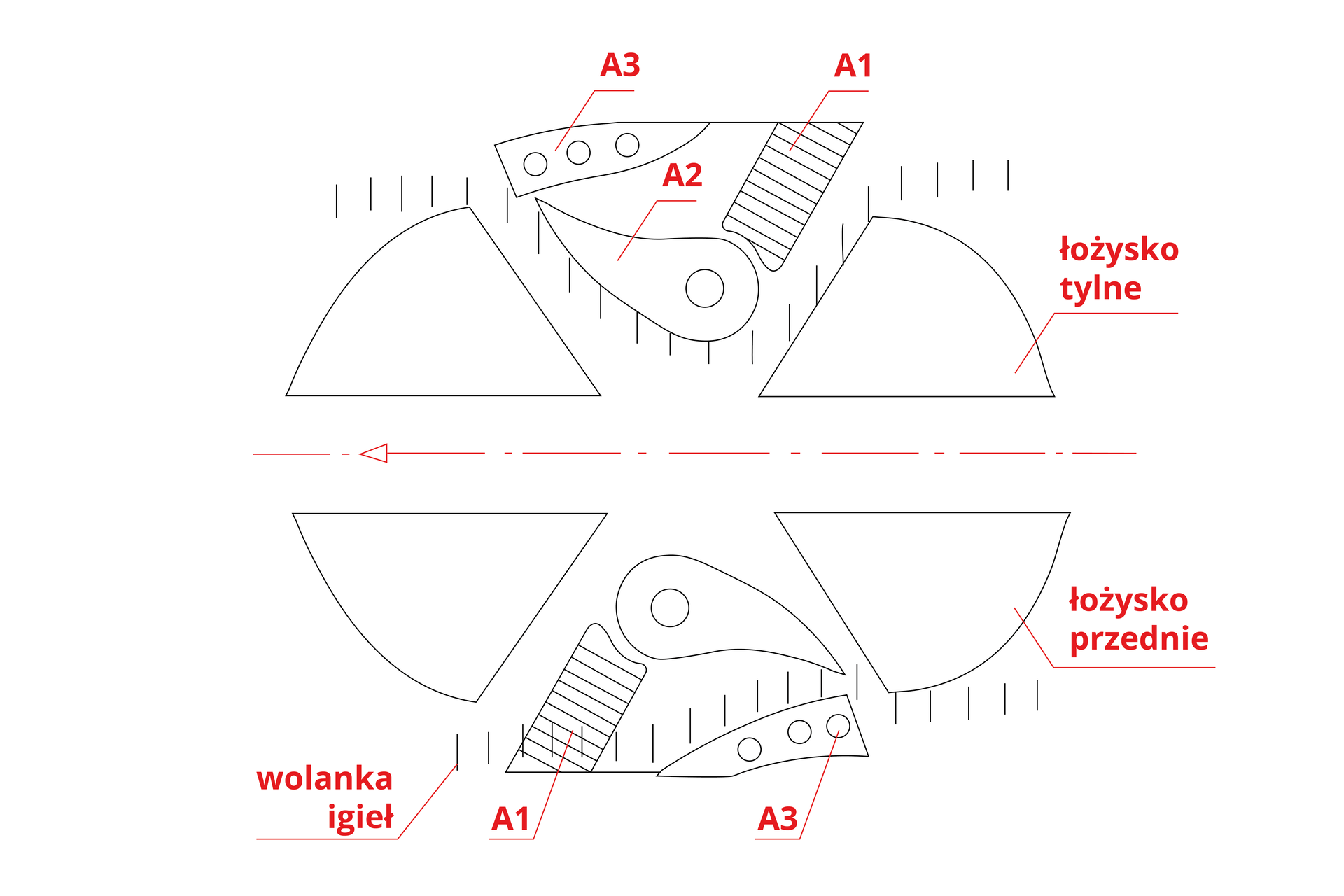 Schemat przedstawia zamek z języczkiem szydełkarki płaskiej.Źródło: Akademia Finansów i Biznesu Vistula, licencja: CC BY-SA 3.0.
Schemat przedstawia zamek z języczkiem szydełkarki płaskiej.Źródło: Akademia Finansów i Biznesu Vistula, licencja: CC BY-SA 3.0.
Dzianiny wykonywane na szydełkarce podstawowej
Na szydełkarce tego typu wykonuje się dzianiny o podstawowych splotach rządkowych:
dzianinę lewoprawą, która jest wykonywana na jednym łożysku igłowym lub obydwóch pracujących niezależnie od siebie,
dzianinę falistą, która powstaje w wyniku połączenia dwóch niezależnie wykonanych rządków dzianiny o splocie lewoprawym i dwuprawym,
dzianinę platerowaną otrzymywaną przy zastosowaniu lejka o dwóch otworach, z których jeden wprowadza nitkę platerowaną, a drugi platerującą występującą na prawej stronie dzianiny dwuprawej,
dzianinę dwuprawą, przy której ważne jest, aby dla wszystkich kształtek spychających była ustawiona jednakowa głębokość spychania,
dzianinę dwuprawą jednostronnie nabieraną (o splocie perlistym), stosowaną do wykonania brzegów dzianiny,
dzianinę dwuprawą dwustronnie nabieraną (dwuperlistą), stosowaną do wykonania dzianiny o wyraźnej strukturze kolumienek, o znacznie większej grubości,
dzianinę z przesuwanym rządkiem, którą wykonujemy poprzez przesuwanie łożyska igłowego,
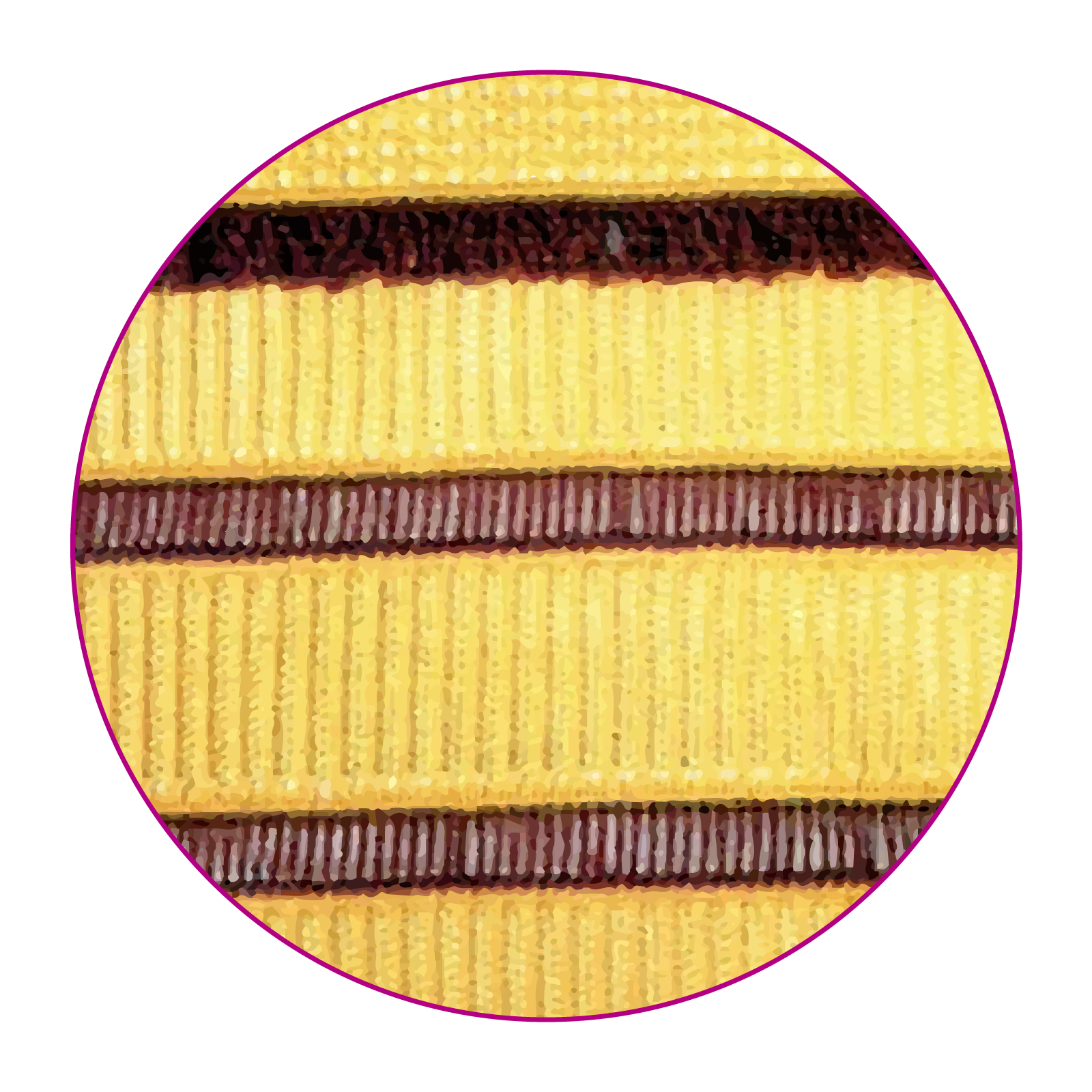
dzianiny o wzorach paskowych, uzyskiwane przez zmianę kolorów nitek w wodziku zasilającym maszynę.
