Planowanie procesów kontroli wyrobów
MTL.05 Organizacja i prowadzenie procesów metalurgicznych - Technik przemysłu metalurgicznego 311708
Słownik pojęć dla e‑materiału
Aby wyszukać pojęcie lub frazę występujące w słowniku, wpisz je w poniższą ramkę.
jedna z metod badań nieniszczących opierająca się na obserwacji natężenia i zmian kierunku fal ultradźwiękowych w badanym materiale (w zakresie od do ) oraz na pomiarach czasu przejścia fal przez materię. W badaniach wykorzystuje się trzy metody badawcze:
metoda echa – przy użyciu specjalnej głowicy wytwarza się i wprowadza do materiału impulsy fal ultradźwiękowych. Ta sama głowica odbiera impulsy odbite od wad materiału i powierzchni ograniczających, uzyskując informacje o ich kształcie i głębokości położenia,
metoda cienia (przepuszczania) – wykorzystywane są dwie głowice umieszczone po obu stronach materiału. Pierwsza głowica nadaje sygnał (fale ultradźwiękowe) a druga go odbiera. Jeśli na drodze impulsu znajduje się wada, tworzy się tzw. cień i odebrany sygnał będzie miał niższe natężenie (osłabienie energii fali). Metoda ta nadaje się do badania cienkich elementów i materiałów silnie tłumiących. Jej podstawową wadą jest brak możliwości określenia głębokości położenia wady,
metoda rezonansu – polega obserwacji maksimum uzyskanej fali stojącej czyli takiej której grzbiety i doliny nie przemieszczają się. Fala taka powstaje wskutek nałożenia się fal odbitej i padającej gdy całkowita wielokrotność połowy długości fali jest równa grubości materiału. Metoda ta sprawdza się przy określaniu zmian grubości elementu i rozwarstwień
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
metoda metalurgiczna pozwalająca na prowadzenie procesu odlewania stalistali w sposób ciągły. Uzyskiwane półprodukty stanowią różne formy odlewów i wlewkówwlewków. Linia ciągłego odlewania stali (COS) jest jednym ze składowych elementów zautomatyzowanej technologii hutniczej stosowanej (obok tradycyjnej) do produkcji hutniczych wyrobów płaskich. W procesie produkcji płynny metal, najczęściej stal o temperaturze około , wlewana jest pod kontrolą z kadzikadzi do przelotowej wlewnicywlewnicy – krystalizatorakrystalizatora, gdzie krzepnąc uzyskuje kształt tej formy i jest sukcesywnie z niej wysuwana. Opuszczający maszynę odlew stalowy ma temperaturę około i jest długim blokiem, który po pocięciu przekazywany jest do dalszej obróbki w walcowni

Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
przyrządy pomiaroweprzyrządy pomiarowe czujnikowe to grupa obejmująca różne narzędzia takie jak: czujniki zegarowe, czujniki cyfrowe, średnicówki czujnikowe, grubościomierze czujnikowe czy głębokościomierzegłębokościomierze czujnikowe. Czujniki pozwalają na precyzyjne pomiary z małym naciskiem pomiarowym. Mogą mierzyć w sposób ciągły, dzięki czemu nadają się do kontroli bicia czy okrągłości.
Plansza interaktywna Kontrola etapów procesów metalurgicznych
Plansza interaktywna Kontrola etapów procesów metalurgicznych
urządzenie przeznaczone do przeprowadzania badań ultradźwiękowychbadań ultradźwiękowych, którego zadaniem jest wzbudzenie drgań w głowicy ultradźwiękowej pełniącej funkcję nadajnika oraz detektora. Jeżeli w badanym elemencie fala ultradźwiękowa napotka na występujące nieciągłości materiałowe wiązka ulega odbiciu. Odbita część wiązki powracając do głowicy przesyła sygnał do defektoskopu, który powoduje powstawanie impulsu świetlnego na ekranie defektoskopu. Na podstawie odległości między impulsem echa niezgodności a impulsem początkowym ustala się położenie oraz głębokość zalegania nieciągłości
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
ręczne narzędzie czy też przyrząd pomiarowyprzyrząd pomiarowy służący do pomiarów głębokości otworów, zagłębień, szczelin. Końcówka głębokościomierza może mieć różne rodzaje zakończeń. Mamy dostępnych kilka rodzajów głębokościomierzy – przede wszystkim można je podzielić na analogowe i cyfrowe (elektroniczne). Głębokościomierze analogowe z kolei dzielimy na te z odczytem noniuszowymnoniuszowym, czyli głębokościomierze suwmiarkowe oraz głębokościomierze mikrometryczne, które są bardziej dokładne
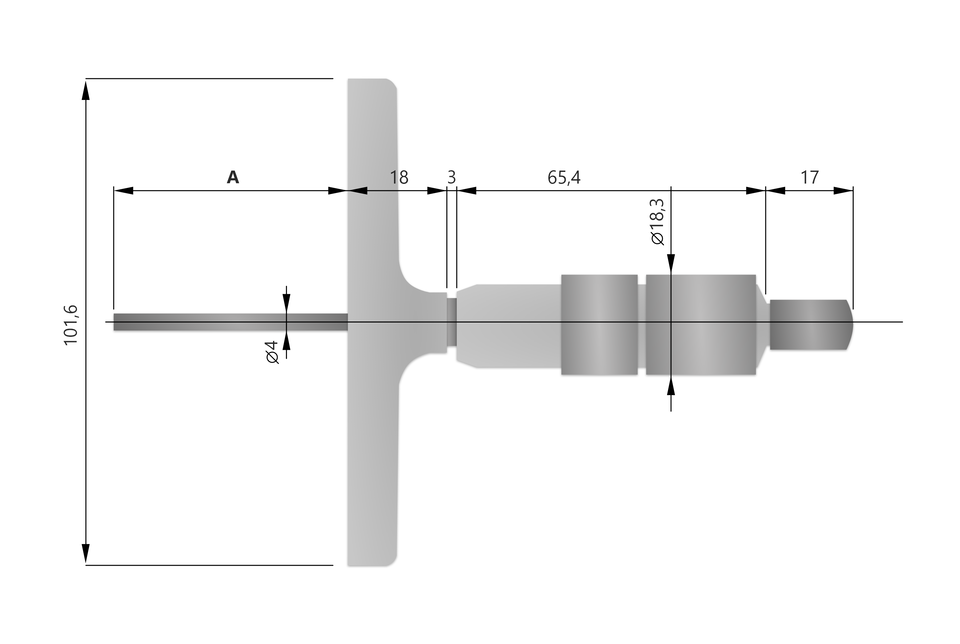
Ilustracja przedstawia widok z boku na poziomo ułożony głębokościomierz mikrometryczny, którego najważniejsze wymiary zwymiarowano w taki sam sposób jak rysunek techniczny. Przyrząd przedstawiono w srebrno–szarej kolorystyce. Zaczynając od lewej strony, składa się on z trzpienia o średnicy czterech milimetrów o stosunkowo dużej wysokości, którą oznaczono dużą literą A, wymiar ten jest zakresem pomiaru. Narzędzie posiada ruchomą poprzeczkę o rozpiętości sto jeden i sześć dziesiątych milimetra, która ma kształt prostokąta o dwóch zaokrąglonych kątach, leżących przy dłuższym boku, jej wysokość wynosi osiemnaście milimetrów. Poprzeczka nie posiada zaokrągleń od strony trzpienia. Ze środka poprzeczki od prawej strony wychodzą pozostałe elementy przyrządu składające się z cylindrów o różnej średnicy. Zaraz za poprzeczką znajduje się tuleja z podziałką wzdłużną, na której osadzono bęben z podziałką obwodową o średnicy większej niż tuleja. Bęben składa się z trzech cylindrycznych części, na jednej z nich widnieje podziałka, natomiast dwie pozostałe są radełkowane, a ich średnica wynosi osiemnaście i trzy dziesiąte milimetra, przy czym średnica ta jest większa niż średnica części z podziałką. Długość bębna wynosi sześćdziesiąt pięć i cztery dziesiąte milimetra. Przed wykonaniem pomiaru wysokość widocznej części tulei wynosi trzy milimetry. Ostatnim elementem przyrządu jest cylindryczne radełkowane pokrętło sprzęgła o średnicy o około połowę mniejszej, niż radełkowana część bębna. Wysokość pokrętła wynosi siedemnaście milimetrów. Pokrętło zakończone jest kopułowym zaokrągleniem. Głębokościomierz mikrometryczny umożliwia wykonanie pomiarów głębokości otworów nieprzelotowych, zagłębień i uskoków. Elementem pomiarowym przyrządu jest śruba mikrometryczna.

