E‑book do e‑materiału Kontrola jakości mas formierskich i odlewów
MTL.04. Organizacja i nadzorowanie procesu odlewniczego - Technik odlewnik 311705
Kontrola jakości procesów odlewniczych
E‑BOOK
Spis treści
Masy formierskieMasy formierskie
Rozpoznawanie wad odlewów, form odlewniczych i rdzeni
Klasyfikacja i podział wad odlewówKlasyfikacja i podział wad odlewów
Badania odlewówBadania odlewów
Oznaczenie powierzchniowych wad odlewniczychOznaczenie powierzchniowych wad odlewniczych
Zasady bezpieczeństwa obowiązujące na odlewniZasady bezpieczeństwa obowiązujące na odlewni
Słownik pojęćSłownik pojęć
Netografia i bibliografiaNetografia i bibliografia
Rozpoznawanie wad odlewów, form odlewniczych i rdzeni
Klasyfikacja i podział wad odlewów
Klasyfikację i nazwę wad wskazuje norma Polskiego Komitetu Normalizacyjnego PN‑85/H‑83105. Wadą odlewu nazywa się wszystkie odchylenia masy, kształtu, wymiaru, wyglądu zewnętrznego, struktury oraz właściwości fizykochemicznych lub mechanicznych od obowiązujących wymagań.
Norma dzieli wady na cztery grupy w zależności od miejsca ich występowania:
grupa — wady kształtu (na powierzchni zewnętrznej odlewu),
grupa — wady powierzchni surowej,
grupa — przerwy ciągłości,
grupa — wady wewnętrzne.
Kolejność grup jest zgodna z kolejnością operacji odbioru odlewu przez dział kontroli technicznej. Najpierw stwierdza się wady kształtu, następnie wady powierzchni surowej i przerwy ciągłości. Wady wewnętrzne wykrywa się w czasie badań nieniszczących i niszczących, głównie jednak w czasie obróbki odlewów skrawaniem.
Grupa | Wady kształtu |
|---|---|
Uszkodzenie mechaniczne | |
Niedolew | |
Guz | |
Zalewka | |
Przestawienie | |
Wypchnięcie | |
Wypaczenie |
Grupa | Wady powierzchni surowej |
|---|---|
Chropowatość | |
Pęcherz zewnętrzny | |
Kornik | |
Ospowatość | |
Nakłucia | |
Ociągnięcie | |
Fałda | |
Strup | |
Blizna | |
Rakowatość | |
Wgniecenie | |
Zanieczyszczenie | |
Spalenie | |
Zatarcie | |
Nadtopienie | |
Skóra słonia | |
Pocenie | |
Nalot kwiecisty | |
Wżarcie | |
Żyłki | |
Przypalenie | |
Zaprószenie | |
Utlenienie | |
Skorupa |
Grupa | Przerwy ciągłości |
|---|---|
Pęknięcie na gorąco | |
Pęknięcie na zimno | |
Naderwanie | |
Pęknięcie żarzeniowe | |
Pęknięcie międzykrystaliczne |
Grupa | Wady wewnętrzne |
|---|---|
Pęcherz | |
Porowatość | |
Jama skurczowa | |
Rzadzizna | |
Zażużlenie | |
Zapiaszczenie | |
Zimne krople | |
Obcy metal | |
Segregacja | |
Gruboziarnistość | |
Zabielenie | |
Zaszarzenie | |
Przełom biały | |
Przełom jasny | |
Jasna obwódka | |
Niejednorodność |
Typy wad i warunki techniczne, które określają wymagania jakości odlewu, umożliwiają klasyfikację wad pod kątem przydatności odlewu. Podział ten dzielimy na:
wady nienaprawialne – dyskwalifikujące odlew,
wady naprawialne – mogą zostać usunięte przy pomocy dodatkowych kroków,
wady dopuszczalne – nie wymagają naprawdy.
Do pierwszej grupy zaliczamy wady, których nie opłaca się lub nie da naprawić. Wskutek tych wad odlew przeznacza się na złom, ponieważ nie nadaje się on do dalszego użytku. Jest to tak zwany brak odlewniczy.
Powrót do spisu treściPowrót do spisu treści
Badania odlewów
Badania nieniszczące odlewów – to zestaw praktycznych metod weryfikacyjnych, które sprawdzają proste i złożone obiekty techniczne, np. blachy i odlewy, pod kątem spełnienia wymagań bezpieczeństwa i jakości. Taki typ badań nie zmienia właściwości i funkcji badanego materiału.
Badania nieniszczące umożliwiają:
Wykrywanie materiałowych, powierzchniowych, podpowierzchniowych i wewnętrznych nieciągłości obiektów. Wykrywaniem nieciągłości materiałowych obiektów zajmuje się defektoskopia.