Na szydełkarkach płaskich można również wykonywać wyroby odpasowane. Długość i szerokość wyrobu możemy zmieniać przez wykonanie określonej liczby rządków i włączanie do pracy odpowiedniej ilości igieł. Poszerzanie wyrobu następuje poprzez dodawanie określonej liczby igieł, a zwężanie poprzez wyłączanie igieł.


Nowoczesne rozwiązania technologiczne stosowane w maszynach płaskich do wytwarzania dzianin rządkowych
Systemy dziania
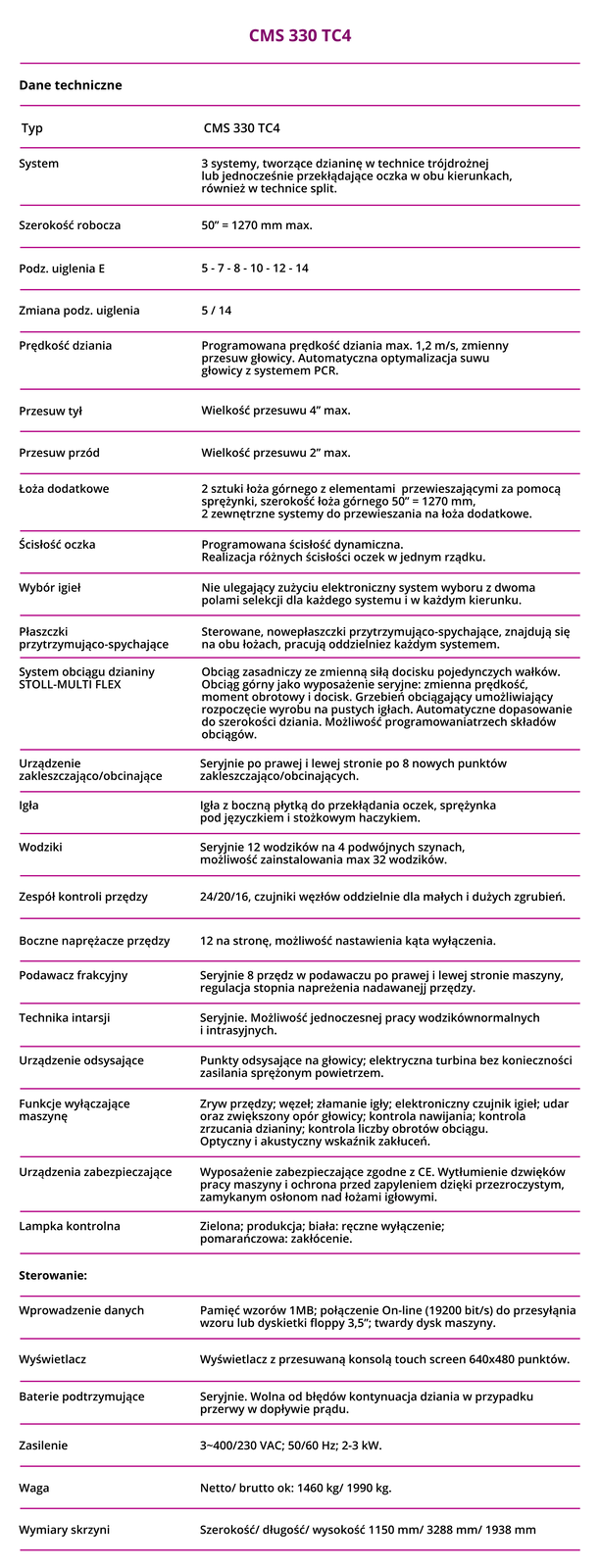
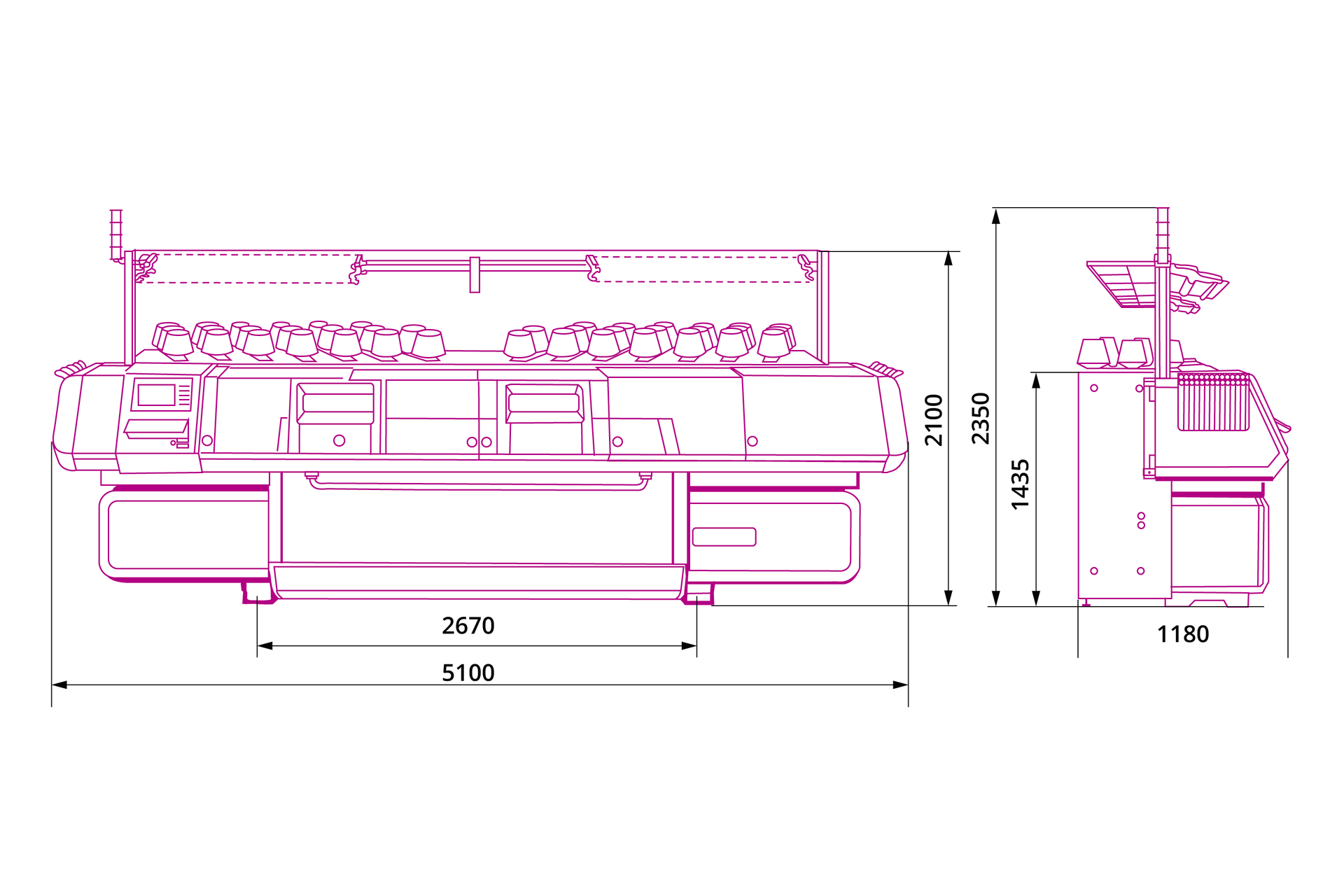