Ilustracja przedstawia widok z boku na poziomo ułożony głębokościomierz suwmiarkowy, którego poszczególne elementy oznaczono za pomocą linii skierowanej na dany element, na końcu której widnieje nazwa elementu. Przyrząd przedstawiono w srebrno‑szarej kolorystyce. Głębokościomierz suwmiarkowy składa się z prowadnicy z podziałką milimetrową. Element kształtem przypomina linijkę zakończoną z lewej strony wystającym od niewielkim hakiem. Długość podziałki milimetrowej wynosi dwieście milimetrów, każdy milimetr oznaczono krótką kreską prostopadłą do krawędzi prowadnicy , przy czym co dziesięć milimetrów pisano kolejne liczby kolejno zero, dziesięć, dwadzieścia, aż do dwustu. Linia przy oznaczonym wymiarze jest nieco dłuższa, niż w przypadku pozostałych kresek podziałki. Na prowadnicy osadzono ruchome szczęki o symetrycznym kształcie litery te, odwróconej o minus dziewięćdziesiąt stopni, ze szczeliną wzdłuż prowadnicy umożliwiającą odczyt pomiaru z noniusza. Kąty poniżej ramienia litery te oraz w dolnej części ramienia są zaokrąglone. Na dolnej części szczęk umieszczono noniusz dokładny, który umożliwia zwiększenie dokładności pomiaru do dziesiętnych części milimetra. Na szczękach, na części równoległej do prowadnicy, przytwierdzono czarną, niewielką śrubę skręcającą , pozwalającą na zablokowanie ruchu szczęk podczas wykonywania pomiaru. Pomiar głębokościomierzem suwmiarkowym polega na ustawieniu szczęk przyrządu na górnej krawędzi mierzonego elementu, tak aby dokładnie przylegały do powierzchni, następnie prowadnice wprowadza się w otwór, którego głębokość jest mierzona, aż do oporu. Następnie skręca się śrubę skręcającą . Na noniuszu głównym odczytuje się wymiar z dokładnością do jednego milimetra za pomocą kreski z wymiarem zero, na noniuszu dokładnym. Wymiar po przecinku z dokładnością nawet do jednej dziesiątej milimetra znajduje się na podziałce dokładnej. Określa go pierwsza kreska pokrywająca się ze skalą na noniuszu głównym.
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
polega na nagrzewaniu stalistali do odpowiedniej temperatury, zależnej od rodzaju materiału, zwykle o około od temperatury przemiany, wygrzaniu jej w tej temperaturze, w celu uzyskania jednakowej temperatury w całej masie materiału, i szybkim chłodzeniu. Celem hartowania jest uzyskanie struktury materiału o większej twardości. Zależnie od sposobu nagrzewania rozróżnia się hartowanie z ogrzewaniem na wskroś i hartowanie powierzchniowe. Hartowanie powierzchniowe - polega na szybkim ogrzaniu warstwy powierzchniowej przedmiotu do temperatury wyższej od temperatury krytycznej i oziębieniu. Celem tego hartowania jest uzyskanie twardej powierzchni odpornej na ścieranie z zachowaniem plastycznego rdzenia, który przy zmiennych obciążeniach nie ulega pęknięciu. W zależności od sposobu nagrzewania rozróżnia się hartowanie powierzchniowe:
płomieniowe – nagrzewanie przedmiotu palnikiem gazowym,
indukcyjne – nagrzewanie przedmiotu prądami wirowymi wzbudzonymi w warstwie powierzchniowej przedmiotu oraz prądami szybkozmiennymi w induktorze (wzbudniku),
kąpielowe – nagrzewanie przez krótkie zanurzenie przedmiotu w kąpieli solnej lub ołowiowej, o temperaturze dużo większej od temperatury hartowania stali
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
zbiornik używany do transportu ciekłego metalu. Możemy je podzielić na:
kadziekadzie odlewnicze używane do wlewania stopionego metalu do form w celu wykonania odlewu,
kadzie transferowe (transportowe) używane do przenoszenia dużej ilości stopionego metalu z jednego procesu do drugiego. Zwykle do przenoszenia stopionego metalu z głównego pieca topielnego do pieca do przetrzymywania lub do zespołu automatycznego zalewania,
kadzie do obróbki używa się do procesów pozapiecowych np. sferoidyzacja żeliważeliwa
Plansza interaktywna Kontrola etapów procesów metalurgicznych
Plansza interaktywna Kontrola etapów procesów metalurgicznych
generuje obraz w oparciu o różnice temperatur. Wykorzystuje promieniowanie podczerwone w wybranym zakresie fal elektromagnetycznych detektora podczerwieni zainstalowanym w kamerze termowizyjnej. Kamera termowizyjna dokonuje pomiarów i zobrazowania promieniowania podczerwonego pochodzącego z obiektu
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
przyrząd pomiarowyprzyrząd pomiarowy używany do określenia miary kąta
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
półwyroby stalowe otrzymane z wlewków przez kuciekucie lub walcowaniewalcowanie, będące postacią przejściową między wlewkiemwlewkiem, a kęsem
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
„piec bez paliwa”. Wynalazł i opatentował go brytyjski inżynier i wynalazca Henry Bessemer. Jest to zbiornik stalowy wyłożony materiałem ogniotrwałym, służący do otrzymywania staliwa z ciekłej surówkisurówki (zawierającej do kilku procent węgla), za pomocą przedmuchiwania jej sprężonym powietrzem lub czystym tlenem w celu wypalenia (utlenienia) składników metalu występujących w nadmiarze, lub niepożądanych ze względu na ich wpływ na właściwości stopu


Plansza interaktywna Kontrola etapów procesów metalurgicznych
Plansza interaktywna Kontrola etapów procesów metalurgicznych
technologia usuwania niepożądanych domieszek z ciekłego metalu poprzez ich selektywne utlenianie
Plansza interaktywna Kontrola etapów procesów metalurgicznych
Plansza interaktywna Kontrola etapów procesów metalurgicznych
jest miejscem pierwotnego chłodzenia stalistali, w którym odprowadza się ciepła odlewanej stali. Podstawowym kształtem przekroju poprzecznego krystalizatora jest okrąg, kwadrat, prostokąt
Plansza interaktywna Kontrola etapów procesów metalurgicznych
Plansza interaktywna Kontrola etapów procesów metalurgicznych
proces technologiczny, rodzaj obróbki plastycznej, polegający na odkształcaniu metali na gorąco lub na zimno za pomocą uderzeń lub nacisku narzędzi. Narzędzia – czyli matryce lub bijaki umieszczane są na częściach ruchomych narzędzi. Proces ten również może być realizowany w specjalnych przyrządach kuźniczych. W procesie tym nadaje się kutemu materiałowi odpowiedni kształt, strukturę i własności mechaniczne. Materiałem wsadowym jest przedkuwka, natomiast produktem jest odkuwkaodkuwka
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
przyrząd pomiarowyprzyrząd pomiarowy, który służy do sprawdzania płaskości powierzchni. Jedno czoło liniału jest ścięte pod kątem , natomiast drugie pod kątem . Robocza część liniału krawędziowego jest zaokrąglona oraz jest pochylona umożliwiając pomiar szczeliny. Liniał ten przykłada się do sprawdzanej powierzchni w różnych pozycjach jednocześnie obserwując, czy występuje szczelina świetlna między krawędziami liniału a sprawdzaną powierzchnią
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
przyrząd pomiarowyprzyrząd pomiarowy, który służy do wykonywania pomiarów, w sytuacji, gdy niemożliwe jest wykonanie pomiaru przymiaremprzymiarem. Pomiar polega na ustawieniu macek na wielkość mierzonego obiektu, następnie wymiar odczytuje się na przymiarze kreskowym.