Ocenę właściwości materiałów, w tym np. pomiar twardości lub selekcję obiektów ze względu na ich twardość, wykrywanie i pomiar naprężeń, określanie wytrzymałości, zmian struktury, zgodności składu chemicznego materiałów obiektów ze składem materiału obiektu wzorcowego, ocena warstw, o odmiennej od materiału obiektu właściwościach.
Określanie wymiarów obiektów i pomiar grubości powłok.
Metody badań najszerzej stosowane na obiektach technicznych:
metody powierzchniowe (wykrywające wady na powierzchni):
badania wizualne VT,
badania magnetyczno proszkowe MT,
badania penetracyjne PT,
badania prądami wirowymi ET.
metody objętościowe (wykrywające wady w objętości):
badania ultradźwiękowe UT,
badania radiograficzne RT.
Metody badań NDT dedykowane dla półfabrykantów typu ODLEW:
POWIERZCHNIA (możliwość weryfikacji wykrytych miejsc po badaniu VT):
badania wizualne VT - pierwsza podstawowa metoda wykrywająca wady powierzchniowe,
badania penetracyjne PT (staliwo, żeliwo, stopy lekkie),
badania magnetyczno proszkowe MT (mat. dia- i paramagnetyczne),
badania prądami wirowymi ET (mat. przewodzące prąd elektryczny).
OBJĘTOŚĆ:
badania ultradźwiękowe UT lub badania radiograficzne RT - w zależności od grubości ścianki; wybór metody wg norm obiektowych lub na podstawie ustaleń dwustronnych
Ogólna charakterystyka badań NDT
Metoda badań | Zasada wykrywania nieciągłości | Zastosowania | Ograniczenia |
|---|---|---|---|
Metoda ultradźwiękowa | Wprowadzanie fal ultradźwiękowych. | Wykrywanie, w zależności od rodzaju fal, nieciągłości wewnętrznych i powierzchniowych, pomiary grubości, wykrywanie braku przyczepności w połączeniach klejonych, np. braku przyczepności stopów łożyskowych do panewek łożysk, połączenia nitowane, badanie właściwości materiałów, np. pomiar naprężeń własnych | Możliwość wykrywania nieciągłości korzystnie zorientowanych względem wiązki fal. |
Metoda radiologiczna | Wprowadzenie promieniowania i | Wykrywanie nieciągłości wprowadzanych w procesach wytwarzania i podczas eksploatacji obiektów. Badania i diagnostyka złączy spawanych oraz odlewów | Możliwość wykrywania nieciągłości wewnętrznych i powirzchniowych korzystnie zorientowanych względem kierunku rozchodzenia się promieniowania. Czułoś wykrywania nieciągłości ograniczona do nieciągłości ograniczona do nieciągłości o wielkości zwykle ok. |
Badania wizualne | Obserwacja okiem nieuzbrojonym, za pomocą lup oraz urządzeń do zdalnej obserwacji, endoskopów: boroskopów i fiberoskopów | Wykrywanie nieciągłości na dostępnych i niedostępnych powierzchniach | Wykrywanie jedynie nieciągłości powierzchniowych. |
Metoda penetracyjna | Wnikanie cieczy - penetrantów barwnych i fluororescencyjnych - do nieciągłości. Stosowanie wywoływaczy i ewentualnie emulgatorów | Wykrywanie nieciągłości powierzchniowych | Wykrywanie tylko nieciągłości powierzchniowych otwartych. |
Metoda prądów wirowych | Indukowanie prądów wirowych pod wpływem zmiennego pola elektromagnetycznego. Pomiar składowych impedancji lub napięcia zespolonego | Zautomatyzowanie badania półproduktów i produktów gotowych - podczas procesów wytwarzania, diagnostyka ręczna i zautomatyzowana w procesach eksploatacji | Brak możliwości zastosowania do materiałów nieprzewodzących prądu elektycznego |
Metoda magnetyczna | Magnesowanie obiektów stałych przemiennym lub impulsowym polem magnetycznym. | Wykrywanie nieciągłości powierzchniowych i podpowierzchniowych w obiektach z materiałów ferromagnetycznych | Brak możliwości zastosowania do badania metali nie ferromagnetycznych i niemetali |
Metoda badań | Zalety | Materiały badane | Rodzaje wykrywanych nieciągłości |
|---|---|---|---|
Możliwość wykrywania nieciągłości korzystnie zorientowanych względem wiązki fal. | Możliwość wykrywania niaciągłości o średnicy porównywalnej lub większej od długości fali. | Wszystkie metale i ich stopy, niemetale (tworzywa sztuczne, ceramika, szkło, guma, beton) | Wykrywanie nieciągłości płaskich oraz przestrzennych. |