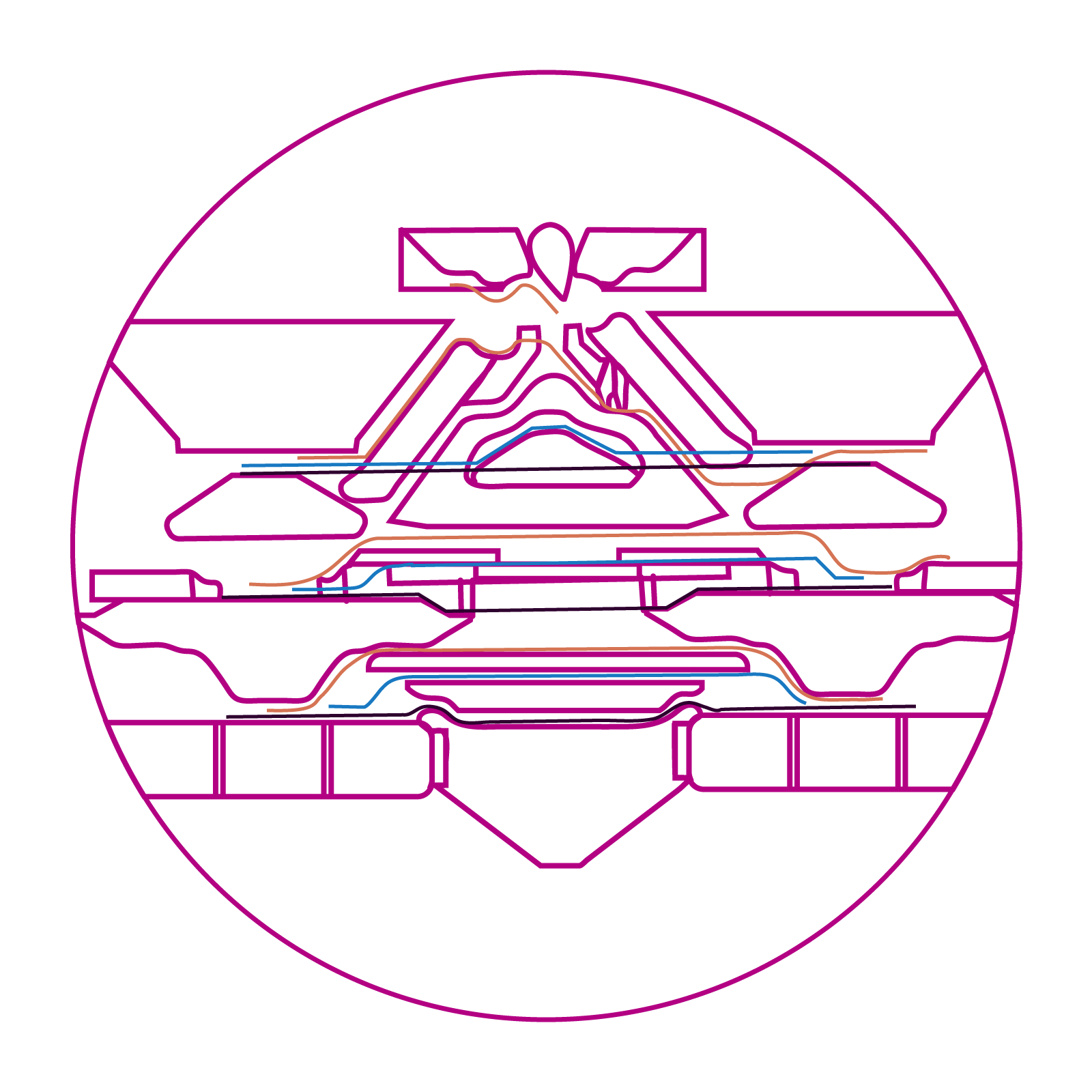
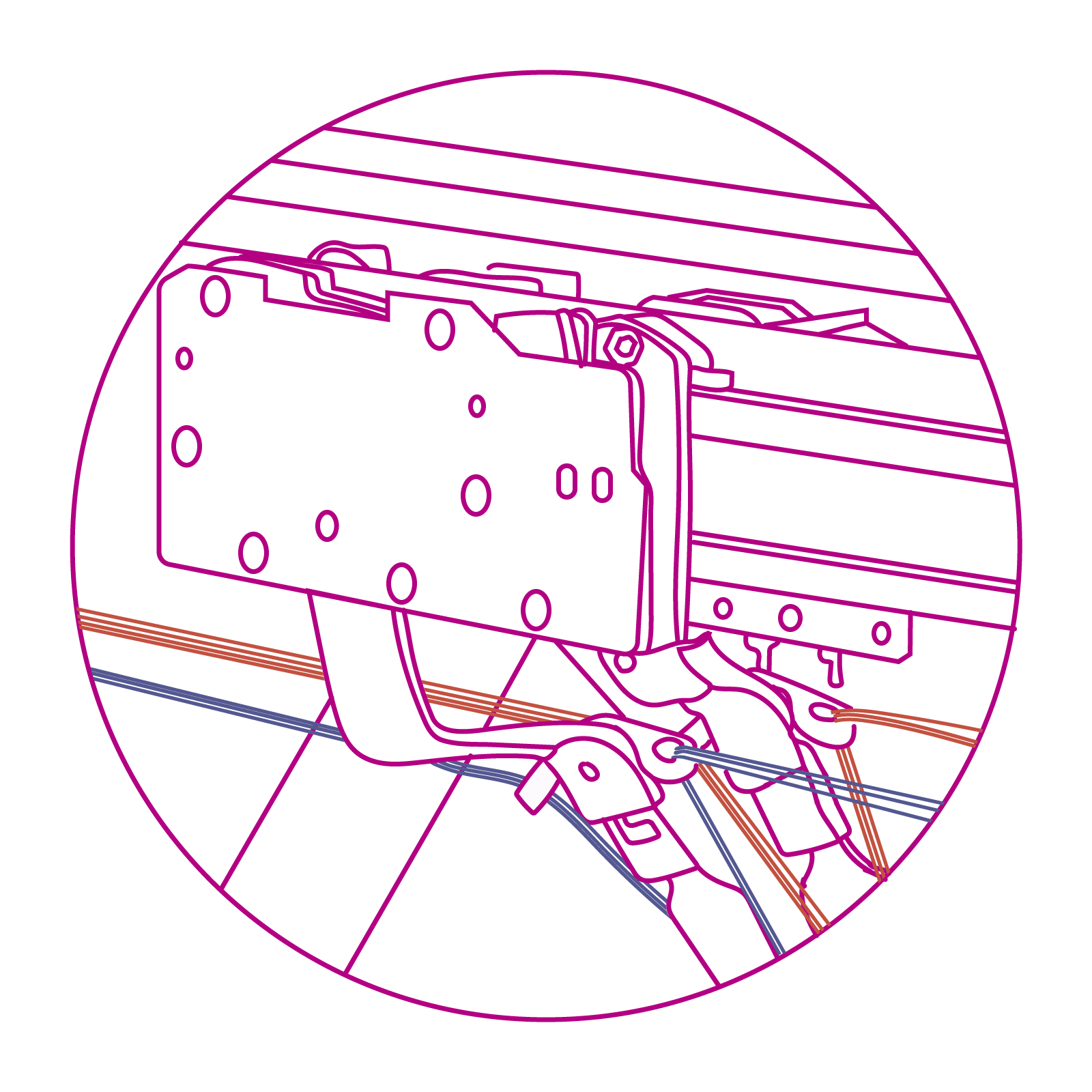
W szydełkarkach płaskich zastosowano niezależne systemy dziania, które umożliwiają ich optymalne wykorzystanie i osiągnięcie maksymalnej wydajności maszyny podczas wytwarzania danego splotu i rodzaju dzianiny. Maszyny pracują w technice trójdrożnej bądź z równoczesnym przekładaniem oczek w obu kierunkach lub wytwarzają dzianiny w technice split. Podczas jednego suwu głowicy można zmieniać ścisłość