Rozróżnia się macki zewnętrzne przeznaczone do pomiaru wymiarów zewnętrznych oraz macki wewnętrzne do pomiaru wymiarów wewnętrznych


Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
jako materiały żużlotwórcze stosuje się: wapno palone, dolomit palony i surowy oraz fluoryt, natomiast w charakterze czynnika schładzającego kąpiel metalową stosuje się dodatki świeżące i żużlotwórcze takie jak : ruda żelaza, wapno i dolomit
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
przesycony roztwór węgla w żelazie . Jest produktem przemiany martenzytycznejprzemiany martenzytycznej polegającej na bezdyfuzyjnej przemianie austenitu. Twardość martenzytu jest uzależniona od stopnia przesycenia węglem i w staliwach niestopowych mieści się w granicach od 450 do 650
Plansza interaktywna Kontrola etapów procesów metalurgicznych
Plansza interaktywna Kontrola etapów procesów metalurgicznych
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
to pomiar twardości polegający na wciskaniu z określoną siłą wgłębnika w postaci hartowanejhartowanej kulki z węglików spiekanych (dawniej kulki stalowej) o średnicy , w powierzchnię badanego materiału, w określonym czasie. Pomiar powstałego odcisku pozwala na określenie twardości zgodnie ze skalą Brinella

P - siła
D - średnica wgłębnika
d1, d2 - średnica odcisków po wgłębniku w badanym materiale
HB - twardość Brinella
A - pole powierzchni bocznej odcisku
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Interaktywne materiały sprawdzająceInteraktywne materiały sprawdzające
(młotek Poldi) dynamiczna metoda pomiaru twardości metali, Polega na porównaniu odcisków metalowej kulki na materiale badanym i wzorcowym w wyniku uderzenia w przyrząd młotkiem. Metoda ta pozwala na oszacowanie czy badany materiał jest twardszy od materiału wzorcowego oraz po dokonaniu specjalnych obliczeń na określenie przybliżonej twardości materiału
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
to pomiar twardości polegający na wykonaniu odcisku trwałego w badanym materiale z zastosowaniem określonej siły i wgłębnika zależnego od metody pomiaru. Jako wgłębniki stosuje się stożek diamentowy o kącie wierzchołkowym i promieniu wierzchołka oraz kulki wykonane z węglików spiekanych o średnicach lub . Pomiar polega na dwustopniowym wciskaniu w badany materiał, prostopadle do jego powierzchni, wgłębnika, siłą wstępną , następnie siłą główną . Siła wstępna , jest punktem początkowym pomiaru. W miejscu tym należy wyzerować skalę czujnika w pozycję „zero”. Nacisk ten służy zmniejszeniu błędu wynikającego z niejednorodności powierzchni. Po zwolnieniu dźwigni, ustawione obciążenie powoduje dalsze zagłębienie się wgłębnika w badany materiał, do uzyskania zadanej siły . Po upływie czasu potrzebnego do ustabilizowania wyniku (zazwyczaj ok ), odczytujemy wartość twardości na odpowiedniej skali czujnikaczujnika twardościomierza

Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
jedna z najstarszych metod pomiaru twardości, polega na przyrównywaniu twardości badanego materiału do twardości wybranych minerałów. Twardość zarysowania jest miarą odporności próbki na pękanie lub trwałe odkształcenie plastyczne spowodowane tarciem o ostry przedmiot
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Interaktywne materiały sprawdzająceInteraktywne materiały sprawdzające
to pomiar twardości polegający na opuszczeniu specjalnego bijaka (najczęściej o masie ) z określonej wysokości (zwykle ). Podczas uderzenia część energii opadania zmienia się w odkształcenie sprężyste bijaka i materiału, co wywołuje jego odskok. Wysokość odskoku jest mierzona skalą podzieloną na 130 działek
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
to pomiar twardości polegajacy na wciskaniu w próbkę diamentowego wgłębnika w kształcie ostrosłupa o podstawie kwadratu i kącie wierzchołkowym z określoną siłą oraz zmierzeniu długości przekątnych i powstałego odcisku, po usunięciu obciążenia. Miarą twardości jest stosunek siły obciążającej F do pola powierzchni odcisku, którego kształt przyjmuje się jako ostrosłup prosty o podstawie kwadratowej, o tym samym kącie wierzchołkowym jaki ma wgłębnik
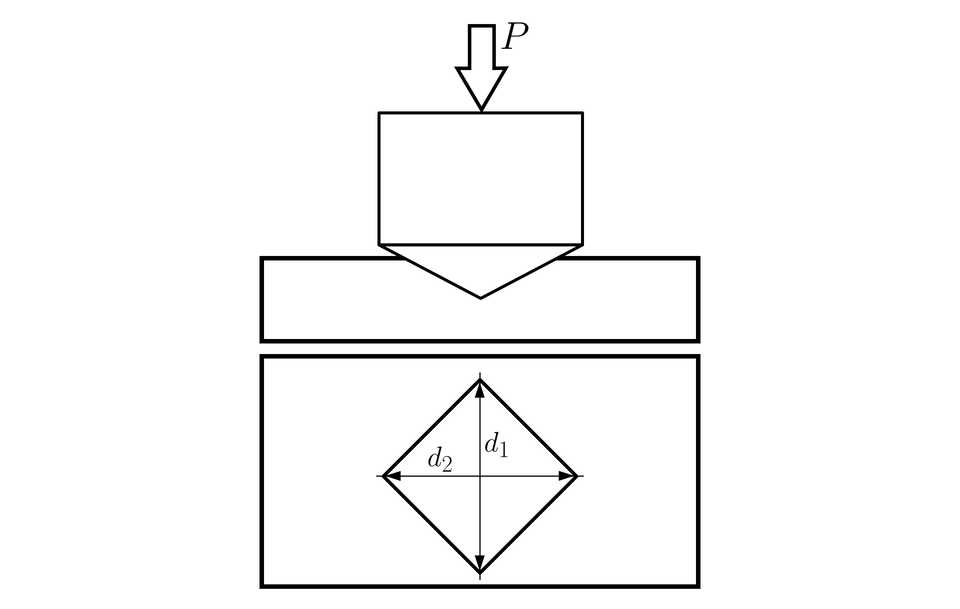
P - siła
d1, d2 - przekątne odcisku po diamentowym wgłębniku
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
przyrząd pomiarowyprzyrząd pomiarowy służący do mierzenia wymiarów geometrycznych przedmiotów z materiałów twardych (np. stalstal, sztywne tworzywa sztuczne) z rozdzielczością rzędu lub (mechaniczny lub cyfrowy). Możemy podzielić je na:
mikrometrymikrometry do pomiarów zewnętrznych,
mikrometry do pomiarów wewnętrznych,
głębokościomierzegłębokościomierze mikrometryczne,
wysokościomierze mikrometryczne,
mikrometry do wbudowania tzw. głowice lub śruby mikrometryczne
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Interaktywne materiały sprawdzająceInteraktywne materiały sprawdzające