Metoda radiologiczna | Wizualna ocena zobrazowań nieciągłości. Zobrazowania nieciągłości w widoku zgodnym z kierunkiem promieniowania - na radiogramach | Wszystkie metale i ich stopy, niemetale, żywność, wykrywanie obcych obiektów w zapakowanych obiektach, np. prześwietlanie bagażu na lotniskach. Promieniowanie i tym jest silniej tłumione, im większa jest gęstość materiału obiektów | Wykrywanie nieciągłości przestrzennych, pęcherzy, pozostałości jamy skurczowej oraz nieciągłości płąskich, pęknięć skurczowych, wtrąceń, braków przetopu - w złączach spawanych, wykrywanie nieciągłości odlewów, pęcherzy, pęknięć skurczowych. Wykrywanie i ocena zmian grubości obiektów i grubości powłok |
Badania wizualne | Prostota i niski koszt prowadzenia badań wizualnych. Możliwość obserwacji powierzchni trudno dostępnych; przy małych średnicach sond endoskopowych | Wszelkie matariały | Wszelkie nieciągłości powierzchniowe, np. pęknięcia i wżery korozyjne, wykrywanie przedmiotów podczas przemytu |
Metoda penetracyjna | Prostota i niski koszt prowadzenia badań. Możliwość kontroli w jednej operacji obiektów o skomplikowanym kształcie | Wszystkie metale i ich stopy, niematale | Pęknięcia produkcyjne i pęknięcia ekploatacyjne |
Metoda prądów wirowych | Możliwość prowadzenia badań obiektów z dużą prędkością: on‑line i off‑line | Tylko materiały przewodzące prąd elektryczny: metale i ich stopy oraz niektóre kompozyty | Wykrywanie nieciągłości powierzchniowych: pęknięć i nieciągłości podpowierzchniowych (do głębokości kilku milimetrów). Pomiary wymiarów, przewodności elektrycznej itd. |
Metoda magnetyczna | Prostota prowadzenia badań metodą magnetyczno‑proszkową. Możliwość prowadzenia badań obiektów o czarnej powierzchni | Stale ferromagentyczne, nikiel, kobalt | Wykrywanie nieciągłości powirzchniowych: pęknięć i nieciągłości podpowierzchniowych, np. pęcherzy, pustek, wtrąceń niemetalicznych (do głębokości kilku milimetrów) |
Badania wizualne odlewów VT
Jest to metoda, która bezpośrednio wykrywa i ocenia nieciągłości występujące na powierzchni obiektu. Wykorzystuje się wówczas narząd wzroku lub proste narzędzia – lupa, lusterko. Porównując, można skorzystać ze wzorców porównawczych dotykowo‑wzrokowych.
Stosowane normy VT z obszaru odlewnictwa:
EN1370 Ocena stanu powierzchni odlewów.
EN 13018 Zasady ogólne prowadzenia badań VT.
EN 473/ISO 9712 Kwalifikacja i certyfikacja personelu NDT.
Oznaczenie powierzchniowych wad odlewniczych
Wady odlewnicze powierzchniowe:
B - wtrącenia powierzchniowe,
C - porowatość gazowa,
D - fałdy i niespawy,
E - strupy,
F - pozostałość po podpórkach rdzeniowych,
F - pozostałość po podpórkach rdzeniowych,
J - spoiny(miejsca naprawiane).
Kontrola jakości powierzchni:
A - powierzchnia surowa (metody formierskie),
G - powierzchnia po cięciu termicznym,
H - powierzchnia po czyszczeniu mechanicznym.
Rodzaj i wielkość wady określa się przy użyciu wzorców wzrokowo‑dotykowych, które są odzwierciedleniem wad odlewniczych i pęknięć.
Stosuje się znormalizowane zestawy wzorców.
, Bureau de Normalisation des Industries de la Fonderie, , do wszystkich materiałów odlewniczych,
SCRATA ASTM A 802 Shorter set, Castings Technology International, Advanced Manufacturing Park, - do staliwa I żeliwa,
SCRATA Precision set, Castings Technology International, Advanced Manufacturing Park, - do staliwa I żeliwa, odlewy precyzyjne.
Wzorce SCRATA Shorter Set - wszystkie płytki (wzorce) mają wymiary i są rzeczywistym odwzorowaniem aktualnie spotykanych powierzchni odlewniczych.
Płytek używa się do okreslania kategorii (B, C, D, E, F, J, H, G, A) i klasy jakości lub nasilenia wad na powierzchni, które powstają w czasie procesu odlewania w formach piaskowych. Wzorce pojawiają się w dziewięciu kategoriach, a każda kategoria ma pięć klas jakości.