dzianiny. W nowoczesnych rozwiązaniach przedstawionych na zdjęciach i schemacie zastosowano sześć systemów dziejąco‑przekładających ze zintegrowaną funkcją split, zredukowaną szerokością głowicy o krótszym suwie pracy. W tym rozwiązaniu głowica zamkowa pracuje na odcinku łoża, na którym wykonywany jest wzór. Dodatkowym rozwiązaniem jest zastosowanie płaszczek przytrzymująco‑spychających umożliwiających tworzenie wzorów strukturalnych.
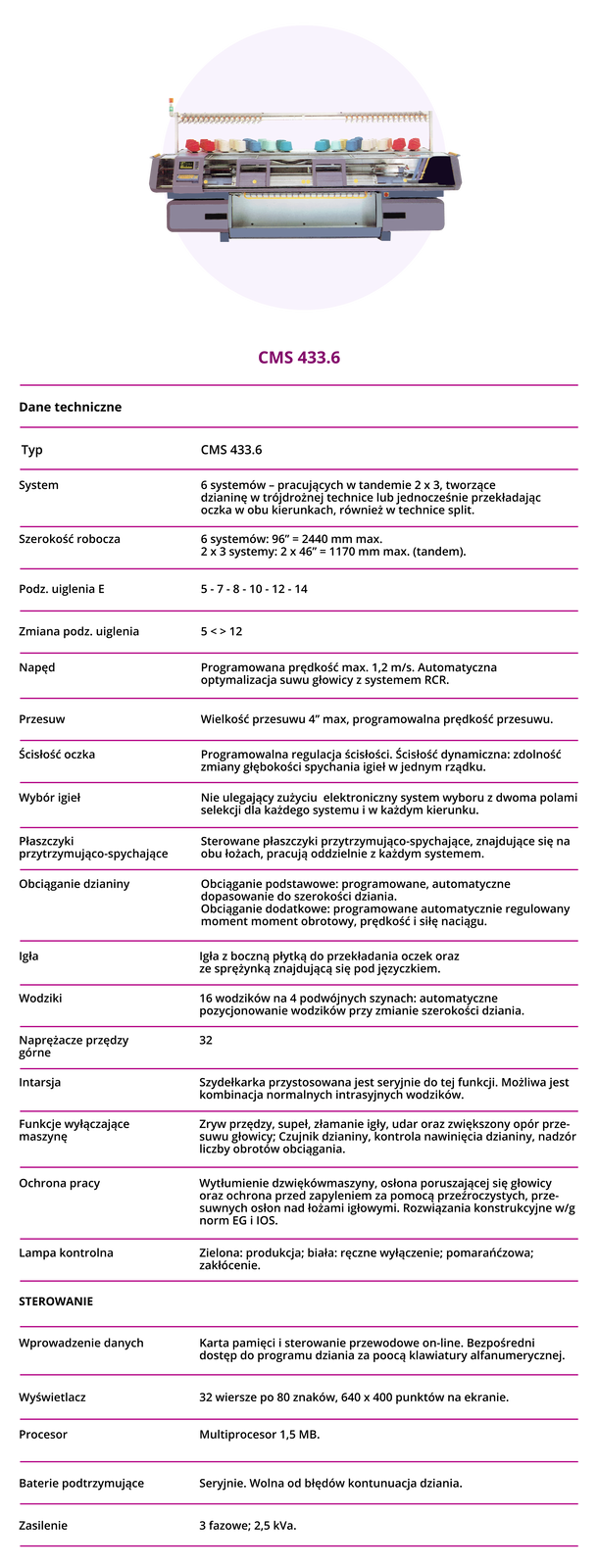
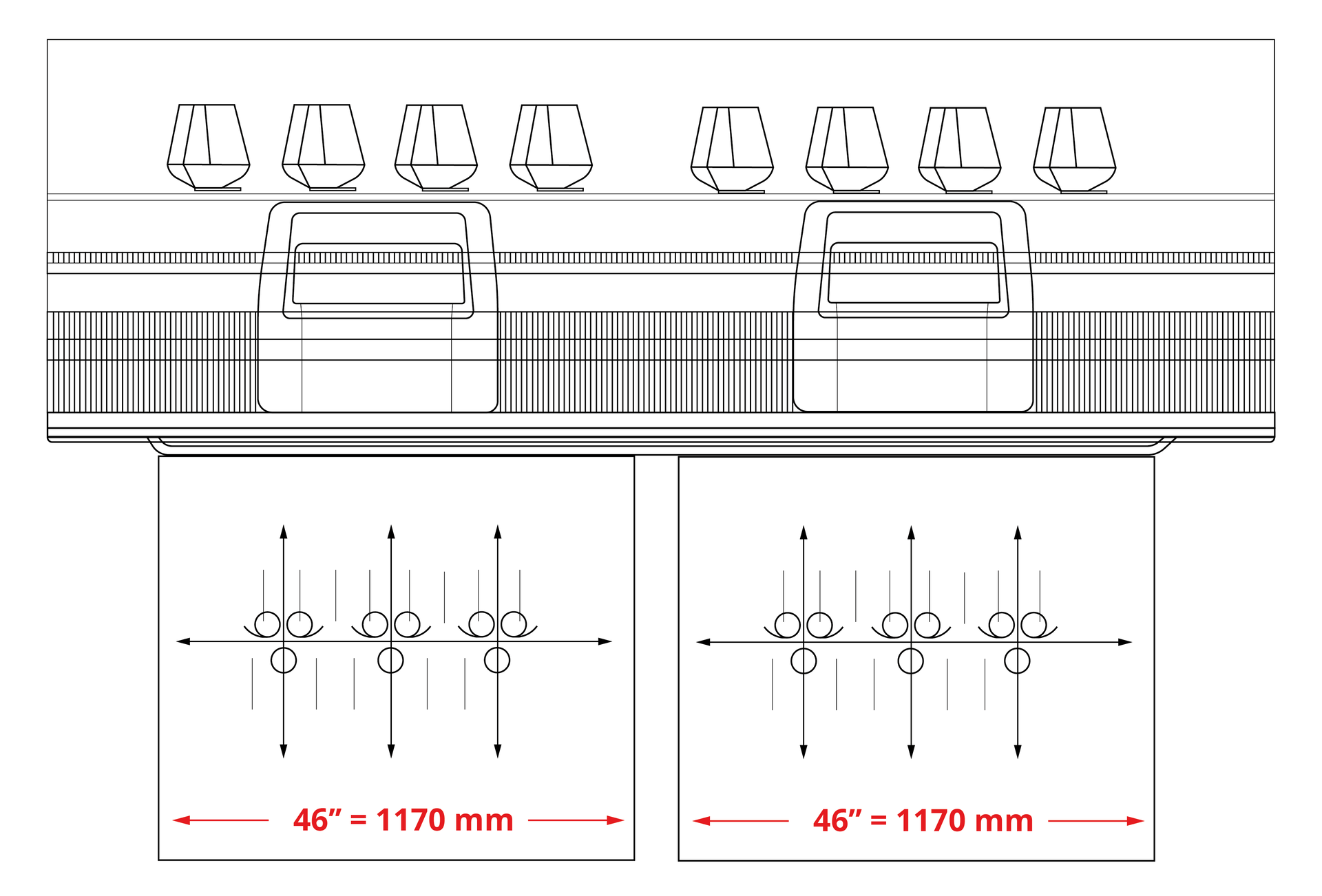
