E‑book do e‑materiału Kontrola jakości mas formierskich i odlewów
MTL.04. Organizacja i nadzorowanie procesu odlewniczego - Technik odlewnik 311705
Kontrola jakości mas formierskich i odlewów
E‑BOOK
Spis treści
Masy formierskie
Charakterystyka oraz skład mas formierskich i rdzeniowychCharakterystyka oraz skład mas formierskich i rdzeniowych
Podział masPodział mas
Badanie masBadanie mas
Rozpoznawanie wad odlewów, form odlewniczych i rdzeniRozpoznawanie wad odlewów, form odlewniczych i rdzeni
Zasady bezpieczeństwa obowiązujące na odlewniZasady bezpieczeństwa obowiązujące na odlewni
Słownik pojęćSłownik pojęć
Netografia i bibliografiaNetografia i bibliografia
Masy formierskie
Charakterystyka oraz skład mas formierskich i rdzeniowych
Składniki mas formierskich:
Osnowa,
Materiały wiążące,
Materiały dodatkowe.
Osnowa
Na osnowę składają się następujące gatunki i rodzaje piasków formierskich. Podstawowe właściwości zostały przedstawione w tabelach.
Osnowa - piasek | Zalecany skład ziarnowy piasku | Gęstość | Gęstość pozorna (usypowa) | Temepratura topnienia | Rozszerzalność liniowa w | Odporność na penetrację ciekłego stopu | Współdziałanie z materiałami wiążącymi |
|---|---|---|---|---|---|---|---|
Kwarcowy | różny | zadowalająca - zależy od wielkosci ziarn | dobre ze wszystkimi rodzajami materiałów wiążących | ||||
Cyrkonowych | średni i drobnoziarnisty | zadowalająca - zależy od wielkości ziarn | doskonałe ze wszystkimi rodzajami materiałów wiążących | ||||
Chromitowy | średni i drobnoziarnisty | doskonała | dobre - w zasadzie ze wszystkimi rodzajami materiałów wiążących | ||||
Oliwinowy | średni i drobnoziarnisty | dobra | zadowalające, oprócz mas z kwaśnymi utwardzaczami | ||||
Glinokrzemianowy (głównie z kształtek) | średni i drobnoziarnisty | zadowalająca | słabe z ciekłymi spoiwami | ||||
Glinokrzemianowy naturalny | drobnoziarnisty | zadowalająca | dobre ze wszystkimi rodzajami materiałów wiążących | ||||
Magnezytowy | średni i drobnoziarnisty | powyżej | dobra | dobre tylko z materiałami wiążącymi | |||
Magezytowo‑chromitowy | średni i drobnoziarnisty | około | około | około | doskonała | zadowalające, oprócz mas z kwaśnymi utwardzaczami |
Polski zgodny z | ||||
|---|---|---|---|---|
numer sita | prześwit oczka (wymiar boku) | średnica drutu siatki | mnożniki do obliczania liczby ziarnistości | mnożniki do obliczania powierzchni teoretycznej |
denko | - | - | ||
Materiał | Charakter chemiczny |
|---|---|
Chromit | lekko zasadowy |
Cyrkon | lekko kwaśny |
Korund | lekko kwaśny |
Kwarc | kwaśny |
Magnezyto‑chromit | zasadowy |
Magnezyt spieczony | zasadowy |
Oliwin | zasadowy |
Szamot | lekko kwaśny (zwiększa się w miarę wzrostu zawartości ) |
Właściwości osnowy:
odporność na wysoką temperaturę,
znikoma rozszerzalność cieplna,
określony skład ziarnowy,
przepuszczalność,
obojętność chemiczna,
dobre odprowadzenie ciepła.
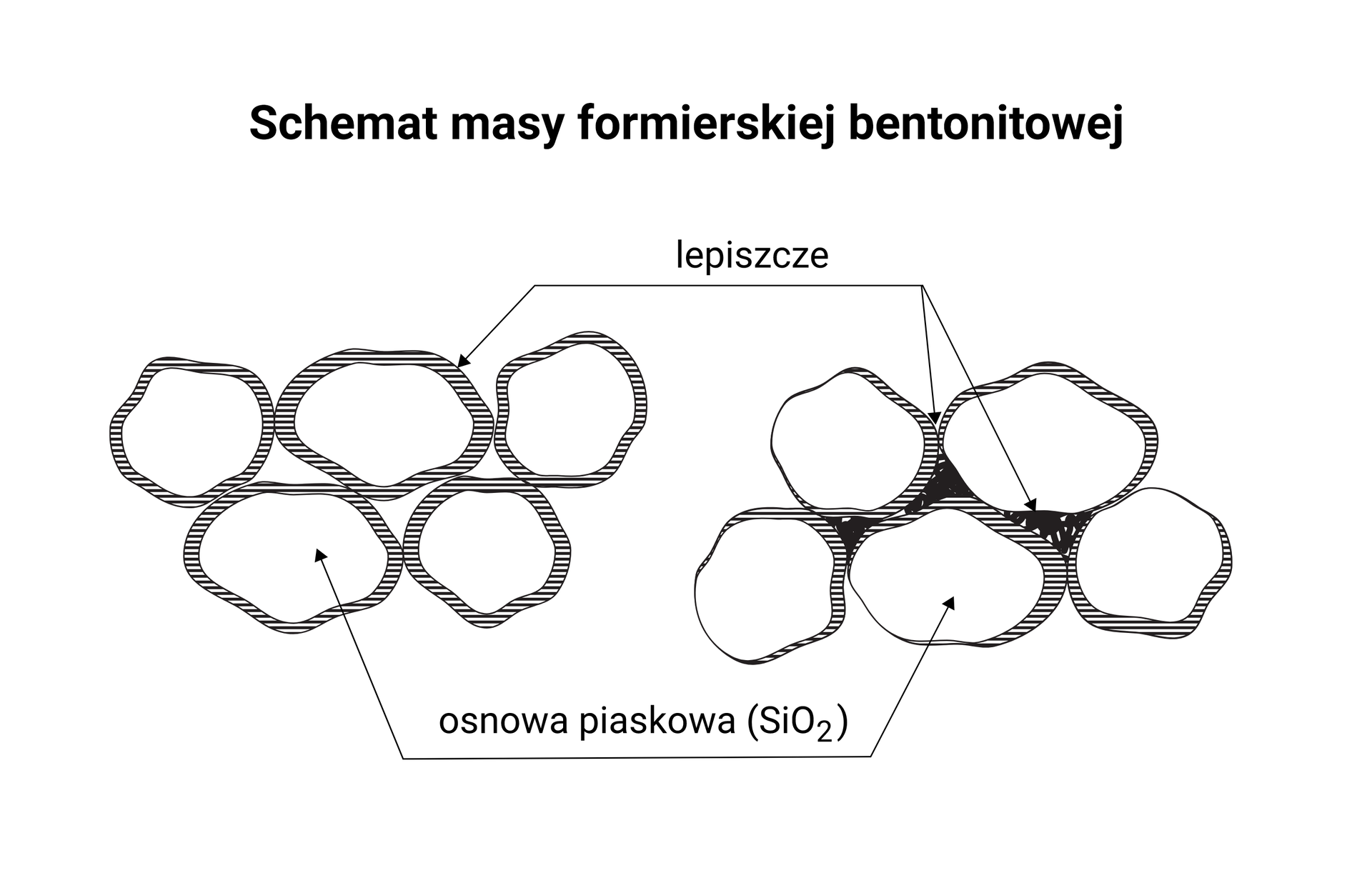
Materiały wiążące
Lepiszcze – naturalny materiał, wielkość ziaren , jego składnikami są: bentonit, kaolinit, montmorylonit,
Spoiwo:
Organiczne – węglowodory, skrobie, oleje, żywice syntetyczne,
Nieorganiczne – szkło wodne, cementy, gipsy, glin, krzemian etylu.
Materiały wiążące – podstawowe kryteria podziału
Kondensacja: stałe i ciekłe,
Charakter chemiczny: nieorganiczne i organiczne,
Sposób wiązania: chemiczne, przez odwodnienie, przez krzepnięcie,
Zdolność wiązania: mała, średnia, duża,
Temperatura wiązania: minusowa, podwyższona, otoczenia.
Materiały dodatkowe
Materiały zawierające węgiel
Pył węglowy, grafitowy, koksowy, węgla drzewnego, sadzę, smołę granulowaną (puder , drobnoziarnisty , gruboziarnisty ).
Główne powody stosowania dodatków zawierających węgiel do masy z bentonitem to:
poprawa jakości powierzchni odlewów
mniejszy nakład pracy na oczyszczanie odlewów - mniejsza adhezja masy do powierzchni odlewu,
lepsza płynność i wybijalność masy,
ograniczenie niektórych wad w odlewach (zmniejszenie adsorpcji N),
łatwość dozowania i niska cena.
Wadami natomiast są:
zmniejszenie wytrzymałości formy,
większy stopień dezaktywacji bentonitu (większe zużycie),
emisja , , benzenu, toluenu, etylobenzenu, ksylenów (BTEX), wielopierścieniowych węglowodorów arometycznych (WWA) itp.,
wzrost wilgotności masy (większa wilgotność sprzyja powstawaniu wad w odlewach).
Materiały na powłoki ochronne:
możliwości użycia osnowy w zależności od przeznaczenia powłoki ochronnej
Tabela 4. Możliwość użycia osnowy w zależności od przeznaczenia powłoki ochronnej Stop odlewniczy
Grafit
Koks
Kwarc
Cyrkon
Staliwo węglowe
Staliwo stopowe
Żeliwo szare
Żeliwo sferoidalne
Żeliwo ciągliwe
Stopy miedzi
Stopy aluminium
Stopy magnezu
Oznaczenia:
- odpowiedni,
- nieodpowiedni,
- możliwe zastosowanie.
Tabela 5. Możliwość użycia osnowy w zależności od przeznaczenia powłoki ochronnej Stop odlewniczy
Magnez spieczony
Talk
Szamot
Staliwo węglowe
Staliwo stopowe
Żeliwo szare
Żeliwo sferoidalne
Żeliwo ciągliwe
Stopy miedzi
Stopy aluminium
Stopy magnezu
Oznaczenia:
- odpowiedni,
- nieodpowiedni,
- możliwe zastosowanie.
Tabela 6. Możliwość użycia osnowy w zależności od przeznaczenia powłoki ochronnej Stop odlewniczy
Glino‑krzemiany
Łyszczyki
Staliwo węglowe
Staliwo stopowe
Żeliwo szare
Żeliwo sferoidalne
Żeliwo ciągliwe
Stopy miedzi
Stopy aluminium
Stopy magnezu
Oznaczenia:
- odpowiedni,
- nieodpowiedni,
- możliwe zastosowanie.
właściwości głównych materiałów stosowanych jako osnowa powłok ochronnych
Tabela 7. Właściwości głównych materiałów stosowanych jako osnowa powłok ochronnych Nazwa materiału
Wzór chemiczny głównego składnika
Gęstość
Temperatura topnienia
Grafit
powyżej
Koks
-
Kwarc
Cyrkon
Magnezyt spieczony
Talk
Szamot
Glinokrzemiany
Korund
Łyszczyki (muskowit)
sposoby nanoszenia powłok ochronnych na formy i rdzenie piaskowe
Tabela 8. Sposoby nanoszenia powłok ochronnych na formy i rdzenie piaskowe Wyszczególnienie
Rodzaj powłoki ochronnej
Zanurzanie
Malowanie pędzlem
Rdzenie małe - produkcja jednostkowa i małoseryjna
B
WRdzenie średnie - produkcja jednostkowa i małoseryjna
B
WRdzenie duże - produkcja jednostkowa i małoseryjna
B
Wm
Rdzenie małe - produkcja seryjna
B
W
m
mRdzenie średnie - produkcja seryjna
B
W
m
mRdzenie duże - produkcja seryjna
B
Wm
m
mFormy małe - produkcja jednostkowa i małoseryjna
B
WFormy średnie - produkcja jednostkowa i małoseryjna
B
WFormy duże - produkcja jednostkowa i małoseryjna
B
WFormy małe - produkcja seryjna
B
WFormy średnie - produkcja seryjna
B
W
m
mFormy duże - produkcja seryjna
B
WObjaśnienia:
- sposób odpowiedni,
- sposób nieodpowiedni,
m - sposób możliwy do zastosowania pod określonymi warunkami,
B - bezwodna powłoka ochronna,
W - wodna powłoka ochronna.