mikroskop wykorzystujący do obrazowania wiązkę elektronów. Mikroskop elektronowy pozwala badać strukturę materii na poziomie atomowym. Im większa energia elektronów, tym krótsza ich fala i większa rozdzielczość mikroskopu. Możemy wyróżnić mikroskopy elektronowe transmisyjne, skaningowe, jonowe
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
pomocnicza podziałka zwiększająca dokładność odczytania na głównej podziałce kreskowej. Noniusz umożliwia odczytanie ułamkowej części wartości działki elementarnej podziałki głównej na podstawie koincydencji kres obu podziałek. Odległość kres noniusza różni się od odległości kres podziałki głównej o dokładność odczytania

1 - podziałka główna,
2 - podziałka noniusza,
a - długość działki elementarnej podziałki głównej (skali wzorca),
a' - długość działki elementarnej podziałki noniusza,
L - długość noniusza,
n - liczba działek elementarnych noniusza, γ - moduł noniusza,
i - dokładność odczytania noniusza
Rysunek konturowy przedstawia poziomą oś z dwiema podziałkami. Obie zaczynają się od minus jeden, przy czym zaznaczono na osi tylko liczby nieujemne. Górna podziałka osi to podziałka główna. Jest narysowana co 1 od zera do czternastu. Podpisano na niej co piątą liczbę, czyli 5 i dziesięć. Zaznaczono wymiarem technicznym odległość od zera do jeden i podpisano ją małą literą a. To długość działki elementarnej skali głównej, czyli w skali wzorca. Cyfrą 1 oznaczono górną podziałkę. Jest to podziałka główna. Dolna podziałka osi jest zaznaczona tylko do liczby dziesięć. Tu skala jest nieco mniejsza, jednostki na górnej podziałce i dolnej nie są równe. Dolną podziałkę również podpisano tylko liczbami 5 i dziesięć. Również zaznaczono wymiarem technicznym odległość między zerem a jeden na osi, przy czym oznaczono ją jako a prim. Oznacza ona długość działki elementarnej w skali noniusza. Podziałka pod osią to podziałka noniusza. Zaznaczono rzut długości na dolnej podziałce od zera do 10 i podpisano ją wielką literą el; to długość noniusza. Pozostałe wartości nie ujęte na rysunku to: mała litera en, czyli liczba działek elementarnych noniusza, które składają się na długość noniusza (oznaczenie wielka litera el). Gamma to moduł noniusza, który jest stosunkiem długości działek noniusza i podziałki głównej. Mała litera i to dokładność odczytania noniusza.
Zakres mierniczy przyrządu w | Dopuszczalne błędy wskazań dla wartości działki elementarnej noniusza | Dopuszczalne błędy wskazań dla wartości działki elementarnej noniusza | Dopuszczalne błędy wskazań dla wartości działki elementarnej noniusza |
Dla długości pośrednich przyjmuje się odchyłki odpowiadające mniejszej sąsiedniej długości mierzonej
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
maszyna, której część roboczą stanowią zwierające się noże różnego kształtu, używana głównie w przemyśle metalowym
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
są to urządzenia które znajdują zastosowanie w przypadkach gdy wymagany jest dokładny pomiar i precyzyjna kontrola. Dzięki nim możliwe jest dokonywanie pomiarów energetycznych, elektrycznych oraz różnych wielkości fizycznych, takich jak wilgotność, temperatura czy ciśnienie
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
są to zabiegi cieplne, w wyniku których zmienia się własności mechaniczne, fizyczne lub chemiczne metali i stopów w stanie stałym, przede wszystkim przez wywołanie zmian strukturalnych będących funkcją temperatury, czasu oraz działania środowiska. Operacją nazywa się część procesu technologicznego, np. hartowaniehartowanie, odpuszczanieodpuszczanie, wyżarzaniewyżarzanie. Zabiegiem nazywa się część operacji, np. nagrzewanie, wygrzewanie, chłodzenie. Do zabiegów w obróbce cieplnej zalicza się:
grzanie — podwyższanie i następnie utrzymywanie temperatury przedmiotu,
nagrzewanie — ciągłe lub stopniowe podwyższanie temperatury przedmiotu,
podgrzewanie — podwyższanie temperatury przedmiotu do wartości pośredniej,
dogrzewanie — podwyższanie temperatury przedmiotu od wartości pośredniej do docelowej,
wygrzewanie — wytrzymywanie przedmiotu w temperaturze pośredniej lub docelowej,
chłodzenie — obniżanie temperatury przedmiotu do temperatury otoczenia lub innej,
podchładzanie obniżanie temperatury przedmiotu do wartości wyższej niż zamierzona końcowa temperatura chłodzenia,
dochładzanie — obniżanie temperatury przedmiotu od wartości pośredniej do docelowej,
wychładzanie — wytrzymywanie przedmiotu w temperaturze podchładzania lub w temperaturze końca chłodzenia ciągłego,
studzenie — powoli przebiegający proces chłodzenia
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
polega na wzbogaceniu w węgiel lub azot powierzchniowej warstwy przedmiotu z miękkiej stalistali. Zabiegu tego dokonuje się w środowisku chemicznym przez dyfuzję węgla lub azotu w głąb stali w wysokiej temperaturze. W wyniku tego procesu otrzymuje się twardą powierzchnię zewnętrzną oraz miękki i ciągliwy rdzeń. Do ważniejszych rodzajów obróbki cieplno‑chemicznej należą: nawęglanie, azotowanie i cyjanowanie, czyli węgloazotowanie.