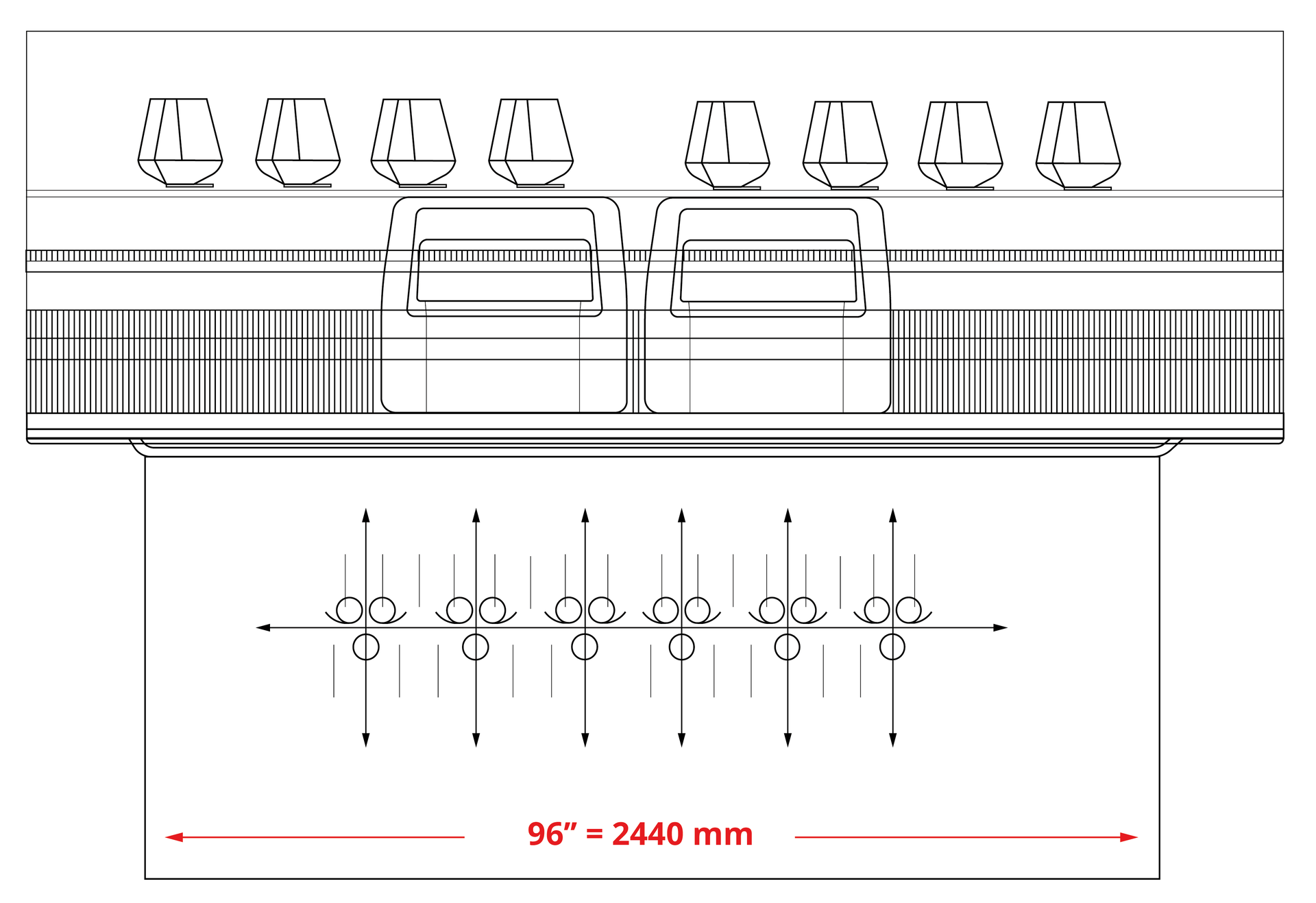
Elementem wpływającym na wysoką wydajność szydełkarek jest zastosowanie podwójnych systemów dziania, tandemu 2 x 3. W takim rozwiązaniu możliwe jest korzystanie z maksymalnej szerokości dziania przez połączenie dwóch głowic. Takie rozwiązanie zapewnia wysoką wydajność przy wytwarzaniu wyrobów odpasowanych, ponieważ każdy z systemów ma możliwość poszerzania lub zwężania dzianiny, tworzenia wzorów strukturalnych lub dziania w technice split.