Tabela 9. Sposoby nanoszenia powłok ochronnych na formy i rdzenie piaskowe Wyszczególnienie
Rodzaj powłoki ochronnej
Polewanie
Natryskiwanie
Rdzenie małe - produkcja jednostkowa i małoseryjna
B
WRdzenie średnie - produkcja jednostkowa i małoseryjna
B
WRdzenie duże - produkcja jednostkowa i małoseryjna
B
WRdzenie małe - produkcja seryjna
B
WRdzenie średnie - produkcja seryjna
B
W
mRdzenie duże - produkcja seryjna
B
WFormy małe - produkcja jednostkowa i małoseryjna
B
WFormy średnie - produkcja jednostkowa i małoseryjna
B
WFormy duże - produkcja jednostkowa i małoseryjna
B
WFormy małe - produkcja seryjna
B
WFormy średnie - produkcja seryjna
B
WFormy duże - produkcja seryjna
B
WObjaśnienia:
- sposób odpowiedni,
- sposób nieodpowiedni,
m - sposób możliwy do zastosowania pod określonymi warunkami,
B - bezwodna powłoka ochronna,
W - wodna powłoka ochronna.
rodzaje rozcieńczalników
Tabela 10. Rodzaje rozcieńczalników Substancja
Wzór chemiczny
Alkohol etylowy
Alkohol izopropylowy (izopropanol)
Alkohol metylowy (metanol)
Alkohol butylowy (1‑butanol)
Chlorek metylenu
Benzyna
-
Tabela 11. Rodzaje rozcieńczalników i ich właściwości Substancja
Temperatura wrzenia
Gęstość
Alkohol etylowy
Alkohol izopropylowy (izopropanol)
Alkohol metylowy (metanol)
Alkohol butylowy (1‑butanol)
Chlorek metylenu
Benzyna
Tabela 12. Rodzaje rozcieńczalników i ich właściwości Substancja
Temperatura zapłonu
NDS/NDSCh
Alkohol etylowy
Alkohol izopropylowy (izopropanol)
Alkohol metylowy (metanol)
Alkohol butylowy (1‑butanol)
Chlorek metylenu
-
Benzyna
zależność czasu nanoszenia powłoki ochronnej na rdzenia od sposobu pokrywania
Rpcgs51JbGkp3 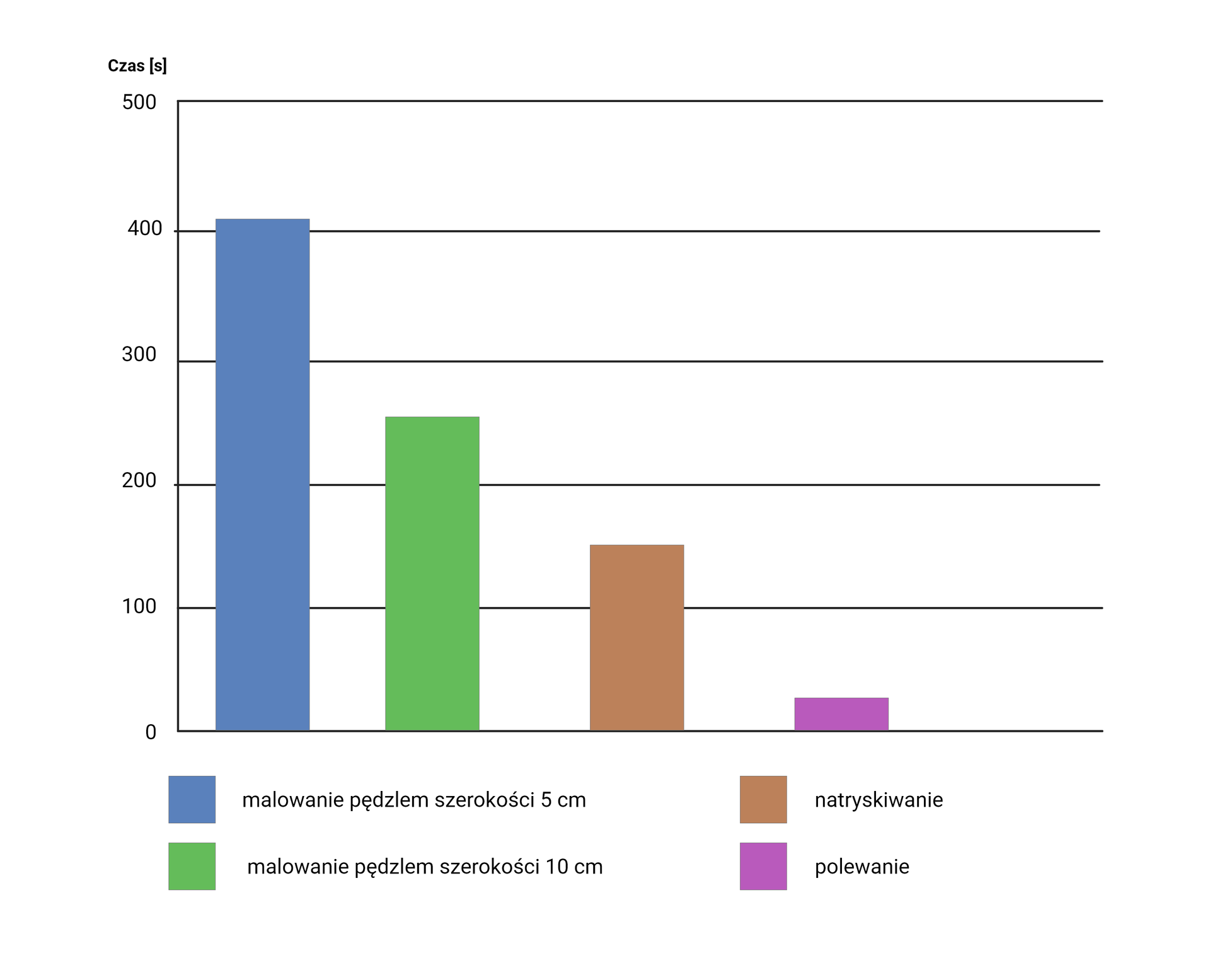 Zależność czasu nanoszenia powłoki ochronnej na rdzenia od sposobu pokrywaniaŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Zależność czasu nanoszenia powłoki ochronnej na rdzenia od sposobu pokrywaniaŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.zużycie powłoki ochronnej na pokrycie rdzenia nanoszonej różnymi metodami
R6vJGAGZUcIaV 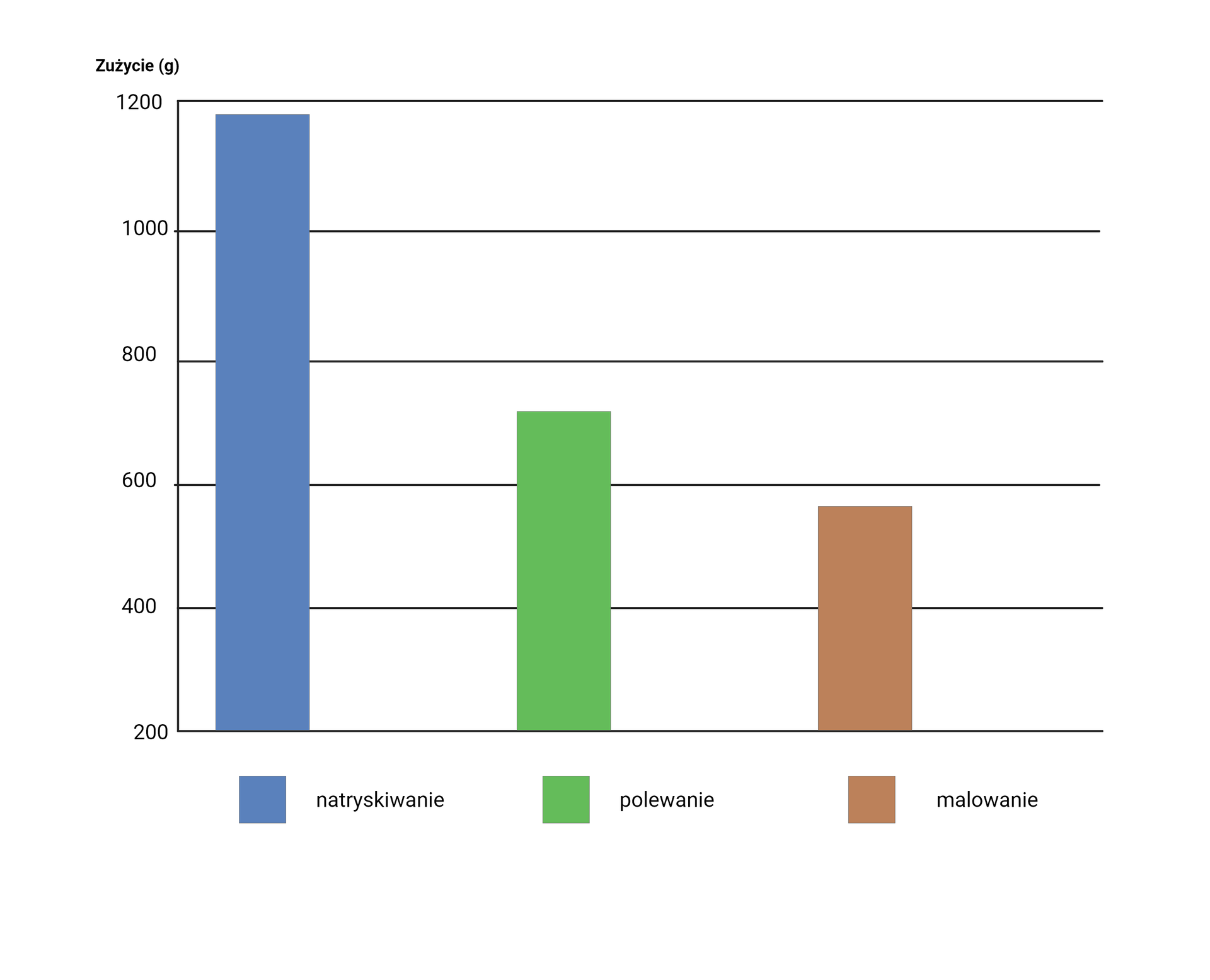 Zużycie powłoki ochronnej na pokrycie rdzenia nanoszonej różnymi metodamiŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Zużycie powłoki ochronnej na pokrycie rdzenia nanoszonej różnymi metodamiŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Materiały termoizolacyjne
Tabela 13. Materiały termoizolacyjne i ich właściwości Rodzaj masy
Gęstość pozorna
Wytrzymałość na ściskanie
Temperatura klasyfikacyjna
Szamotowe
Wysokoglinowe
Krzemionkowe
Ziemia okrzemkowa
Wełna mineralna (płyty)
Włókna glino‑krzemianowe (płyty)
-
Włókna z
(płyty)-
Tabela 14. Materiały termoizolacyjne i ich współczynniki przewodności ciepła Rodzaj masy
Współczynnik przewodności ciepła
Współczynnik przewodności ciepła
Szamotowe
-
Wysokoglinowe
-
Krzemionkowe
-
Ziemia okrzemkowa
Wełna mineralna (płyty)
Włókna glino‑krzemianowe (płyty)
-
Włókna z
(płyty)-
Tabela 15. Materiały termoizolacyjne i ich współczynniki przewodności ciepła Rodzaj masy
Współczynnik przewodności ciepła
Współczynnik przewodności ciepła
Szamotowe
Wysokoglinowe
Krzemionkowe
Ziemia okrzemkowa
-
-
Wełna mineralna (płyty)
-
-
Włókna glino‑krzemianowe (płyty)
-
Włókna z
(płyty)Materiały egzotermiczne
Tabela 16. Materiały egzotermiczne Składniki i właściwości masy
Symbol masy M‑20
Symbol masy M‑18
Symbol masy M‑16
Aluminium
Gęstość pozorna
Ciepło właściwe
Powrót do spisu treściPowrót do spisu treści
Podział mas
Podział mas ze względu na:
Przeznaczenie:
do odlewów staliwnych,
do odlewów żeliwnych,
do odlewów z metali nieżelaznych
Zastosowania przy formowaniu:
formierska
przymodelowa,
wypełniająca,
jednolita,
rdzeniowa.