nawęglanie, zwane również cementowaniem, polega na wzbogacaniu powierzchniowej warstwy przedmiotu w węgiel, zwykle na głębokość , przez dłuższe wygrzewanie w temperaturze , w ośrodku wydzielającym węgiel. Nawęglanie stosuje się do przedmiotów stalowych o zawartości węgla do . Znalazło ono szerokie zastosowanie w budowie maszyn podczas produkcji kół zębatych, tulei, osi, czopów, wałów korbowych, wałów rozrządu itp.,
azotowanie polega na nasyceniu warstwy powierzchniowej przedmiotu azotem. Przedmioty azotowane umieszcza się w szczelnie zamkniętej komorze pieca, do której doprowadza się suchy amoniak () rozkładający się pod wpływem wysokiej temperatury () na azot i wodór. Azot w stanie atomowym jest absorbowany przez stal, tworząc trwałe azotki żelaza, glinu i innych składników stopowych,
cyjanowanie polega na nasyceniu powierzchni przedmiotów stalowych jednocześnie węglem i azotem w temperaturze . Po zahartowaniuzahartowaniu i odpuszczeniuodpuszczeniu zyskuje się twardą i odporną na ścieranie warstwę powierzchniową. W zależności od rodzaju ośrodka wydzielającego węgiel i azot rozróżnia się cyjanowanie kąpielowe i gazowe. Głównymi zaletami cyjanowania są: skrócenie czasu procesu w stosunku do czasu nawęglania, uzyskanie bardzo twardych powłok odpornych na ścieranie, stosunkowo niska temperatura procesu. Do ważniejszych wad cyjanowania zalicza się: niebezpieczeństwo zatrucia pracowników parami soli cyjanowych oraz konieczność częstego kontrolowania składu, kąpieli
Plansza interaktywna Kontrola etapów procesów metalurgicznych
Plansza interaktywna Kontrola etapów procesów metalurgicznych
usuwanie gazów z ciekłego metalu
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
produkt końcowy uzyskiwany w procesie plastycznego kształtowania metali. W zależności od rodzaju technologii obróbki plastycznej odkuwka może być: matrycowa (uzyskana w procesie kuciakucia matrycowego) lub swobodna (uzyskana w procesie kucia swobodnego). Produkt końcowy procesu walcowaniawalcowania również może być nazwany odkuwką
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
jest to proces, który umożliwia usunięcie naprężeń wewnętrznych powstałych w przedmiotach podczas hartowaniahartowania i polepsza ich własności plastyczne. Odpuszczanie polega na nagrzaniu uprzednio zahartowanego przedmiotu poniżej temperatury Ac1, wygrzaniu w tej temperaturze, a następnie chłodzeniu. Zależnie od temperatury nagrzewania rozróżnia się odpuszczanie niskie, średnie i wysokie.
odpuszczanie niskie (w temperaturze ) usuwa naprężenia własne materiału z zachowaniem dużej twardości. Odpuszczanie niskie stosuje się do narzędzi, sprawdzianówsprawdzianów oraz części maszyn ze stali węglowych i niskostopowych.
odpuszczanie średnie (w temperaturze ) zwiększa wytrzymałość i sprężystość materiału przy dostatecznie dużej ciągliwości. Stosuje się je do przedmiotów narażonych w czasie pracy na uderzenia, jak np. matryce.
odpuszczanie wysokie (w temperaturze ) zwiększa wytrzymałość i sprężystość materiału z jednoczesnym zachowaniem dużej twardości i odporności na uderzenia (uzyskanie możliwie dużej plastyczności). Stosuje się je do materiałów przeznaczonych na części maszyn pracujących pod znacznym obciążeniem i narażonych na uderzenia, jak np. wały, korbowody
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
Plansza interaktywna Kontrola etapów procesów metalurgicznych
Plansza interaktywna Kontrola etapów procesów metalurgicznych
odsiarczanie, jest procesem polegającym na dodaniu do kąpieli metalowej odpowiedniego reagenta (topnika), który wchodzi w reakcję chemiczną z siarką powodując jej związanie i wytrącenie do żużlażużla. Podczas dodawania reagenta kąpiel metalowa powinna być intensywnie mieszana, aby zapewnić jak najlepszy i największy kontakt topnika z metalem.
Najczęściej stosowanymi związkami (topnikami) do odsiarczania są:
Metody odsiarczania:
wprowadzanie reagenta (topnika) za pomocą lancy,
metoda gazal,
odsiarczanie w kadzikadzi z porowatą zatyczką,
odsiarczanie w reaktorach (High Turbulence Mixing) – intensywne burzliwe mieszanie kąpieli zwykorzystaniem pola elektromagnetycznego
Plansza interaktywna Kontrola etapów procesów metalurgicznych
Plansza interaktywna Kontrola etapów procesów metalurgicznych
wyżarzaniewyżarzanie odwęglające, rodzaj obróbki cieplno‑chem.obróbki cieplno‑chem. polegającej na nagrzaniu wyrobu do określonej temperatury w atmosferze utleniającej i wyżarzaniu w tej temperaturze przez dłuższy czas, a następnie powolnym chłodzeniu. Stosowane w celu usunięcia węgla przez utlenianie w strefie powierzchniowej i ciągłą jego dyfuzję ze środka przedmiotu do powierzchni
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
usunięcie z ciekłego metalu wodoru wykorzystując przedmuchiwanie gazami obojętnymi np. argonem lub wykorzystując obróbkę próżniową
Plansza interaktywna Kontrola etapów procesów metalurgicznych
Plansza interaktywna Kontrola etapów procesów metalurgicznych
przyrząd pomiarowyprzyrząd pomiarowy, za pomocą którego wykonuje się bezstykowy pomiar temperatury. Jego działanie opiera się na analizie promieniowania cieplnego emitowanego przez ciało, którego temperatura jest mierzona
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
przyrząd, który za pomocą którego wyznacza się temperaturę obiektu na podstawie ilości energii docierającej do dwóch detektorów. Pirometr dwubarwny wykorzystuje zasadę pomiaru, polegającą na równoległym pomiarze temperatury w dwóch, niezależnych pasmach promieniowania. Stosunek natężenia dwóch barw promieniowania emitowanego przez ciało zmienia się wraz ze zmianą temperatury
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
działanie jak optyczneoptyczne, tyle że ograniczają promieniowanie padające na detektor do wąskiego zakresu fal – eliminuje zakłócenia spowodowane gazami jakie napotyka na swojej drodze
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
przyrząd pomiarowyprzyrząd pomiarowy służący do bezdotykowego pomiaru temperatury. Działa w oparciu o analizę promieniowania cieplnego emitowanego przez badane ciała. Pirometr reaguje na całkowite promieniowanie, w całym widmie częstotliwości fal termicznych. Promieniowanie termiczne wnika przez przesłonę do pirometru, gdzie za soczewką zostaje skupione na powierzchni detektora
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
jednomiarowe końcowe wzorce długości w kształcie prostopadłościanów.