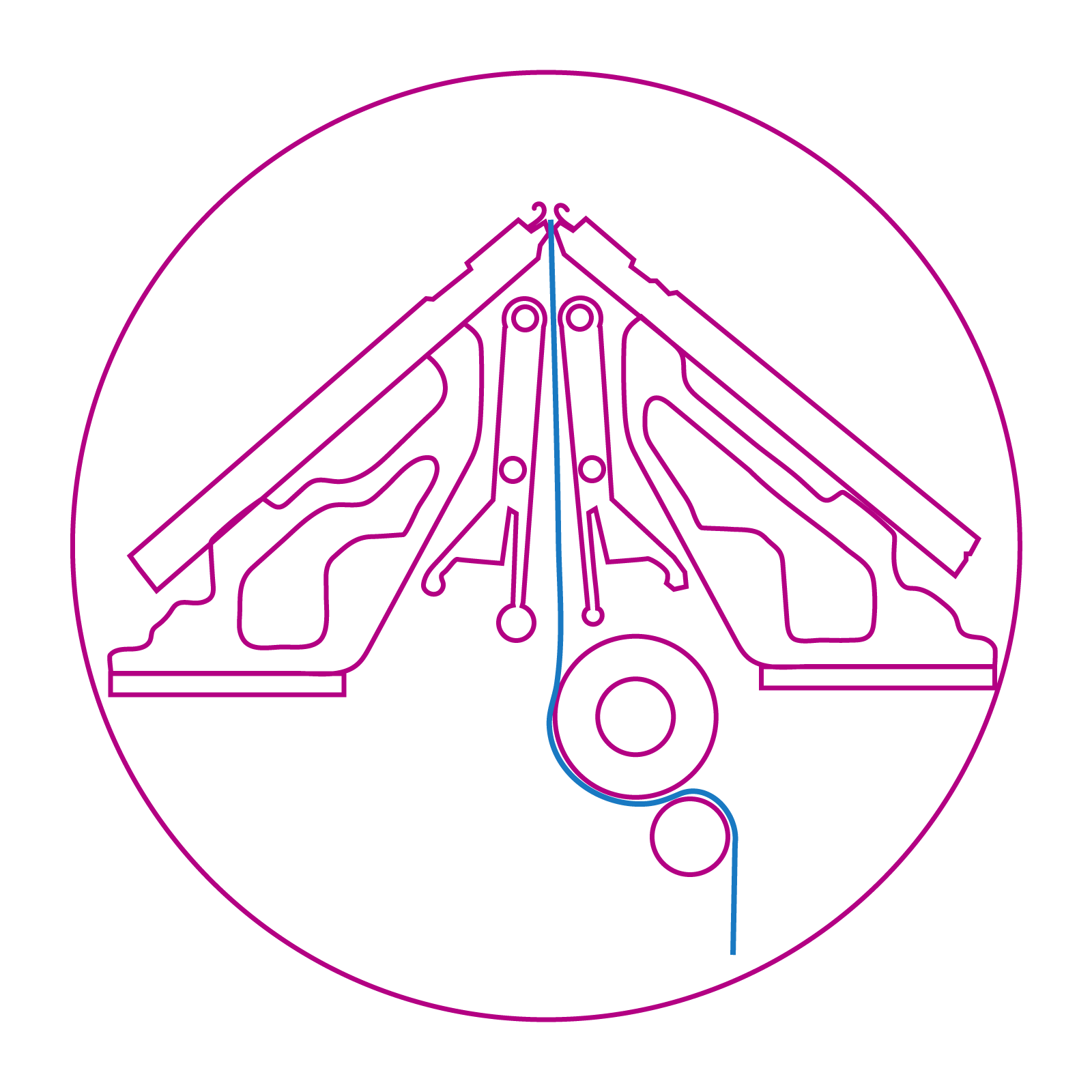
Sterowanie płaszczkami dzianin
W szydełkarkach na obu łożach igłowych zastosowano płaszczki przytrzymująco- spychające sterowane oddzielnie przez każdy z systemów. Płaszczki pozwalają uzyskać wysoką jakość optyczną wytwarzanego oczka i wytwarzanie skomplikowanych wzorów trójwymiarowych.
Wodziki intarsyjne
W szydełkarkach zastosowano rozwiązania konstrukcyjne umożliwiające wytwarzanie dzianin intarsyjnych. W jednym rządku wytwarzanej dzianiny poprzez przesunięcie wodzików możemy wprowadzić 32 kolory nitki do produkowanej dzianiny. Szydełkarki automatycznie pozycjonują wodziki na początku dziania i przy zmianach rozmiaru produkowanego wyrobu.
Odbiór wytworzonej dzianiny
Optymalny obciąg wytwarzanej dzianiny i jego równomierne naprężenie na całej szerokości dzianiny jest efektem zastosowania dodatkowego obciągu. W rozwiązaniach konstrukcyjnych szydełkarek istnieje możliwość programowania momentu obrotowego, prędkości obciągania i siły obciągającej w zależności od splotu i rodzaju surowca.
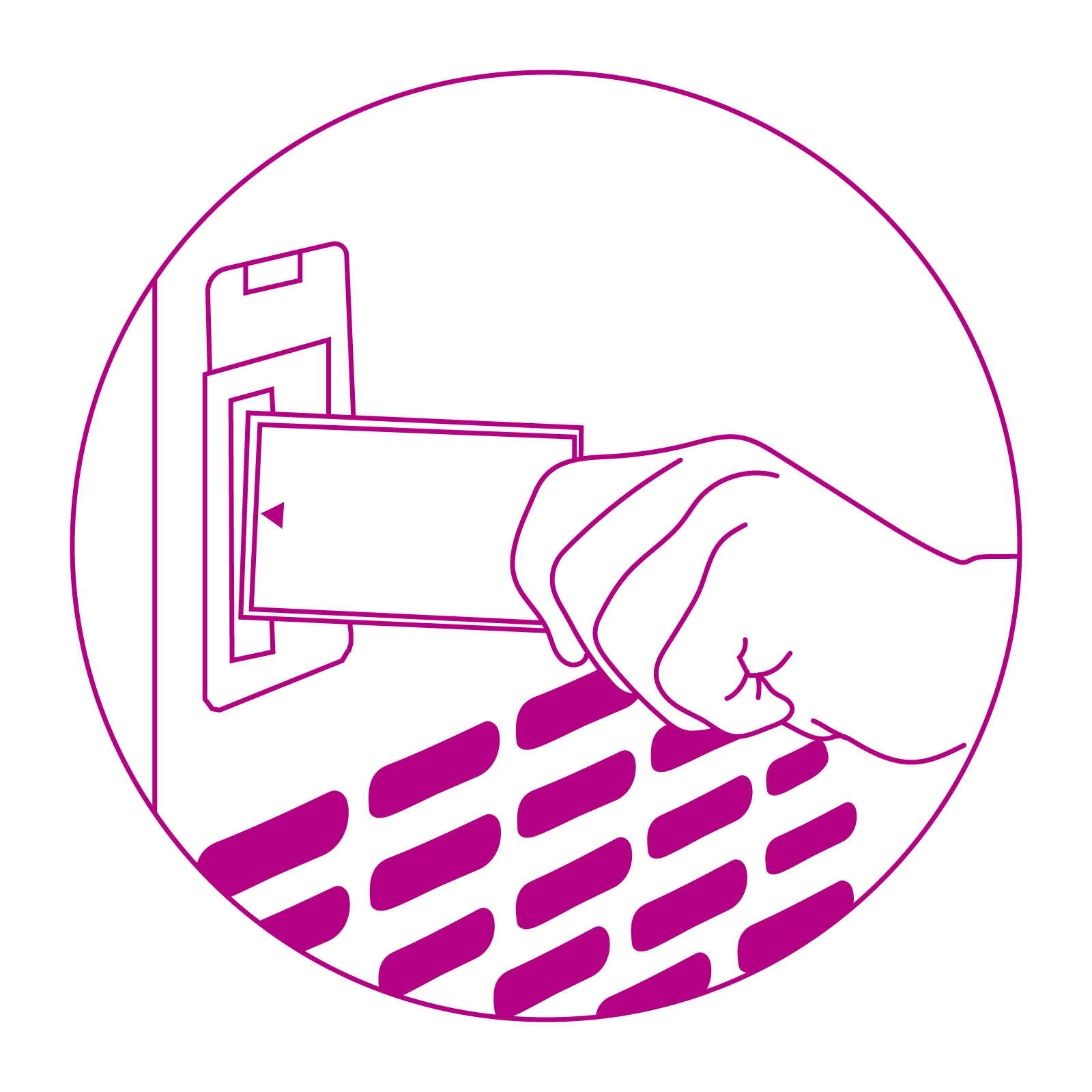
Programowanie i sterowanie szydełkarek
Zaprogramowanie pracy szydełkarki odbywa się poprzez karty pamięci lub połączenie przewodowe z komputerem, w którym znajduje się centrum wzornictwa. Multiprocesorowe sterowanie zmienia wydane polecenia z centrum wzornictwa na funkcję sterującą maszyną, wprowadzane są dane i testowany jest program działania. Centrum wzornictwa zapewnia natychmiastową wymianę danych między maszyną a komputerem centralnym oraz kontrolę produkcji wraz z wszystkimi danymi dotyczącymi produkowanej dzianiny.