Stopnia zużycia:
wyjściowa (świeża),
używana,
odświeżona,
zużyta.
Masy klasyczne
masy samoutwardzalne ze spoiwami nieorganicznymi:
masy z cementem,
masy ze szkłem wodnym,
masy z fosforanami,
masy gipsowe,
masy z krzemianem etylu,
masy z krzemionką koloidalną.
masy samoutwardzalne ze spoiwami organicznymi:
sypkie masy samoutwardzalne ze spoiwem:
olejowym,
uretanowym,
żywicami: fenolowymi, furfurylowymi, fenolowo‑formaldehydowymi.
sypkie masy szybkoutwardzalne ze spoiwami nieorganicznymi:
ze szkłem wodnym,
z węglanem sodu i wodorotlenkiem sodu
sypkie masy szybkoutwardzalne ze spoiwami organicznymi
alkidowy i fenolowy proces Ashland,
proces cold‑box plus,
proces mrówczanowy (betaset),
proces red‑set,
procesy ,
proces ,
proces syncor,
proces FRC,
proces Rutapox,
sypkie masy wolnowiążące,
sypkie masy szybkowiążące,
proces Croninga,
proces hot‑box
proces warm‑box,
Metoda Thermoschock,
metoda warm air.
Rodzaj i przeznaczenie masy | Osnowa ziarnowa | Materiał wiążący | Dodatki |
|---|---|---|---|
Masa na formy do odlewów żeliwnych, formowanie wysokimi naciskami | piasek kwarcowy - | bentonit - | pył węgla kamiennego - , |
Masa na formy do odlewów staliwnych, formowanie wysokimi naciskami | piasek kwarcowy - | bentonit - | dekstryna - , |
Masa przymodelowa lub jednolita na formy wilgotne do odlewów ze stopów | piasek kwarcowy - | bentonit - | kwas borowy - , |
Masa bezwodna na formy do odlewów żeliwnych oraz ze stopów | piasek kwarcowy - | bentonit - | bentonol |
Masa bezwodna na formy do odlewów staliwnych | piasek kwarcowy - | bentonit - | hydrokol |
Masa na formy i rdzenie utwardzane do odlewów staliwnych | piasek kwarcowy - | szkło wodne - | glina - , |
Sypka masa samoutwardzalna (SMS) | piasek kwarcowy - | szkło wodne - | chromalit - |
Sypka masa samoutwardzalna (SMS) | piasek kwarcowy - | szkło wodne - | chromalit - , |
Ciekła masa samoutwardzalna na duże formy do odlewów staliwnych (CMS) | piasek kwarcowy - | szkło wodne - | chromalit - , |
Masa na formy do dużych odlewów staliwnych | piasek kwarcowy - | cement portlandzki - | woda do uzyskania wymaganej zawartości wilgoci |
Masa na formy i rdzenie do dużych odlewów ze stopów | piasek kwarcowy - | cement portlandzki - | woda do uzyskania wymaganej zawartości wilgoci |
Masa cementowa o przyśpiszonym wiązaniu | piasek kwarcowy - | cement portlandzki | , |
Ciekła masa cementowa (szybko wiążąca) | piasek kwarcowy - | cement portlandzki | spieniacz - , |
Ciekła masa cementowa | piasek kwarcowy - | cement portlandzki | szkło wodne - |
Masa na rdzenie do odlewów staliwych wykonywane w gorących rdzennicach | piasek kwarcowy - | żywica | utwardzacz AM - |
Masa samoutwardzalna, na rdzenie do odlewów żeliwnych | piasek kwarcowy - | żywica syntetyczna Karbafur | kwas fosforowy - |
Masa na skomplikowane rdzenie bardzo dobrej wybijalności do odlewów staliwnych | piasek kwarcowy - | żywica Polofur | kwas paratolueno |
Ciekła masa samoutwardzalna Synflo na średnie i duże rdzenie do stopów żelaza i metalu niezależnych | piasek kwarcowy - | żywica karbamidowa | gips budowlany - , |
Masa przymodelowa na formy suszone do ciężkich odlewów staliwnych | szamot odlewniczy | glina | woda do uzyskania wymaganej zawartości wilgoci |
Masa wypełniająca na formy suszone do ciężkich odlewów staliwnych | szamot odlewniczy | glina | woda do uzyskania wymaganej zawartości wilgoci |
Masa przymodelowa na formy do ciężkich i bardzo ciężkich odlewów staliwnych | szamot odlewniczy | glina | grafit - , |
Masa na formy do odlewów staliwnych zalewane w stanie wilgotnym | piasek chromitowy - | bentonit- | woda do uzyskania wymaganej zawartości wilgoci |
Masa przymodelowa na utwardzane formy i rdzenie do odlewów staliwnych | piasek chromitowy - | szkło wodne- | boksyt - |
Masa przymodelowa na części form i rdzeni o dużej odporności na działanie wysokich temepratur do odlewów staliwnych | piasek chromitowy | cement portlandzki - | woda do uzyskania wymaganej zawartości wilgoci |
Masa na cienkie i skomplikowane suszone rdzenie do odlewów staliwnych | piasek chromitowy - | glina - , | grafit - |
Rodzaj i przeznaczenie masy | Zawartość wilgoci wag. |
|---|---|
Masa na formy do odlewów żeliwnych, formowanie wysokimi naciskami | |
Masa na formy do odlewów staliwnych, formowanie wysokimi naciskami | |
Masa przymodelowa lub jednolita na formy wilgotne do odlewów ze stopów | |
Masa bezwodna na formy do odlewów żeliwnych oraz ze stopów | - |
Masa bezwodna na formy do odlewów staliwnych | - |
Masa na formy i rdzenie utwardzane do odlewów staliwnych | - |
Sypka masa samoutwardzalna (SMS) | - |
Sypka masa samoutwardzalna (SMS) | |
Ciekła masa samoutwardzalna na duże formy do odlewów staliwnych (CMS) | |
Masa na formy do dużych odlewów staliwnych | |
Masa na formy i rdzenie do dużych odlewów ze stopów | |
Masa cementowa o przyśpiszonym wiązaniu | - |
Ciekła masa cementowa (szybko wiążąca) | |
Ciekła masa cementowa | |
Masa na rdzenie do odlewów staliwych wykonywane w gorących rdzennicach | - |
Masa samoutwardzalna, na rdzenie do odlewów żeliwnych | - |
Masa na skomplikowane rdzenie bardzo dobrej wybijalności do odlewów staliwnych | - |
Ciekła masa samoutwardzalna Synflo na średnie i duże rdzenie do stopów żelaza i metalu niezależnych | - |
Masa przymodelowa na formy suszone do ciężkich odlewów staliwnych | |
Masa wypełniająca na formy suszone do ciężkich odlewów staliwnych | |
Masa przymodelowa na formy do ciężkich i bardzo ciężkich odlewów staliwnych | |
Masa na formy do odlewów staliwnych zalewane w stanie wilgotnym | |
Masa przymodelowa na utwardzane formy i rdzenie do odlewów staliwnych | |
Masa przymodelowa na części form i rdzeni o dużej odporności na działanie wysokich temepratur do odlewów staliwnych | |
Masa na cienkie i skomplikowane suszone rdzenie do odlewów staliwnych |
Powrót do spisu treściPowrót do spisu treści
Badanie mas
Wykonywanie badań właściwości mas formierskich i mas rdzeniowych
Podstawowe właściwości technologiczne mas formierskich:
Wytrzymałość,
Zagęszczalność,
Ogniotrwałość,
Przepuszczalność,
Wybijalność,
Płynność,
Osypliwość,
Podatność,
Gazotwórczość,
Wilgotność,
Trwałość,
Żywotność,
Właściwości termofizyczne (ciepło właściwe, współczynnik przewodzenia ciepła, współczynnik wyrównywania temperatury, współczynnik akumulacji ciepła).
Oczywiście nie stosuje się wszystkich badań. Badania dobiera się w zależności od rodzaju stosowanej masy.
Badania wytrzymałości
Do badania używa się urządzenia LRu‑2e. Przy jego użyciu możliwe jest wymierzenie wytrzymałości kształtek laboratoryjnych w stanie utwardzonym, wysuszonym lub wilgotnym, które są wykonane z mas rdzeniowych i formierskich. Zakres pomiarowy narzędzia wynosi od do . Możliwe jest wykonanie pomiarów wytrzymałości na ścinanie, podwójne ścinanie, rozszczepianie, ściskanie, zginanie, rozciąganie i kąt przegięcia. Występują urządzenia z analogowym sterowaniem lub nowsze, które wyposażone są w sterowanie elektroniczne.