Płytki wzorcowe wykonywane są w czterech klasach dokładności (wg ):
klasa K – w laboratoriach pomiarowych do kontroli przyrządów pomiarowychprzyrządów pomiarowych, powinny być stosowane ze świadectwem wzorcowania,
klasa 0 – jako płytki wzorcowe podstawowe do sprawdzania płytek wzorcowych podporządkowanych (o niższej klasie dokładności); do wzorcowania przyrządów pomiarowych o dużej dokładności,
klasa 1 – do pomiarów wzorców kontrolnych i sprawdzianówsprawdzianów, do wzorcowania między innymi długościomierzy, mikrometrówmikrometrów i pomiarów w laboratoriach pomiarowych,
klasa 2 – tak zwana „warsztatowa”, jako wzorce nastawcze i kontrolne przyrządów pomiarowych niższej dokładności, wzorce zastępujące sprawdziany szczękowe, używane do wzorcowania m.in. suwmiarek
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
przyrząd pomiarowyprzyrząd pomiarowy w postaci wzorników, który służy do pomiaru promieni zaokrągleń. Sprawdzanie zaokrągleń odbywa się poprzez przymierzanie kolejnych wzorników, aż do takiego, który będzie dokładnie przylegał do danego zaokrąglenia. Najbardziej popularne zestawy wzorców łuków kołowych:
wzorzec łuków kołowych – o zakresie pomiarowym od 1 do 7 milimetrów, zawierający po 17 wzorców wypukłych i wklęsłych,
wzorzec łuków kołowych – o zakresie pomiarowym od 7,5 do 15 milimetrów, zawierający po 16 wzorców wypukłych i wklęsłych,
wzorzec łuków kołowych – o zakresie pomiarowym od 15,5 do 25 milimetrów, zawierający po 15 wzorców wypukłych i wklęsłych
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
przemiana pośrednia przy chłodzeniu z austenitu, której produktem jest bainit. Przemiana ta zachodzi przy chłodzeniu stalistali do temperatury w przedziale ).W wyniku przemiany powstaje bainit, będący mieszaniną ferrytu przesyconego węglem i dyspersyjnych węglików
Plansza interaktywna Kontrola etapów procesów metalurgicznych
Plansza interaktywna Kontrola etapów procesów metalurgicznych
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
bezdyfuzyjna przemiana fazowa, której produktem jest martenzytmartenzyt. Przemianę martenzytyczną poprzedza proces austenityzacji w temperaturze () w przypadku staliwa podeutektoidalnego, () dla staliwa nadeutektoidalnego. Wygrzanie materiału w tej temperaturze zapewnia otrzymanie jednorodnego pod względem zawartości węgla austenitu. Austenit chłodzi się z szybkością większą od krytycznej, w celu wyeliminowania przemian dyfuzyjnych austenitu. W wyniku takiej obróbki cieplnejobróbki cieplnej w strukturze materiału otrzymuje się martenzyt
Plansza interaktywna Kontrola etapów procesów metalurgicznych
Plansza interaktywna Kontrola etapów procesów metalurgicznych
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
obróbka cieplnaobróbka cieplna, której poddawana jest m.in. stalstal w celu stabilizacji austenitu. Uzyskanie stabilnego austenitu zwiększa odporność stali na korozję. Polega na nagrzaniu stali do temperatury, w której nastąpi przemiana austenityczna, a następnie, tak jak w hartowaniuhartowaniu, szybkie schładzanie
Plansza interaktywna Kontrola etapów procesów metalurgicznych
Plansza interaktywna Kontrola etapów procesów metalurgicznych
to inaczej wzorzec kreskowy. Wielkością, którą odtwarza jest długość, wykorzystując do tego celu określone odległości kresek naniesionych na powierzchni wzorca (działka elementarna, zazwyczaj 1 lub 0,5 milimetra)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
dawniej: narzędzie miernicze – urządzenie, układ pomiarowy lub jego elementy przeznaczone do wykonywania pomiarów samodzielnie albo w połączeniu z jednym bądź wieloma urządzeniami dodatkowymi. Również wzorce miary (etalony), wzorce inkrementalne i materiały odniesienia są traktowane jako przyrządy pomiarowe. Przyrządkontrolny i użytkowy może być przyrządem tego samego rodzaju, ale odmiennej dokładności
przyrządy pomiarowe kontrolne,
przyrządy pomiarowe użytkowe
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
ma zastosowanie w celu oczyszczenia ciekłego metalu. Rozróżnia się rafinację fizyczną, chemiczną oraz elektrolityczną
Plansza interaktywna Kontrola etapów procesów metalurgicznych
Plansza interaktywna Kontrola etapów procesów metalurgicznych
metoda opiera się na rejestracji obrazów dyfrakcyjnych promieni rentgenowskich, powstających na skutek subtelnych interakcji tego promieniowania z chmurami elektronowymi atomów, tworzących analizowany kryształ
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
to urządzenie służące do otrzymywania oraz analizy widma powstającego w skutek oddziaływań różnych rodzajów promieniowania na substancję stałą, ciekłą bądź gazową
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
przyrząd pomiarowyprzyrząd pomiarowy przy pomocy którego stwierdzamy, czy dany wymiar przedmiotu jest prawidłowy i nie przekracza wartości granicznej (dolnej i górnej). Sprawdzian zazwyczaj wykonany jest z nierdzewnej, hartowanejhartowanej stalistali narzędziowej i nie pozwala na stwierdzenie rzeczywistego wymiaru.
W zależności od rodzaju zadania sprawdziany dzielą się na sprawdziany wymiaru i kształtu. Do najczęściej stosowanych sprawdzianów wymiaru zalicza się sprawdziany:
do otworów: tłoczkowy walcowy, tłoczkowy kulisty, łopatkowy walcowy, łopatkowy walcowy o zmiennej powierzchni pomiarowej, łopatkowy kulisty, średnicówkowy,
do wałków: pierścieniowy, szczękowy, szczękowy składany, szczękowy ze szczękami wstawianymi, szczękowy nastawny,
do stożków,
do gwintów
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
stop żelaza z węglem, plastycznie obrobiony i obrabialny cieplnie, o zawartości węgla nieprzekraczającej , co odpowiada granicznej rozpuszczalności węgla w żelazie
Plansza interaktywna Kontrola etapów procesów metalurgicznych
Plansza interaktywna Kontrola etapów procesów metalurgicznych
półprodukt redukcji rudy w piecu, ma bardzo wysoką zawartość węgla (powyżej ), zwykle od do i liczne zanieczyszczenia, co czyni ją bardzo kruchą i nieprzydatną bezpośrednio jako materiał, z wyjątkiem ograniczonych zastosowań. Surówka jest stopem żelaza z węglem, krzemem, manganem, fosforem i siarką. Nazwa pochodzi stąd, że jest to półprodukt przewidziany do dalszej przeróbki, czyli surowiec. Surówka przeznaczona jest do dalszej przeróbki w stanie ciekłym na staliwo (stalstal) lub żeliwożeliwo. Surówkę dostarcza się w stanie ciekłym lub w stanie stałym w postaci gąsek lub granulek
Plansza interaktywna Kontrola etapów procesów metalurgicznych
Plansza interaktywna Kontrola etapów procesów metalurgicznych
jedna z odmian suwnicy służąca do transportu wielogabarytowych elementów
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
przyrząd pomiarowyprzyrząd pomiarowy służący do szybkiego pomiaru wytwarzanych elementów. Zakresy pomiarowe suwmiarek obejmują przedział od 0 do 150 milimetrów (standardowo) lub nawet do 3000 milimetrów. Suwmiarki możemy podzielić na:
analogowe z podziałką kreskową na prowadnicy i noniuszemnoniuszem na suwaku
czujnikoweczujnikowe z listwą zębatą na prowadnicy i czujnikiemczujnikiem zegarowym
cyfrowe z naklejonym na prowadnicy liniałem pojemnościowym i elektronicznym wskaźnikiem cyfrowym