Specjalny modem umożliwia użytkownikom szydełkarek na całym świecie dostęp do centrum wzornictwa, przekazując wzory, dokonując korekty programów, przeprowadzając diagnostykę maszyn i przygotowując raporty produkcyjne.
Zastosowanie oprogramowania komputerowego upraszcza proces projektowania wzorów wyrobów dziewiarskich wytwarzanych na szydełkarkach płaskich. Przygotowanie programu na wyroby w pełni odpasowane następuje z wykorzystaniem bazy graficznej. Program komputerowy automatycznie przygotowuje kompletny program działania na podstawie wprowadzonego wzoru żakardowego.
Wzory dzianin z szydełkarek płaskich z napędem mechanicznym i sterowaniem komputerowym

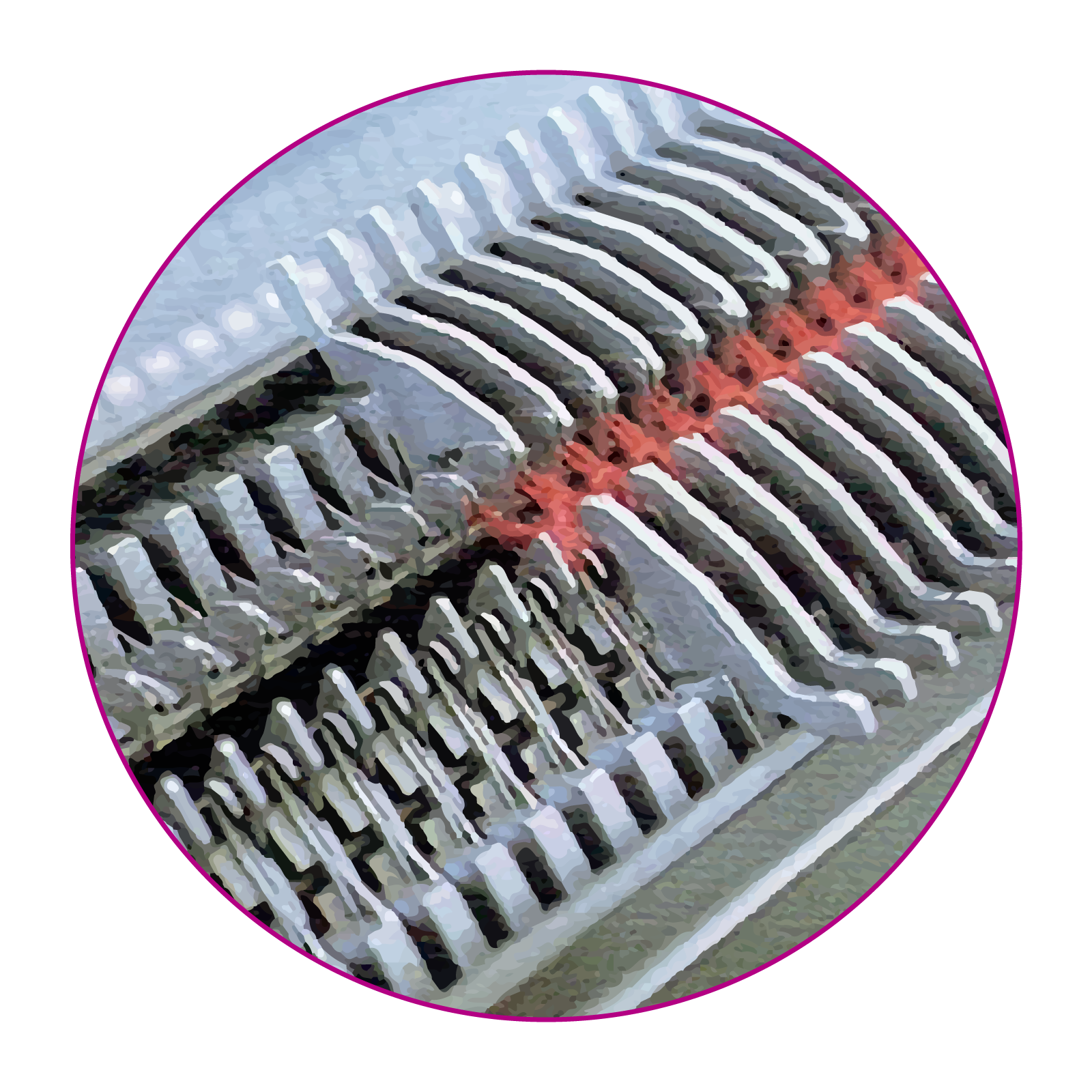
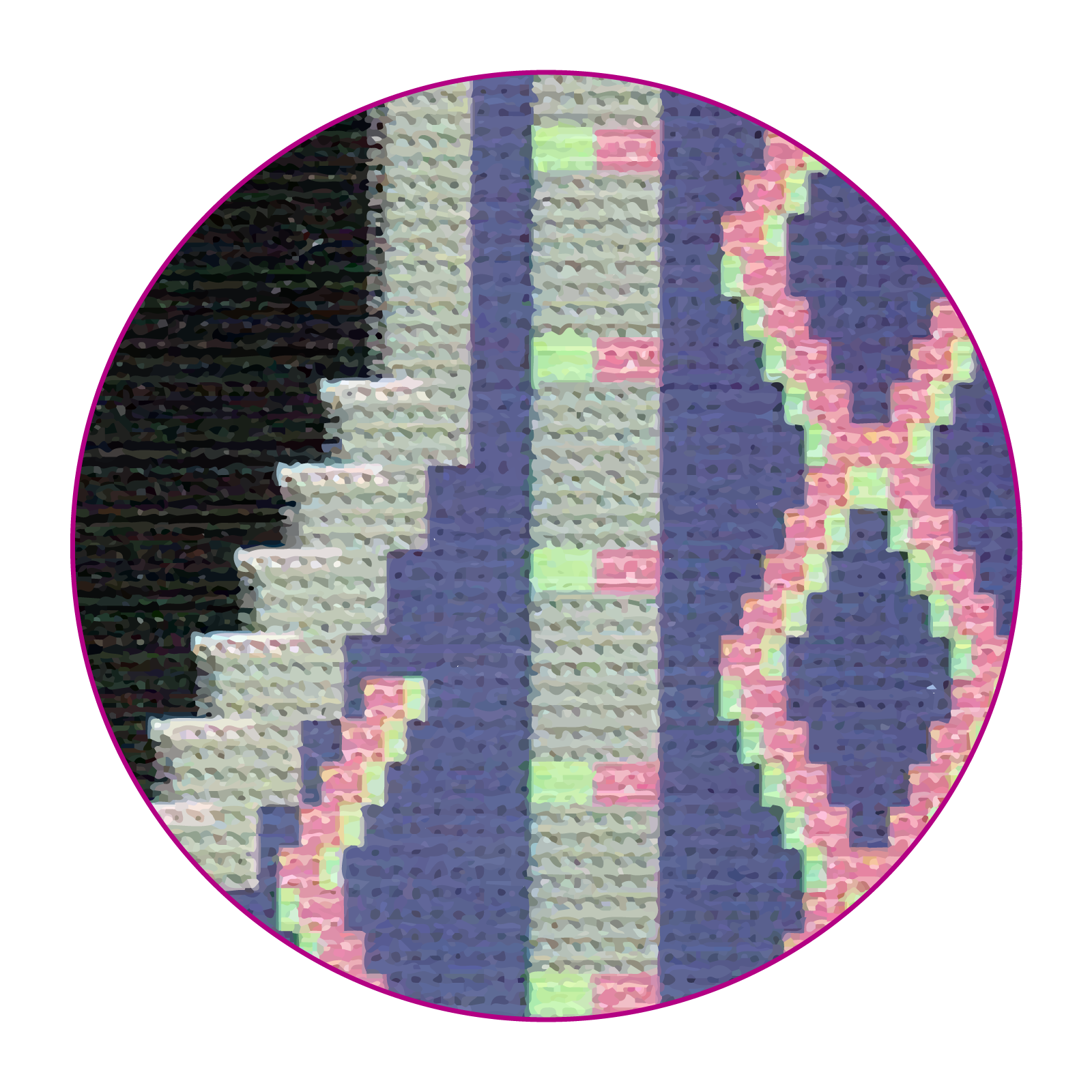
Zdjęcie przedstawia dzianinę wykonaną techniką split. Jest to czterokolorowy wzór, wytwarzany w dwóch częściach. Składa się z czterokolorowych pól strukturalno‑intarsyjnych z kombinacją rombów i warkoczy wytwarzanych bez pustych przesuwów głowicy.