R1Ckt2gAmAEWs 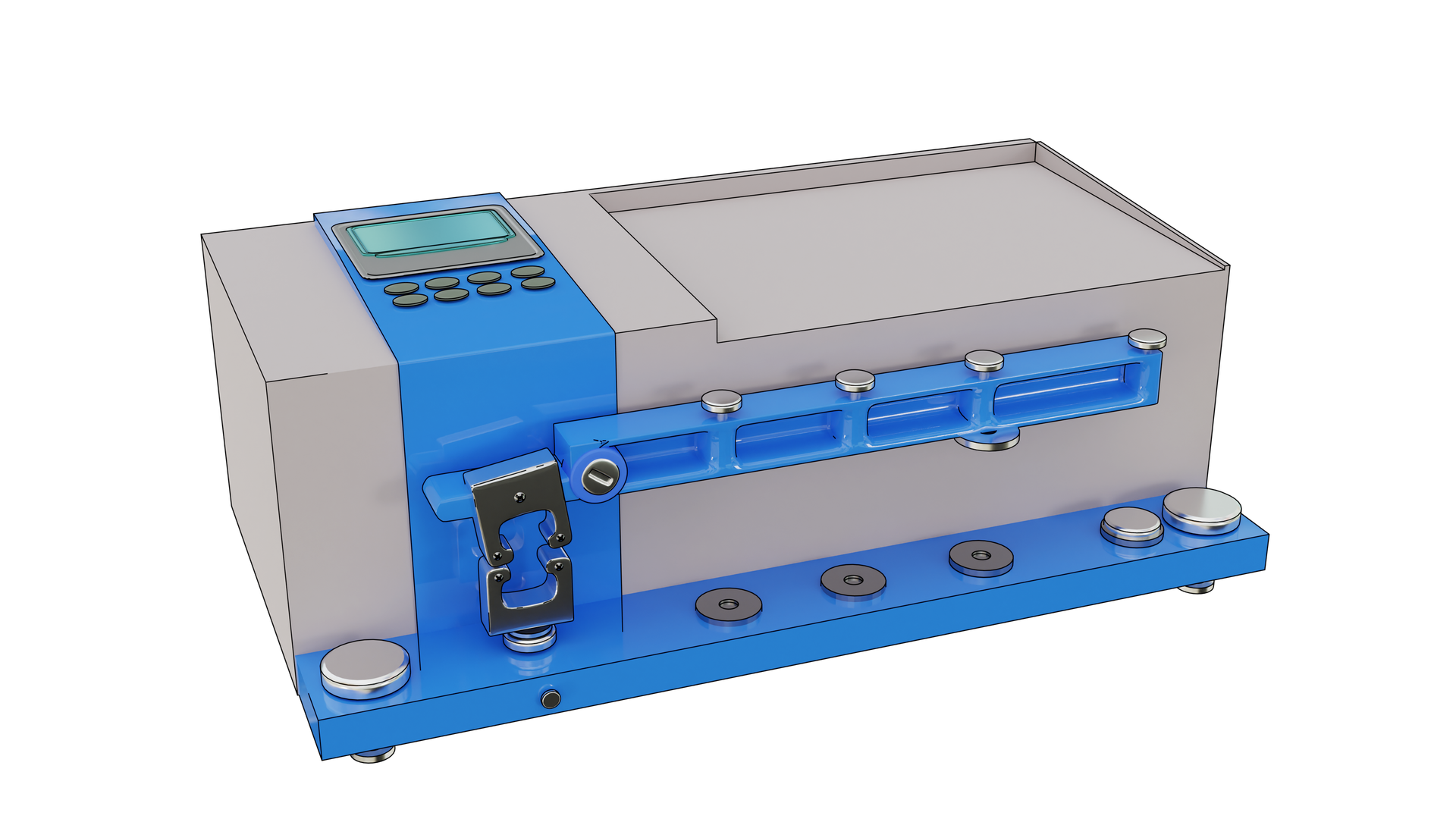 Urządzenie LRu‑2e służące do badań wytrzymałościowych kształtek laboratoryjnych z mas formierskich i rdzeniowychŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Urządzenie LRu‑2e służące do badań wytrzymałościowych kształtek laboratoryjnych z mas formierskich i rdzeniowychŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.RJsanIwpRZP2A 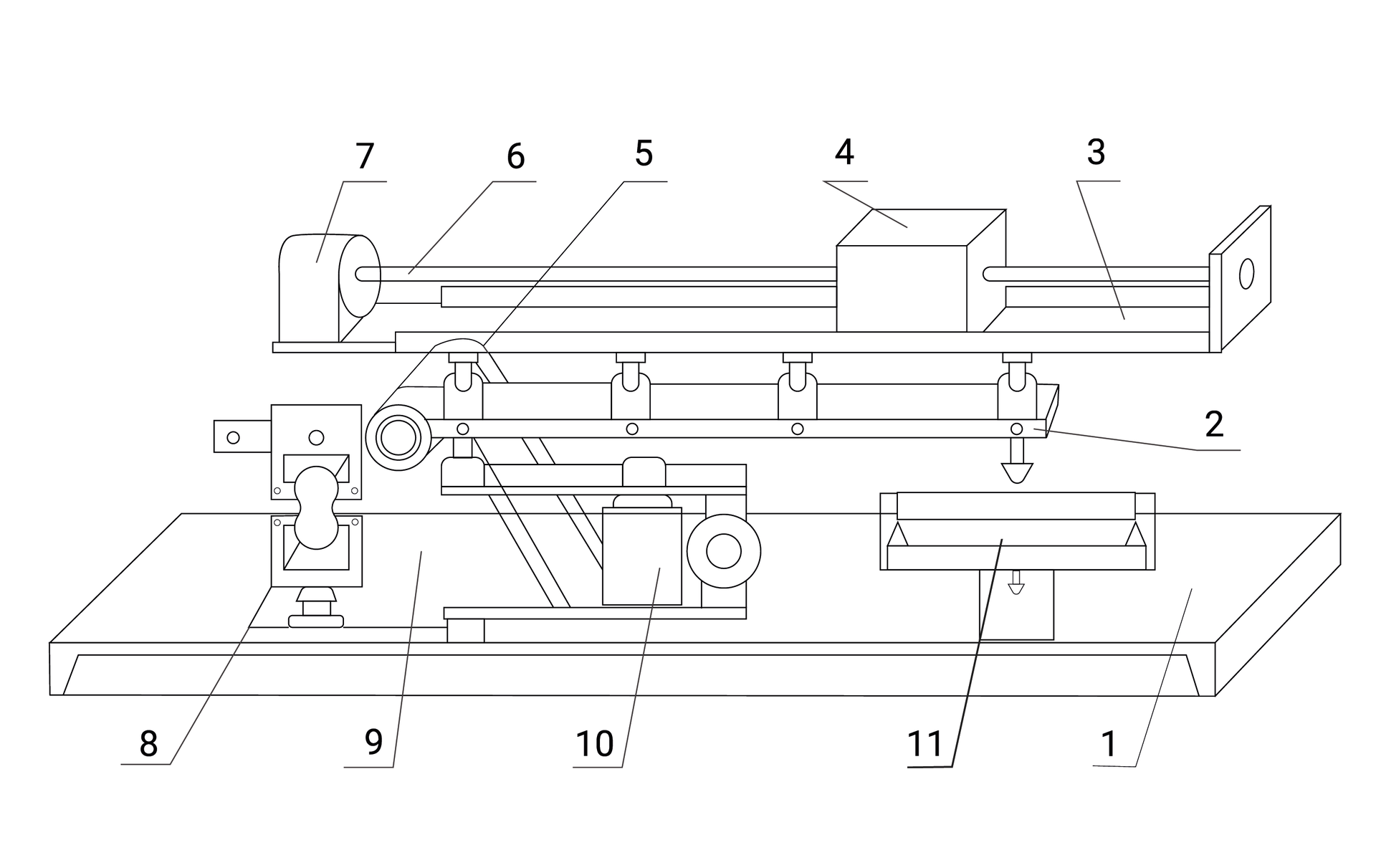 Schemat uniwersalnego aparatu Lru do badania wytrzymałości mas formierskich i rdzeniowych:
Schemat uniwersalnego aparatu Lru do badania wytrzymałości mas formierskich i rdzeniowych:
– podstawa,
– dźwignia uchwytów,
– dźwignia‑sanki obciążnika,
– obciążnik,
– oś układu dźwigniowego,
– śruba pociągowa,
– silnik,
– próbka ,
– wspornik osi ,
– próbka , ,
– próbka .Źródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.Próbki do badań przygotowuje się wykorzystując ubijaki laboratoryjne:
R166fsibp7QAw  Ręczny ubijak laboratoryjny LU‑1Źródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Ręczny ubijak laboratoryjny LU‑1Źródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.R1EwoaqXSBO8K  Automatyczny ubijak laboratoryjny LUA‑2eŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Automatyczny ubijak laboratoryjny LUA‑2eŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.R1MMlaMjLj4ev 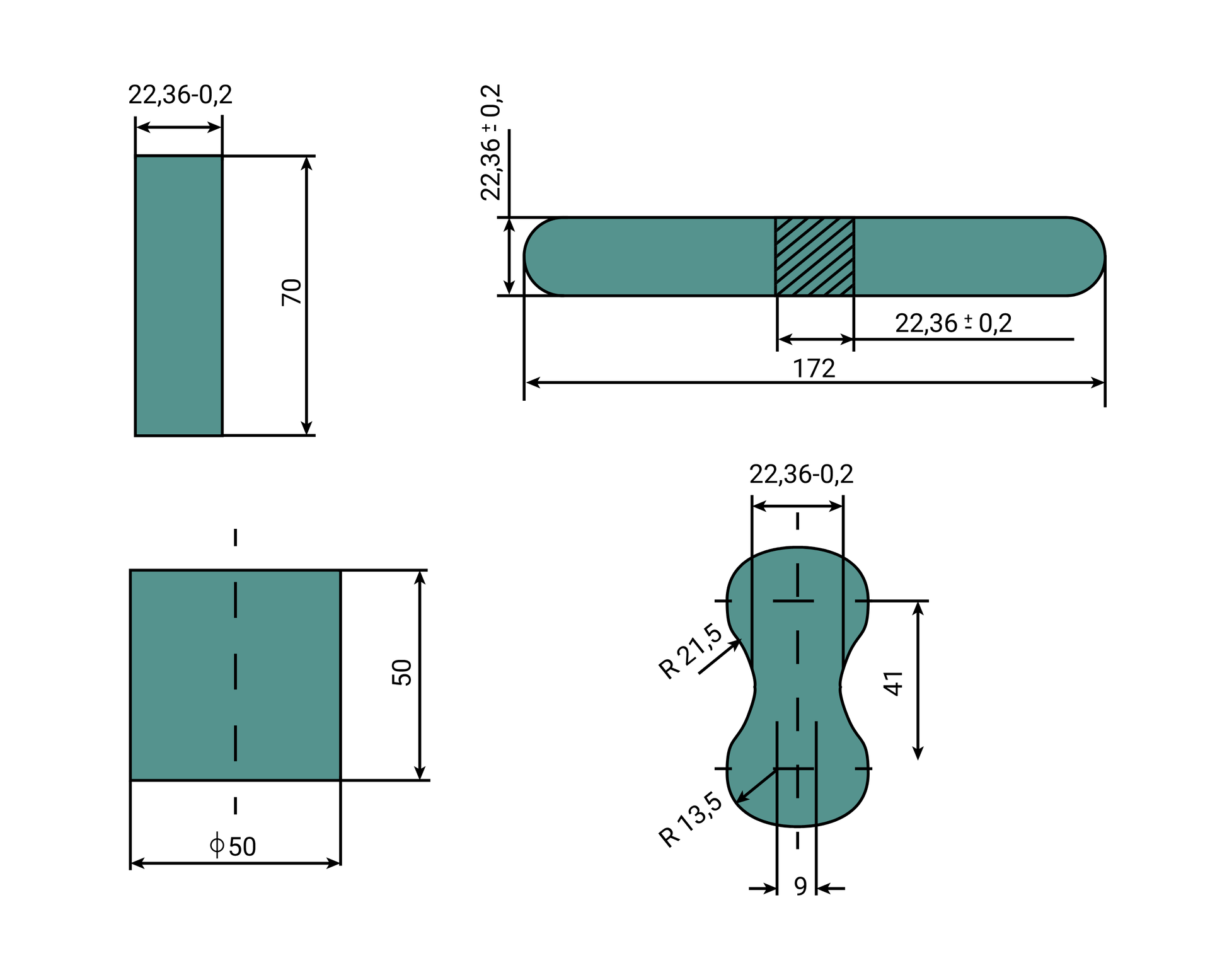 Postać geometryczna oraz wymiary kształtek laboratoryjnych stosowanych w badaniach materiałów formierskichŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Postać geometryczna oraz wymiary kształtek laboratoryjnych stosowanych w badaniach materiałów formierskichŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.Tabela 19. Sposoby obciążania próbek laboratoryjnych Badanie