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Interaktywne materiały sprawdzająceInteraktywne materiały sprawdzające
posiada czujnikczujnik zegarowy zapewniający łatwość pomiaru, szczególnie przy pomiarach kontrolnych porównawczych. SuwmiarkaSuwmiarka zegarowa zawiera wskazówkę, która pokazuje wyraźnie jak duże są różnice pomiędzy wynikami pomiarów. W zależności od rozdzielczości wskaźnika 1 obrót wskazówki z reguły pokazuje dziesiętne lub setne części milimetra. Suwmiarki zegarowe wyróżnia bardzo duża dokładność, rzędu do 0,01 milimetra

Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
pozwala na wykonanie dwóch rodzajów pomiarów tj.: zewnętrznych szczękami 1 i 2 i wewnętrznych szczękami 3 i 4

Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Interaktywne materiały sprawdzająceInteraktywne materiały sprawdzające
pozwala na wykonanie trzech rodzajów pomiarów tj.: zewnętrznych szczękami 1 i 2, wewnętrznych szczękami 3 i 4 oraz mieszanych wysuwką 10. Konstrukcja powierzchni pomiarowych szczęk przyrządu pozwala na pomiary liniowe detali o różnym ukształtowaniu powierzchni
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Interaktywne materiały sprawdzająceInteraktywne materiały sprawdzające
posiada szczęki płasko‑walcowe umożliwiające pomiar wymiarów zewnętrznych oraz wewnętrznych. Ponieważ szczęki do pomiarów wewnętrznych mają wstępnie zadaną szerokość o wartości 10 milimetrów, dlatego tę wartość należy dodać do wyniku odczytanego na przyrządzie

Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Interaktywne materiały sprawdzająceInteraktywne materiały sprawdzające
przyrząd pomiarowyprzyrząd pomiarowy służący do określenia wielkości szczelin lub luzów między sąsiadującymi powierzchniami. Składa się z szeregu płytek (blaszek, listków) o określonej grubości, najczęściej osadzonych we wspólnej obudowie (w którą są chowane jak ostrza scyzoryka). Pomiar polega na wybraniu i wsunięciu płytki w mierzoną szczelinę w taki sposób, by nie było luzów. Grubość płytki odpowiada wtedy szerokości mierzonej szczeliny
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
podczas nagrzewania stalistali dochodzi do przemian struktur, które są zależne od temperatury i składu chemicznego stopu. Pierwszą istotną przemianą, z którą mamy do czynienia podczas podwyższania temperatury jest temperatura Ac1, wynosząca 727, w której zachodzi przemiana eutektoidalna austenitu w perlit
Plansza interaktywna Kontrola etapów procesów metalurgicznych
Plansza interaktywna Kontrola etapów procesów metalurgicznych
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
temperatura dla stalistali podeutektoidalnych, w której ferryt całkowicie przemienia się w austenit
Plansza interaktywna Kontrola etapów procesów metalurgicznych
Plansza interaktywna Kontrola etapów procesów metalurgicznych
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
temperatura początku przemiany martenzytycznejprzemiany martenzytycznej
Plansza interaktywna Kontrola etapów procesów metalurgicznych
Plansza interaktywna Kontrola etapów procesów metalurgicznych
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
termometr, w którym pomiar temperatury odbywa się za pomocą układu bimetalicznego wewnątrz czujnikaczujnika termometrycznego. Element bimetaliczny to dwa nierozerwalnie połączone paski różnych metali. Każdy z metali ma inny współczynnik rozszerzalności cieplnej, dzięki czemu element zmienia krzywiznę przy zmianie jego temperatury. Sam system bimetaliczny składa się z paska bimetalicznego zwiniętego śrubowo albo spiralnie, zależnie od rozmiaru czujnika i mierzonej temperatury

Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
przyrząd wykorzystywany do pomiaruprzyrząd wykorzystywany do pomiaru temperatury, wykorzystuje zjawisko rozszerzalności objętościowej cieczy np. alkoholu. Może być:
rurkowy,
pałeczkowy
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
umożliwiają pomiar temperatury w zakresie od ok. , z dokładnością rzędu . Mogą znaleźć zastosowanie w systemach pracujących w przeciętnym zakresie temperatur. Do ich głównych zalet należą niewielki rozmiar oraz niski koszt. Mogą być ponadto umieszczane na jednym podłożu z innymi elementami scalonymi, np. w układach ASIC
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
zasada działania polega na wykorzystaniu zjawiska zmian rezystancji przewodników lub półprzewodników prądu elektrycznego wraz z temperaturą. Pomiar temperatury polega na pomiarze rezystancji rezystora termometrycznego, tworzącego czujnikczujnik termometryczny
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
składa się z pary różnych metali zwykle w postaci przewodów, spojonych na obu końcach. Zasada działania opiera się na zjawisku fizycznym T. Sebecka, polegającym na powstawaniu siły elektromotorycznej w obwodzie zawierającym dwa metale lub półprzewodniki, gdy ich złącza znajdują się w różnych temperaturach. Ogniwo termoelektryczne powstaje przez połączenie na jednym końcu dwóch przewodników, wykonanych z dwóch różnych materiałów. Termoelementy można podzielić na trzy grupy w zależności od zakresu pomiarowego:
grupa I zakres temperatur od . Brak metali szlachetnych,
grupa II zakres temperatur od . Platynowo‑rodowe,
grupa III zakres temperatur . Wolframowo‑renowe

A, B - dwa, różne materiały
T1 - temperatura odniesienia
T2 - temperatura pomiarowa
V - siła termoelektryczna proporcjonalna do różnicy temperatur
Ilustracja przedstawia schemat termopary. Materiał A i B przedstawiono jako dwa jednakowe połączone łuki, które kształtem przypominają oko. Na dolnym łuku znajduje się okręg, wewnątrz którego wpisano literę V. W miejscu łączenia łuków po lewej stronie widnieje oznaczenie T1, natomiast po prawej T2. Materiał A i B są złączone w dwóch miejscach. W obu panuje odmienna temperatura oznaczona jako T1 i T2. Przy czym, T1 - temperatura odniesienia w miejscu styku materiałów A i B, natomiast T2 jest to temperatura pomiarowa w drugim miejscu styku materiałów A i B. Gdy T1 i T2 są od siebie różne, dochodzi do różnicy potencjałów i powstaje siła termoelektryczna V proporcjonalna do różnicy tych temperatur.

Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
działają na zasadzie sprężystego odkształcenia wielozwojowej sprężyny pod wpływem zmian ciśnienia gazu zamkniętego w układzie termometrycznym, wywołanych zmianą temperatury ośrodka mierzonego
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
rodzaj obróbki plastycznej metali wykonywany na walcarkachwalcarkach. Walcowanie polega na kształtowaniu materiału między obracającymi się walcami, tarczami, rolkami lub przemieszczającymi się względem siebie narzędziami płaskimi.
Sposoby walcowania ze względu na ruch walców:
wzdłużne,
poprzeczne,
poprzeczno‑klinowe,
pielgrzymowe,
kuźnicze,
skośne
Sposoby walcowania według układu klatek roboczych:
jednoliniowe,
wieloliniowe,
ciągłe,
półciągłe,
mijane,
szachownicowe
Walcowanie wzdłużne jest podstawową metodą kształtowania wyrobów hutniczych, takich jak pręty, kształtowniki, blachy itp. Pozostałymi metodami walcowania można również kształtować rury oraz wyroby osiowo‑symetryczne.