W procesie wytwarzania dzianiny trzema systemami dwa elementy są wytwarzane jednocześnie. Dwu- i trzyigłowe romby wykonane w technice split krzyżują się z warkoczami i pionowymi kolumienkami prawych oczek na tle oczek lewych.
Obsługa szydełkarek płaskich z napędem mechanicznym i sterowaniem komputerowym
Wyświetlacz umieszczony w panelu sterującym zapewnia możliwość przeglądu programu działania i wprowadzanie wszystkich poleceń dotyczących wytwarzania wyrobu. Klawiatura wraz z wyświetlaczem stanowi ergonomicznie usytuowaną całość, która może być przesuwana wzdłuż szydełkarki.
Warunki przechowywania surowców, półproduktów i wyrobów włókienniczych
Surowce, półprodukty i wyroby dziewiarskie powinny być składowane i przechowywane w wydzielonym pomieszczeniu magazynowym zapewniającym ciągłość produkcji i właściwe sezonowanie wyrobów. Gotowe wyroby dziewiarskie powinny znajdować się na regałach. Dzianiny muszą być zabezpieczone przed zabrudzeniami i uszkodzeniami mechanicznymi. Dzianiny metrażowe należy przechowywać w formie nawoju nawiniętego na rolkę lub taflowane, dzianiny półodpasowane w formie nawoju lub odcinków ułożonych w paczki, elementy odpasowane w paczkach lub pojemnikach.
W pomieszczeniach magazynowych sezonuje się dzianiny tak, aby uzyskały one stabilne wymiary. Proces sezonowania ma zastosowanie w przypadku dzianin szczególnie rozciągliwych. W celu zapewnienia poprawnego przebiegu sezonowania dzianina musi leżeć w stanie swobodnym w postaci taflowanej w warunkach klimatycznych zgodnych z PN‑B-02402: 1982. Optymalne warunki magazynowania to temperatura 20 ± 2Indeks górny 00C i wilgotność względna na poziomie 65 – 75 %. Pomieszczenia magazynowe powinny być wyposażone w półki i regały wykonane z gładkich i śliskich powierzchni, a ich głębokość musi być większa od szerokości dzianiny. Pojemniki, w których składowane są elementy odpasowane, muszą zapewnić ich swobodne ułożenie. Dzianiny należy także chronić przed nadmiernym nasłonecznieniem.
Przepisy przeciwpożarowe i bezpieczeństwa i higieny pracy w pomieszczeniach magazynowych
wszystkie instalacje centralnego ogrzewania muszą być izolowane i systematycznie musi być z nich usuwany kurz,
regały, na których składowane są dzianiny, muszą być oddalone od urządzeń grzewczych o minimum 0,5 metra,
w pomieszczeniach magazynowych obowiązuje bezwzględny zakaz używania otwartego ognia,
drzwi do magazynu powinny zapewniać swobodny dostęp dla urządzeń transportowych i muszą to być drzwi metalowe,
podłogi w pomieszczeniu magazynowym muszą być suche i gładkie, znajdujące się na jednym poziomie, pozbawione progów,
główne przejścia między regałami powinny mieć szerokość co najmniej 2 metrów, a boczne – co najmniej 1 metra,
przy układaniu nawojów w stosy należy je układać systemem szachownicy jeden na drugim,
przy wydawaniu dzianiny nie wolno wyjmować nawojów z środka stosu, ponieważ może to spowodować obsunięcie się dzianin z góry stosu,
lampy powinny być zawieszone nad przejściem głównym i przejściami bocznymi,
natężenie oświetlenia w miejscu składowania powinno wynosić 50 luxów, a na stanowisku wydawania dzianin – 100 luxów,
w magazynie powinna znajdować się apteczka zawierająca środki do udzielania pierwszej pomocy przedmedycznej.
W celu ewidencjonowania obrotu materiałowego w magazynie prowadzi się ewidencję. Dokumentacja ewidencji obrotów materiałowych obejmuje:
numer dokumentu przychodowego dzianiny dostarczonej do magazynu,
określenie rodzaju dzianiny jej nazwę symbol, rodzaj surowca,
masę dzianiny lub ilość metrów,
dokumenty rozchodu dzianiny przy jej wydaniu z magazynu.
Dokumentacja prowadzona jest w formie elektronicznej i stanowi dokumenty wewnętrzne przedsiębiorstwa.
Na podstawie e‑booka zapoznałeś się z treściami dotyczącymi: podstaw systemu zarządzania jakością wyrobów dziewiarskich w warunkach produkcyjnych dużych przedsiębiorstw włókienniczych, normalizacji w zakresie wytwarzania i wykończania dzianin wytwarzanych metodą szydełkowania rządkowego, kontroli jakości wyrobów dziewiarskich wytwarzanych na szydełkarkach płaskich. Poznałeś charakterystyki ręcznych i mechanicznych maszyn i urządzeń włókienniczych wytwarzających dzianiny rządkowe. Zapoznałeś się z technologią ręcznego wytwarzania dzianin na maszynach płaskich ze sterowaniem ręcznym oraz technologię wytwarzania dzianin na maszynach płaskich ze sterowaniem mechanicznym i wzorowaniem komputerowym.
Powrót do spisu treściPowrót do spisu treści
Netografia i bibliografia
Netografia
Poradniki dla nauczycieli i uczniów dla zawodów operator maszyn w przemyśle włókienniczym oraz technik włókiennik, http://www.koweziu.edu.pl/programy modułowe (dostęp 18.06.2022).
Bibliografia
Bartos J., Włókiennictwo. Poradnik inżyniera. Tom 1, WNT, Warszawa 1988.
Jackowski T., Szosland J., Korliński W., Podstawy mechanicznej technologii tekstyliów, WNT, Warszawa 1987.
Korliński W., Podstawy dziewiarstwa, WNT, Warszawa 1981.
Powrót do spisu treściPowrót do spisu treści
Powiązane materiały multimedialne
Dokumentacja interaktywna: „Zasady wypełniania dokumentacji techniczno‑technologicznej wyrobów dziewiarskich”Dokumentacja interaktywna: „Zasady wypełniania dokumentacji techniczno‑technologicznej wyrobów dziewiarskich”