Ściskanie
Ścinanie
Zginanie
Przeciąganie
Kształtki suszone (utwardzone)
RaggScDqdFd1O 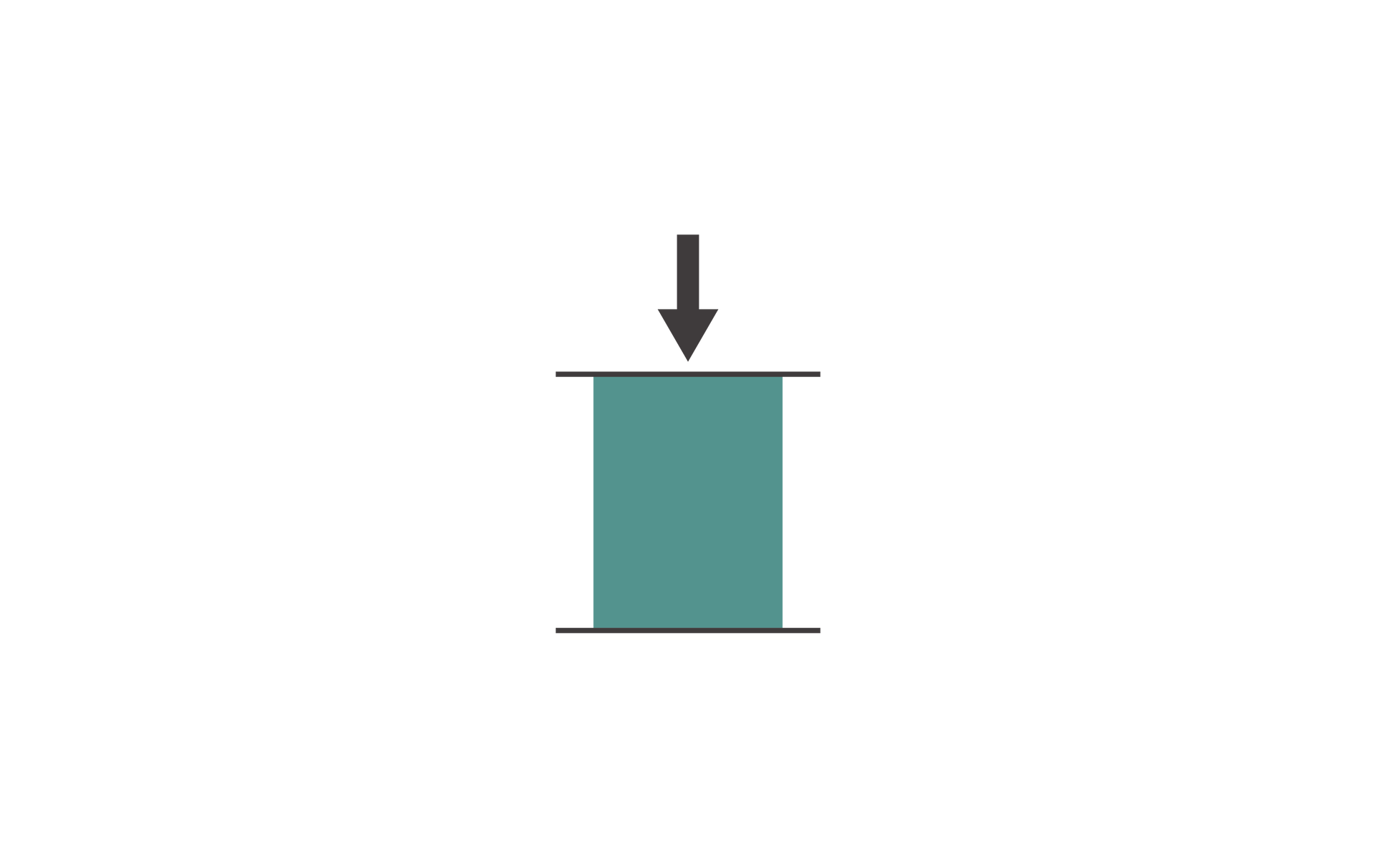 Źródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Źródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.Rea22p27Asinh 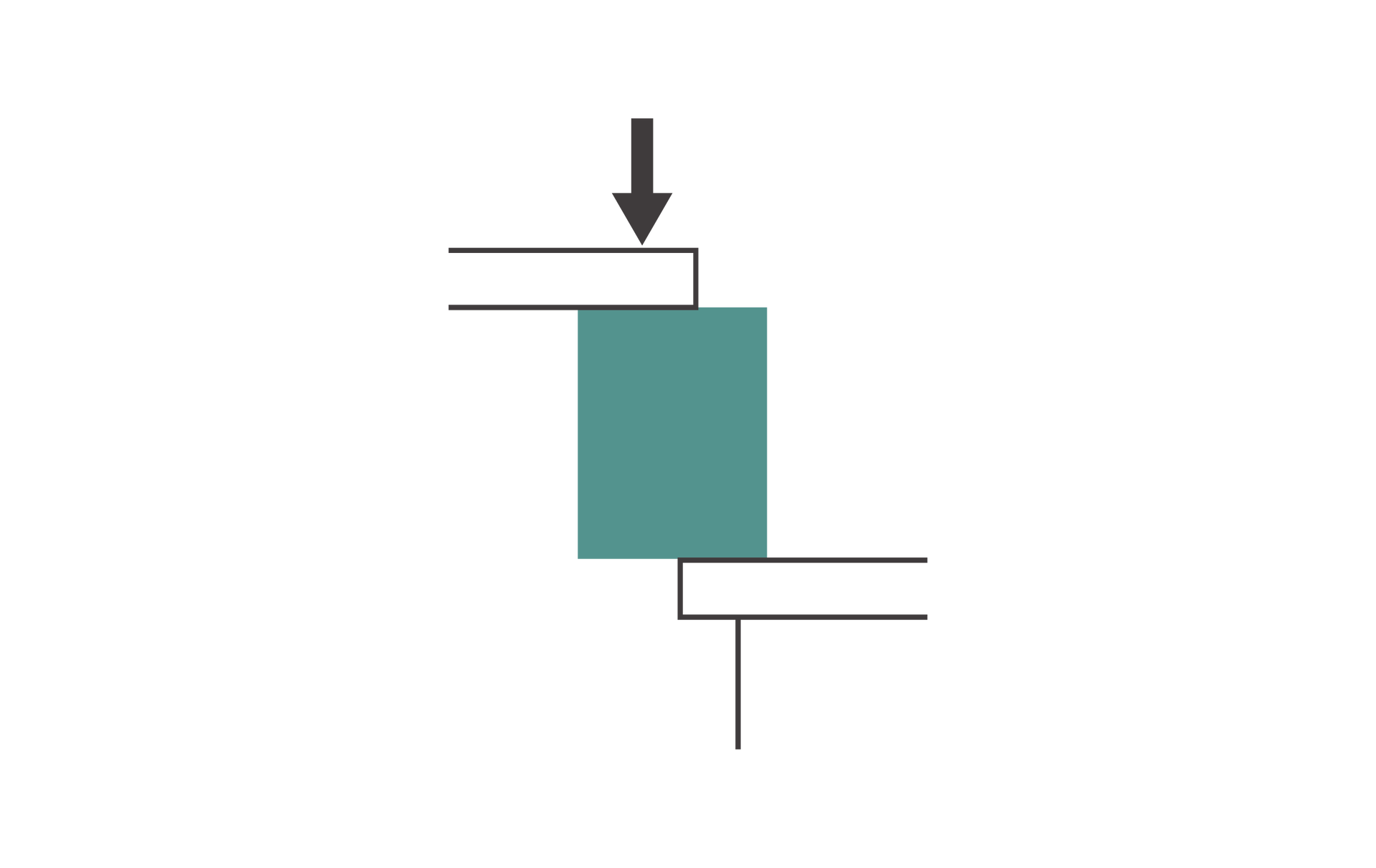 Źródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Źródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.R1OQ461WrV5bn 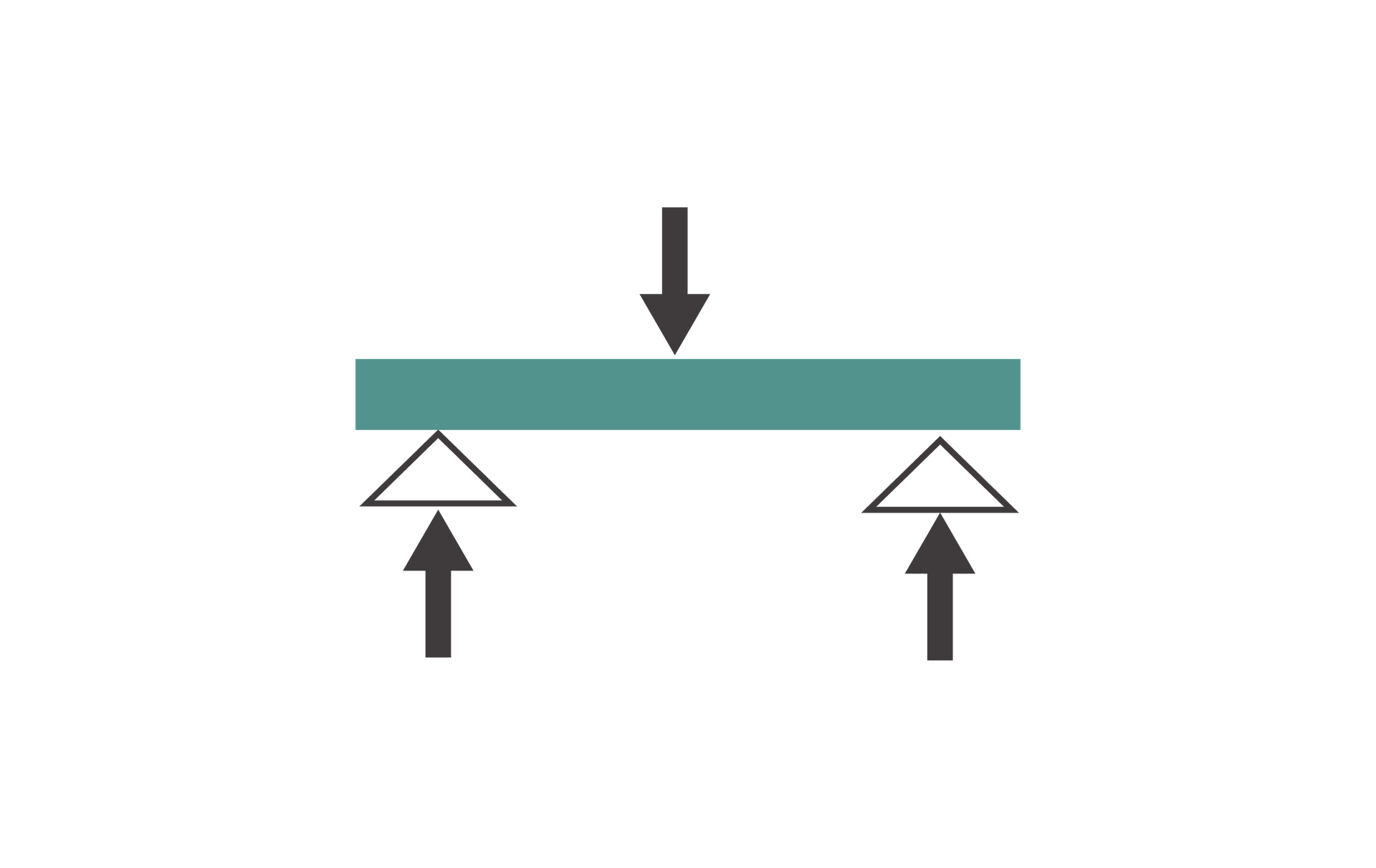 Źródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Źródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.RVomHZfrMHUWh 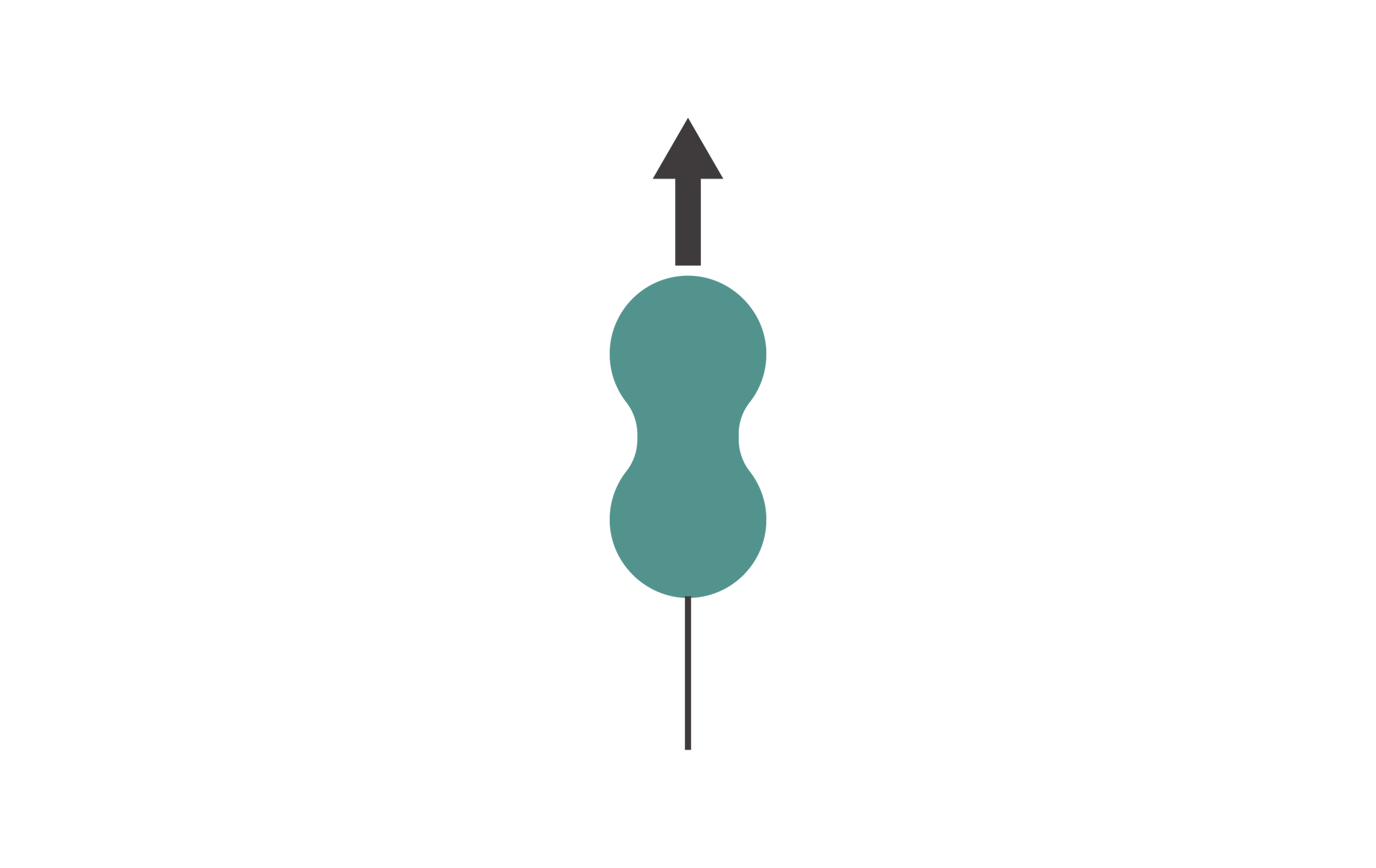 Źródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Źródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.Kształtki wilgotne
R150pSD5ikEpE 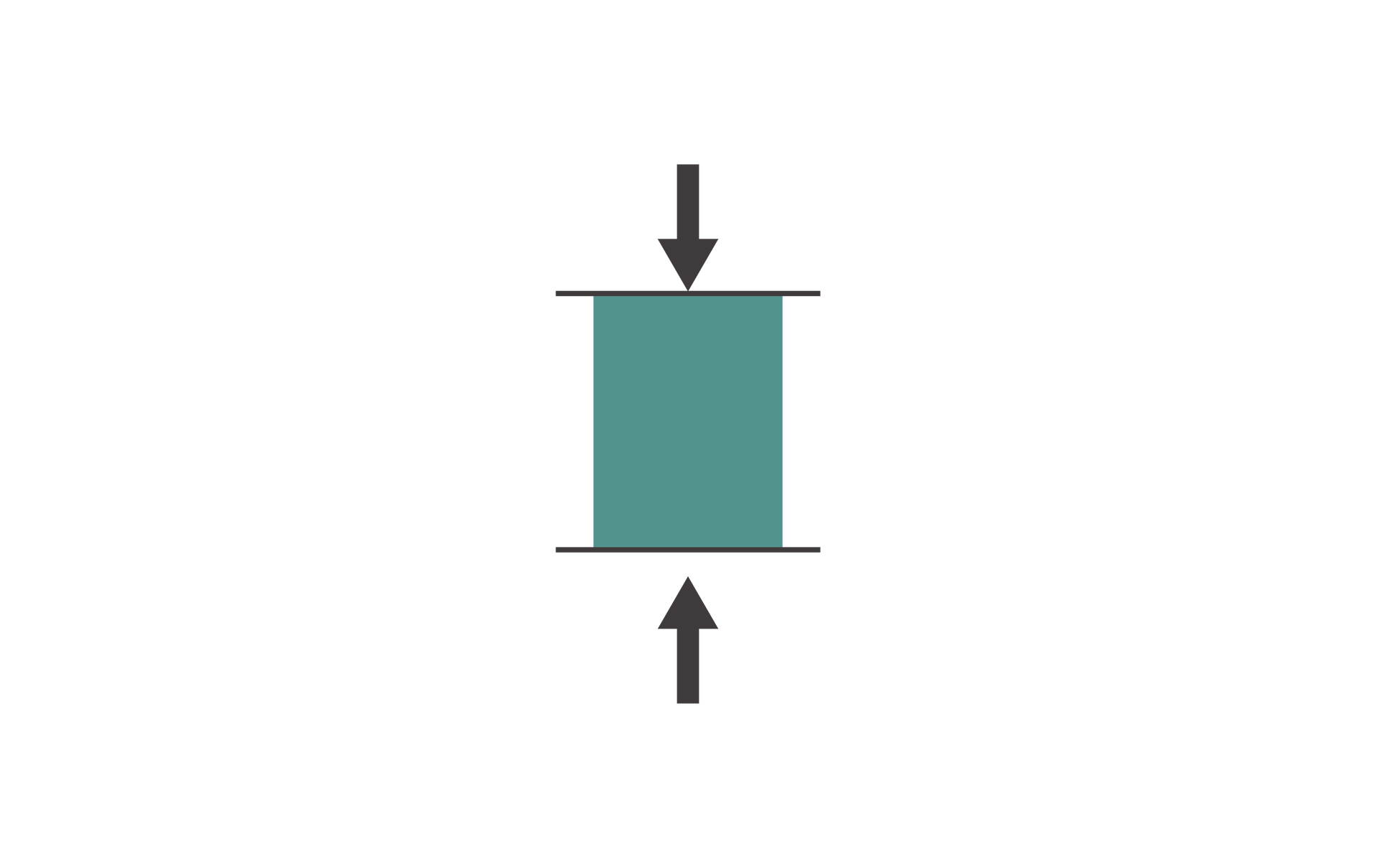 Źródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Źródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.R1VNBgaJXgcyO 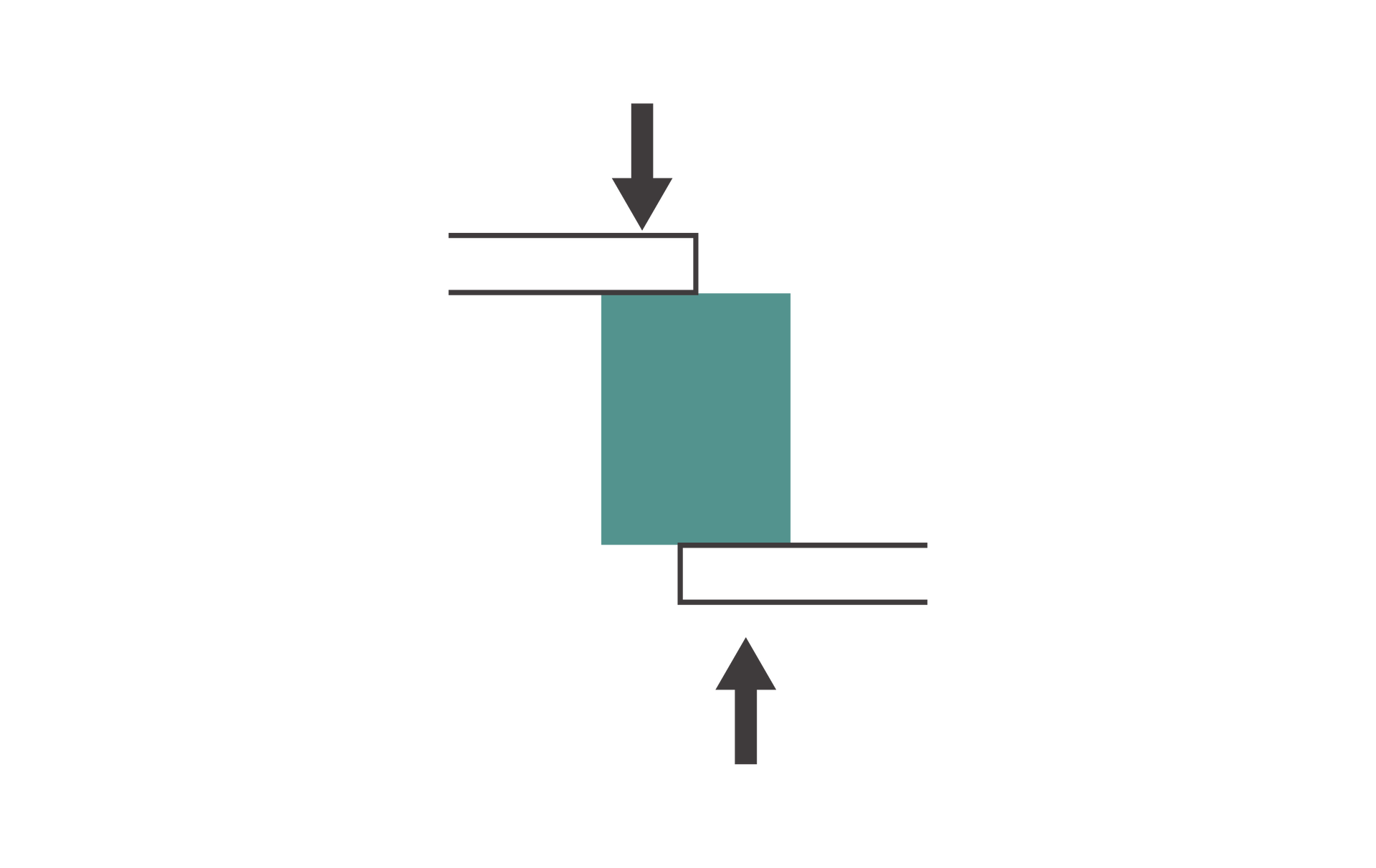 Źródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Źródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.RmGtG228PsGew  Źródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Źródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.ReMNYdwScbP0q  Źródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Źródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.Tabela 20. Poszczególne elementy uniwersalnego aparatu do badań właściwości wytrzymałościowych mas formierskich Lru Metoda pomiaru
Grafika
Sposób pomiaru wytrzymałości na ściskanie masy formierskiej w stanie wilgotnym