Inny podział – ze względu na temperaturę walcowanego materiału:
walcowanie na zimno,
walcowanie na gorąco,
walcowanie na ciepło
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
wyrób otrzymywany w wyniku odlania ciekłego staliwa do wlewnicwlewnic. Przeznaczony do walcowania, kuciakucia lub do wyrobu rur bez szwu. Wlewnica niedzielona forma z żeliważeliwa do odlewania wlewków
Plansza interaktywna Kontrola etapów procesów metalurgicznych
Plansza interaktywna Kontrola etapów procesów metalurgicznych
niedzielona forma z żeliważeliwa do odlewania wlewkówwlewków
Plansza interaktywna Kontrola etapów procesów metalurgicznych
Plansza interaktywna Kontrola etapów procesów metalurgicznych
zanieczyszczenia stałe lub gazowe w ciekłym metalu
Plansza interaktywna Kontrola etapów procesów metalurgicznych
Plansza interaktywna Kontrola etapów procesów metalurgicznych
rodzaj obróbki plastycznej metali. Materiał pod naciskiem stempla wypływa przez otwór lub otwory w narzędziu (matrycy) albo przez szczeliny utworzone przez narzędzia
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
urządzenie służące do pomiaru wysokości przedmiotów. Odczyt umożliwia zamontowana podziałka, a także suwaki i przesuwne ramię. W przemyśle stosowany jest wysokościomierz traserski, a także wysokościomierz elektroniczny

Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
Atlas interaktywny Rodzaje narzędzi kontrolno–pomiarowych i badawczych do kontroli wyrobów metalurgicznych (odkuwek, odlewów, wyrobów walcowanych, kęsisk)
jest to operacja cieplna polegającą na nagrzaniu materiału do żądanej temperatury, wygrzaniu w tej temperaturze i następnie powolnym chłodzeniu do temperatury otoczenia. Zależnie od temperatury wyżarzaniawyżarzania, sposobu studzenia oraz celu zabiegu rozróżnia się: wyżarzanie ujednorodniające, normalizujące, zupełne, niezupełne, zmiękczające, rekrystalizujące, odprężające.
odprężające, które polega na nagrzaniu odlewu do temperatury poniżej 727, wygrzaniu w tej temperaturze i powolnym chłodzeniu. Celem tej operacji jest usunięcie naprężeń wywołanych skurczem hamowanym odlewu i przemianami fazowymi,
zmiękczające (sferoidyzujące), które polega na nagrzaniu staliwa do temperatury zbliżonej do 727 , w wyniku czego następuje zmiana kształtu cementytu wchodzącego w skład perlitu z płytkowego na kulkowy,
normalizujące Temperatura tego rodzaju wyżarzania wynosi od 30 do 50 powyżej Ac3 (temperatura, w której ferryt całkowicie przemienia się w austenit), następnie odlew studzony jest w spokojnym powietrzu,
homogenizujące (ujednorodniające) polega na nagrzaniu materiału do temperatury od 1000 do 1200, długotrwałym wygrzaniu w tej temperaturze, aż do wyrównania składu chemicznego oraz powolnym chłodzeniu. Celem zabiegu jest zmniejszenie niejednorodności składu chemicznego,
rekrystalizujące polega na nagrzaniu metalu po odkształceniu plastycznym na zimno do temperatury wyższej od temperatury rekrystalizacji, wygrzaniu w tej temperaturze i chłodzeniu z dowolną szybkością. Jest to proces stosowany międzyoperacyjne podczas walcowaniawalcowania lub ciągnienia metali na zimno, ponieważ usuwa umocnienie powstałe przez odkształcenie na zimno, powodując zmniejszenie twardości i wytrzymałości oraz zwiększenie ciągliwości metalu, co umożliwia dalszą obróbkę plastyczną na zimno,
zupełne jest stosowane do stalistali stopowych. Polega na nagrzaniu stali do temperatury o od 30 do 50 wyższej od Ac3 (temperatura, w której ferryt całkowicie przemienia się w austenit), Accm (temperatura, w której cementyt całkowicie rozpuszcza się w austenicie), wygrzaniu w tej temperaturze i następnym bardzo wolnym chłodzeniu, np. z piecem, w zakresie temperatury między Ac3 i Accm, a 727. Dalsze studzenie może odbywać się w powietrzu,
niezupełne przeprowadza się podobnie jak wyżarzanie zupełne, z tym że temperatura wyżarzania jest pośrednia pomiędzy Ac1‑Ac3 dla stali podeutektoidalnych (stal o zawartości węgla ponizej 0,77%) oraz między Ac1‑Acm dla stali nadeutektoidalnych(stal o zawartości węgla powyżej 0,77%)
Plansza interaktywna Kontrola etapów procesów metalurgicznych
Plansza interaktywna Kontrola etapów procesów metalurgicznych
wyroby gotowe po walcowaniuwalcowaniu lub mogące służyć jako materiał wyjściowy do procesów kuciakucia, prasowania, ciągnienia, wyciskaniawyciskania i tłoczenia
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
zespół urządzeń do wykonywania czynności walcowaniawalcowania mający jeden autonomiczny napęd główny, który służy do napędzania walców
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
ciężka walcarkawalcarka półwyrobów przeznaczonych do dalszej obróbki plast. w walcowni kęsów, blach lub bruzdowej (walcami o beczkach z wytoczonymi bruzdami). Typowy zgniatacz to walcarka duo nawrotna, o średnicy walców od 900 do 1200 milimetrów
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
efekt korozji gazowej, warstwa tlenków metali powstająca na powierzchni nagrzanych przedmiotów metalowych w wyniku ich styczności z powietrzem. Występuje w postaci powłoki lub łusek. Podczas kuciakucia lub walcowaniawalcowania odpada częściowo; pozostałość może być przyczyną powstania wady wyrobu. Zgorzelina walcownicza powstaje przy walcowaniu stalistali na gorąco, jest znacznie twardsza od stali i utrudnia proces walcowania. Usuwa się ją najczęściej mechanicznie strumieniem wody pod wysokim ciśnieniem, tuż przed podaniem stali między walce maszyny
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
wysokowęglowy stop żelaza z węglem, zazwyczaj także z krzemem, manganem, fosforem, siarką i innymi składnikami. Zawiera od 2,11 do 6,67% węgla w postaci cementytu lub grafitu. Występowanie konkretnej fazy węgla zależy od szybkości chłodzenia i składu chemicznego stopu. Chłodzenie powolne sprzyja wydzielaniu się grafitu. Także i dodatki stopowe odgrywają tu pewną rolę. Według obowiązującej normy żeliwo definiuje się jako tworzywo, którego głównym składnikiem jest żelazo i w którym zawartość węgla przekracza 2% (obecność dużych zawartości składników węglikotwórczych może zmienić podaną zawartość węgla)
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
Schemat interaktywny Punkty kontroli międzyoperacyjnej procesów metalurgicznych
są to stopy żelaza z innymi pierwiastkami, które służą do wprowadzania dodatków stopowych do stalistali, żeliważeliwa oraz staliwa. Wykorzystywane są w przemyśle hutniczym i odlewniczym. Najczęściej zawartość żelaza w nich jest niższa niż pozostałych składników stopu. Wykorzystywane są jako dodatek w produkcji stali w celu poprawienia jej odporności na ścieranie, korozję oraz rozciąganie. Niektóre z nich wykorzystywane są również jako odtleniacze w produkcji stopów żelaza oraz jako modyfikatory
Plansza interaktywna Kontrola etapów procesów metalurgicznych
Plansza interaktywna Kontrola etapów procesów metalurgicznych
żużel naturalny zawiera związki wydzielające się z ciekłego metalu. Pochodzą one z zanieczyszczeń niemetalicznych wsadu, reakcji chemicznych, procesów fizycznych powiązanych z rafinacjąrafinacją, a także reakcjami między stopem, żużlem oraz wyłożeniem pieca .
Żużle syntetyczne - mają zastosowanie w celu inicjacji procesów rafinacyjnych, wykorzystuje się je także w celu odizolowania ciekłego metalu od wpływu warunków atmosferycznych
Plansza interaktywna Kontrola etapów procesów metalurgicznych
Plansza interaktywna Kontrola etapów procesów metalurgicznych