R143goIa9srAS  Źródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Źródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.Sposób pomiaru wytrzymałości na ściskanie masy formierskiej w stanie suchym lub utwardzonym
R1HpP6DFRB9xq  Źródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Źródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.Sposób pomiaru wytrzymałości na rozciąganie dla mas wilgotnych
RTqCeb4VV5reR  Źródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Źródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.Sposób pomiaru dla mas suchych lub utwardzanych chemicznie
R8jbB09TF3NyX  Źródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Źródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.Sposób pomiaru wytrzymałości na ścinanie mas wilgotnych oraz suchych i utwardzanych chemicznie
R1ajXtZOFrz21  Źródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Źródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.Sposób pomiaru wytrzymałości na zginanie dla mas suchych i utwardzonych chemicznie
Rtlr7MUP2CpbW  Źródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Źródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.Badania przepuszczalności
Urządzenia LpiR‑3e używa się podczas pomiarów przepuszczalności odlewniczych materiałów formierskich, takich jak masy formierskie i rdzeniowe, które są w stanie utwardzonym, wilgotnym lub wysuszonym czy do piasków kwarcowych. Aby zacząć badanie masy, która jest w stanie wilgotnym, trzeba na samym początku zagęścić wymaganą ilość materiału w metalowej tulei przy użyciu ubijaka laboratoryjnego. Kolejnym krokiem jest umieszczenie tulei na głowicy pomiarowej i przekręcenie pokrętła na wymagane oznaczenie – lub zależnie od typu masy. Następnie uruchamia się pomiar. Na skali aparatu wyświetli się wartość ciśnienia i przepuszczalności.
R1JEPodbucsKk 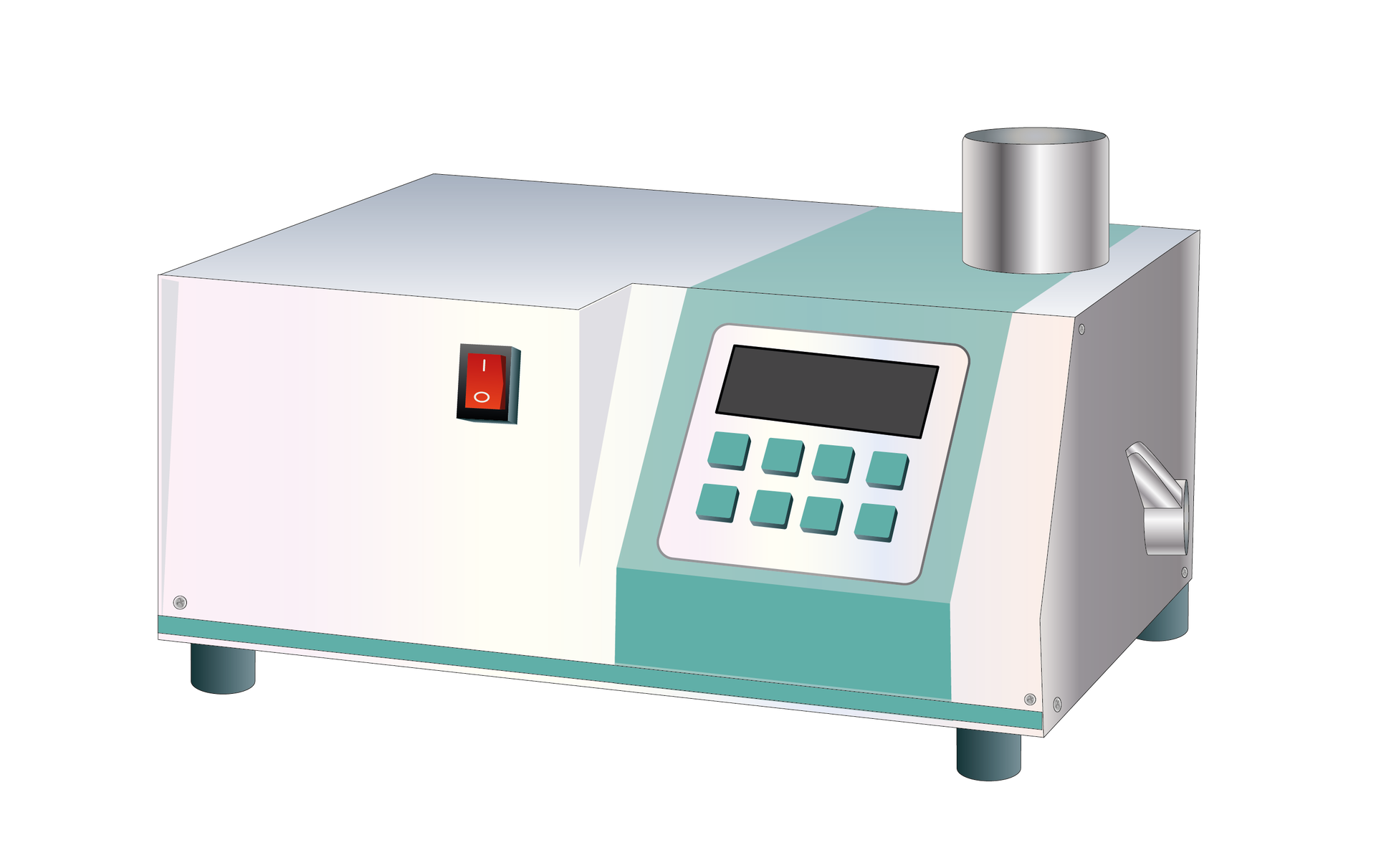 Urządzenie LpiR‑3e służące do pomiaru przepuszczalności odlewniczych materiałów formierskichŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Urządzenie LpiR‑3e służące do pomiaru przepuszczalności odlewniczych materiałów formierskichŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.Badanie ścieralności – osypliwości
Z testowanej masy trzeba wykonać trzy kształtki przy użyciu ubijaka laboratoryjnego. Badanie jest przeprowadzane na próbkach walcowych za pomocą aparatu LS.
RvBQmom0jRyxB  Aparat LS służący do badań ścieralnościŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Aparat LS służący do badań ścieralnościŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.RCLnRw6nSaJrc 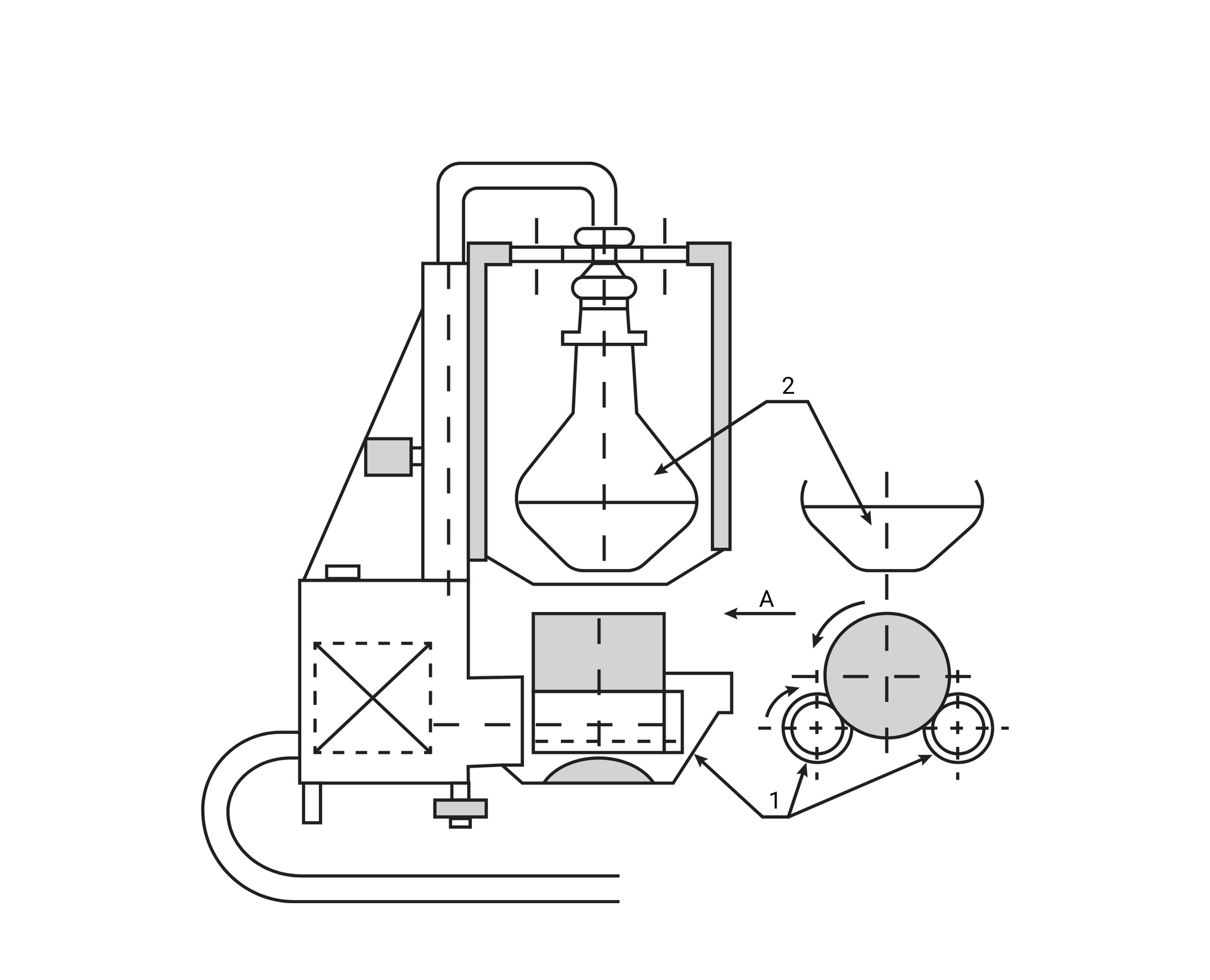 Schemat aparatu LS:
Schemat aparatu LS:
- rolki obrotowe,
- lampa promiennikowaŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.Próbki, które zważyło się z dokładnością do , są układane na rolkach aparatu. Napęd rolek zostaje włączony, a promiennik lampowy nagrzany. Próbka jest wprawiana w ruch obrotowy przez rolki, a prędkość obrotu wynosi obrót na sekundę. Dochodzi do ścierania zewnętrznej warstwy masy formierskiej, która opada do pojemnika. Następnie pojemnik ogrzewa próbkę do temperatury ok. . Pomiary robione są w odpowiednich cyklach:
obrotów dla masy wilgotnej,
obrotów dla masy suchej,
obrotów dla masy utwardzonej.
Programator umożliwia ustawienie liczby obrotów. Gdy cykl dobiegnie końca, próbka zostaje zważona jeszcze raz. Osypliwość, czyli ścieralność, jest obliczana z konkretnego wzoru, ale można też wykorzystać nowoczesne aparaty z wbudowanym sterowaniem elektronicznym i zespoloną wagą.
Badania gazotwórczości
Gazotwórczością nazywamy zdolność masy do wydzielania gazów pod wpływem temperatury ciekłego metalu. Nagłe nagrzanie masy doprowadza do dwóch procesów, które zachodzą równolegle – wydzielanie gazów z masy formierskiej i zwiększanie ich objętości pod wpływem podwyższenia temperatury.
Gazotwórczość jest charakteryzowana dwoma metodami:pośrednią – bez kontaktu masy z ciekłym metalem,
bezpośrednią – już po zalaniu formy ciekłym metalem.
Pierwsza metoda wykorzystuje piec rurowy wraz z wyposażeniem.
RPD5EUaCDjRqr 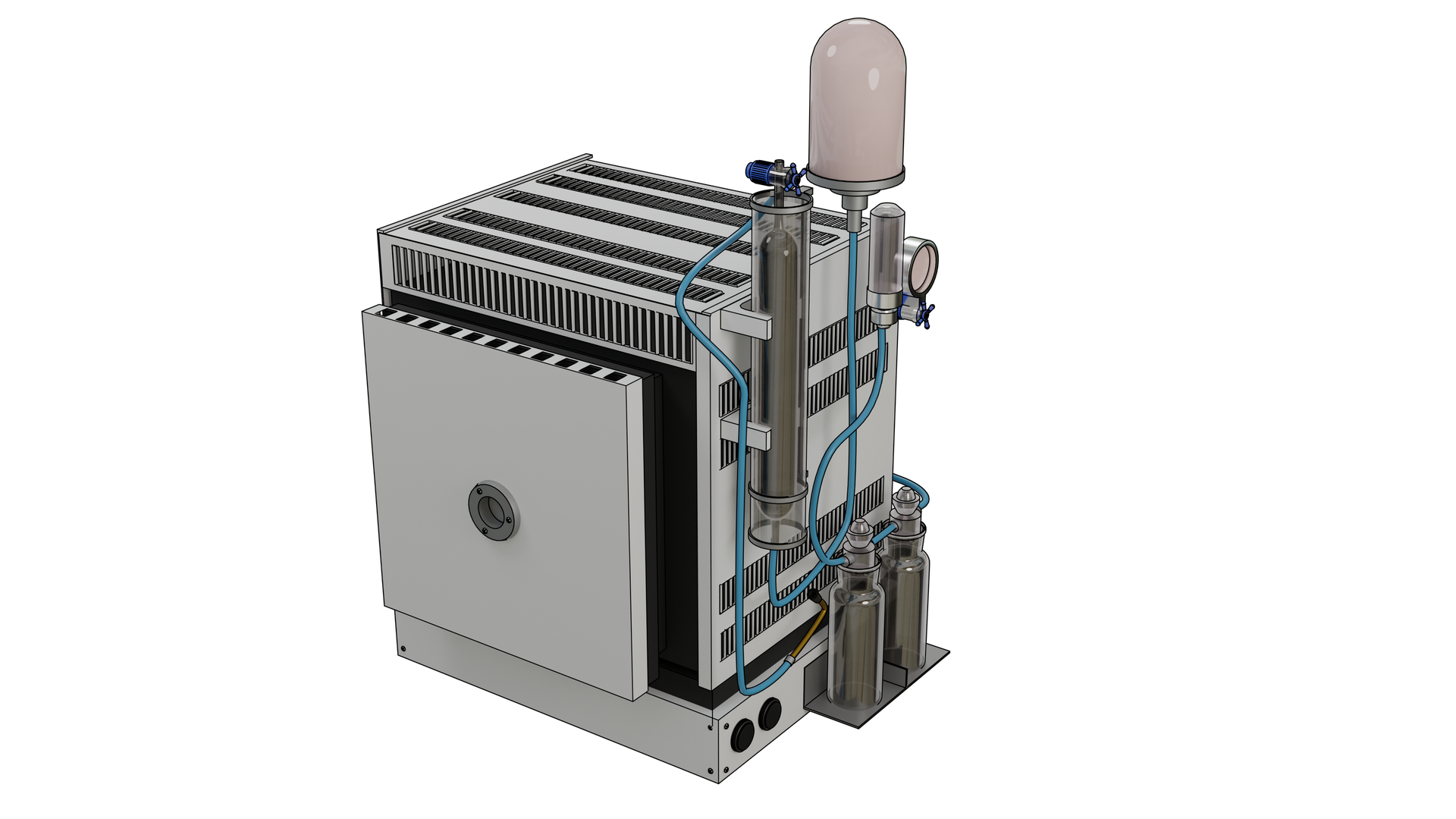 Piec rurowy z wyposażeniem do badań gazotwórczości mas formierskichŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Piec rurowy z wyposażeniem do badań gazotwórczości mas formierskichŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.RT39ZKwvpZUtw 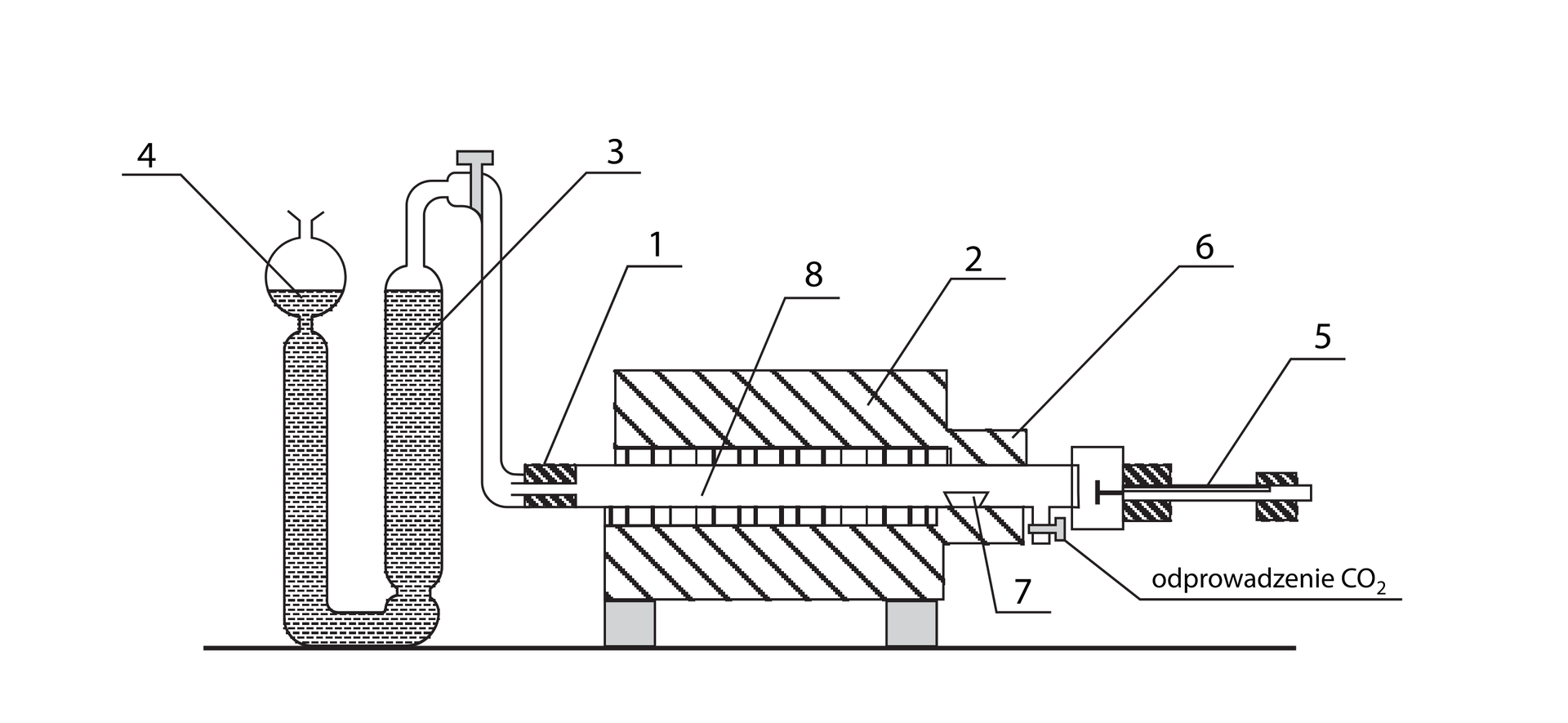 Schemat pieca rurowego z opisanym wyposażeniem:
Schemat pieca rurowego z opisanym wyposażeniem:
- rura do spalania,
- piec elektryczny,
- biureta pomiarowa,
- zbiornik wyrównawczy,
- element do wprowadzania próbek,
- obudowa rury,
- łódeczka,
- strefa badania.Źródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.Urządzenie jest zbudowane według normy BN‑76/4005. W jego skład wchodzi piec z poziomym reaktorem kwarcowym i skalibrowany zestaw pomiarowy z kalibrowaną biuretą wypełnioną wodą i naczyniem wyrównawczym. Piec posiada precyzyjny elektryczny regulator temperatury, który umożliwia regulację i utrzymanie temperatury od temperatury otoczenia do . Oznaczenia są wykonywane w atmosferze dwutlenku węgla, którego przepływ jest ustawiany zaworem połączonym z rotametrem. Urządzenie ma wbudowany układ osuszania i oczyszczania gazu, natomiast trzydrożne zawory umożliwiają przepłukanie przestrzeni roboczej urządzenia przed pomiarem. Badania są prowadzone na próbce o masie do 3g, która jest wsypywana do naczynia zbudowanego z porcelany. Piec musi być wcześniej nagrzany do temperatury ok. , zależnie od typu masy, która ma zostać zbadana. Komora spalania wypełniana jest gazem - lub . Wyskalowany zbiornik przyjmuje próbkę w strefie pomiarowej, mierząc objętość gazów, które wydobywają się z masy.
Badanie wilgotności masy
Wilgotność to zawartość wody, która ma zostać usunięta z materiału formierskiego w temperaturze . Najpopularniejszą metodą jest metoda grawimetryczna, w której to materiał suszy się w temperaturze do stałej masy. Wilgotność masy jest oceniana na próbkach , które są poddawane suszeniu przez kwadrans. Metoda wykorzystuje wagosuszarki, które wyposaża się w program sterujący pracą suszarki i dbający o stałą temperaturę nagrzewania masy. Pomiary są wykonywane z dokładnością do .
R1QXA3TB07ySS 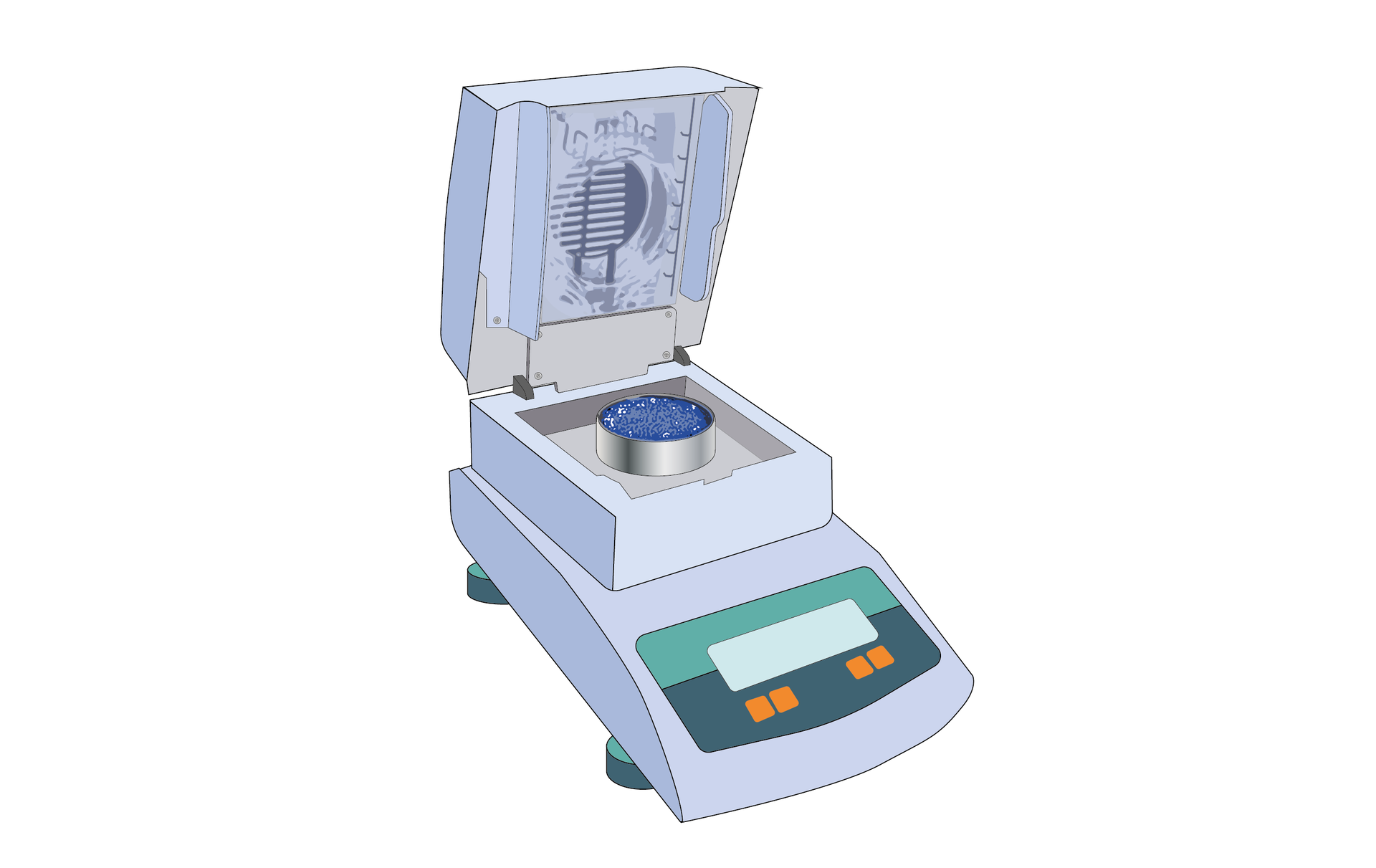 Źródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Źródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Powrót do spisu treściPowrót do spisu treści
Powiązane materiały multimedialne
Sekwencje filmowe: Badania odlewów i materiałów wykorzystywanych w procesach odlewaniaBadania odlewów i materiałów wykorzystywanych w procesach odlewania
Galeria zdjęć: Wady odlewówWady odlewów