A - chropowatość powierzchni - naturalny stan powierzchni odlewu po śrutowaniu
R2vDmCrUmpsC5  Chropowatość powierzchniŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Chropowatość powierzchniŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.B - wtrącenia na powierzchni - materiał niemetaliczny na powierzchni odlewu
R1AqqT7UeyUI8  Wtrącenia na powierzchniŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Wtrącenia na powierzchniŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.C - porowatość gazowa - pęcherze na powierzchni odlewu
RRo73yBcwXNrk  Porowatość gazowaŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Porowatość gazowaŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.D - fałdy i niespawy - powierzchniowe nieregularności występujące w postaci zmarszczek, tzw.
skóra słonia
Rpib4TzcJFPkE  Fałdy i niespawyŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Fałdy i niespawyŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.E - strupy - lekko wznoszące się nieregularności, nakładki
R18do5wu6pUYj 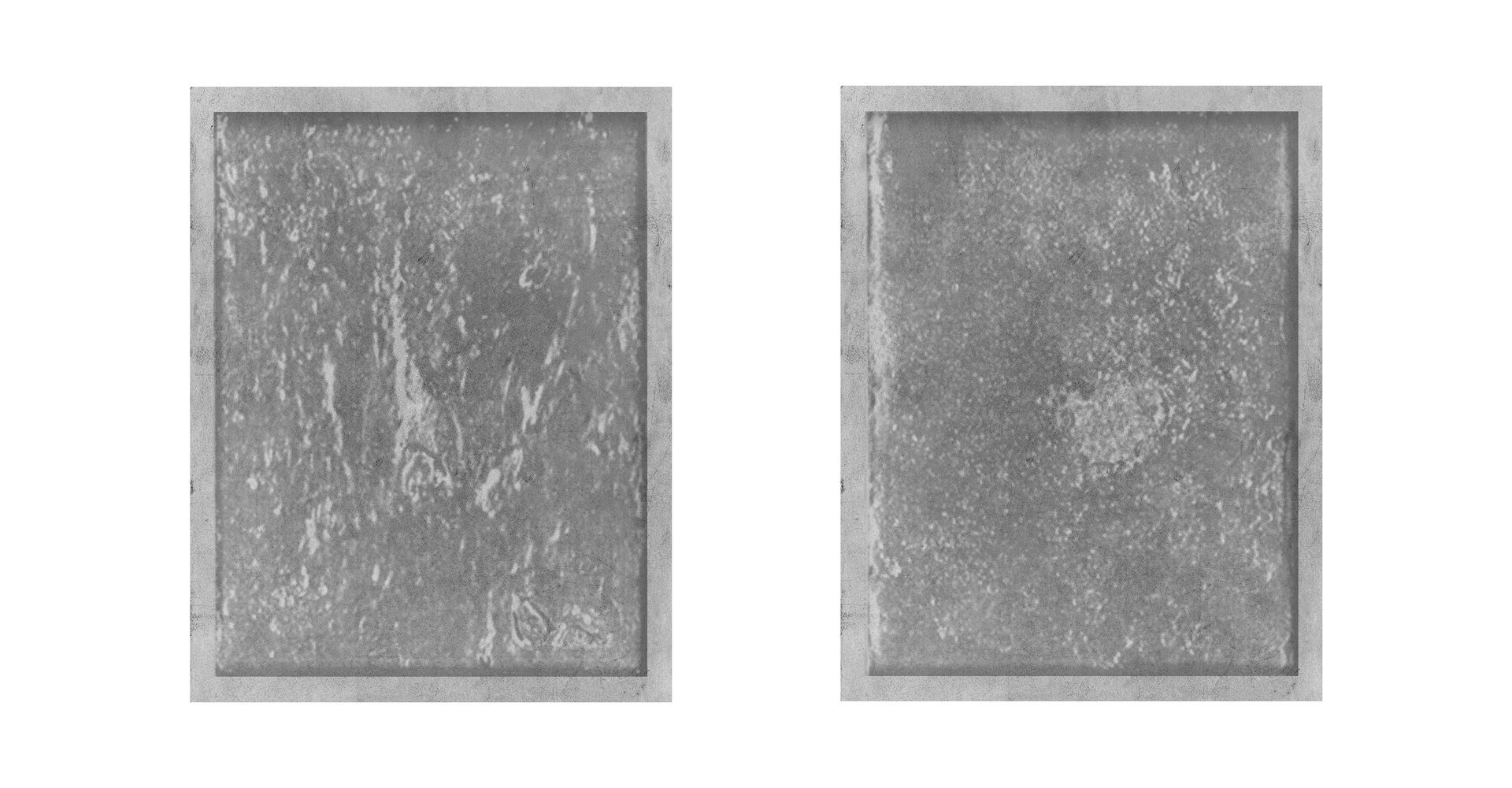 StrupyŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
StrupyŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.F - podpórka rdzeniowa - części podpórek rdzeniowych lub wewnętrznych ochładzalników
R1d1iD90b0hUf 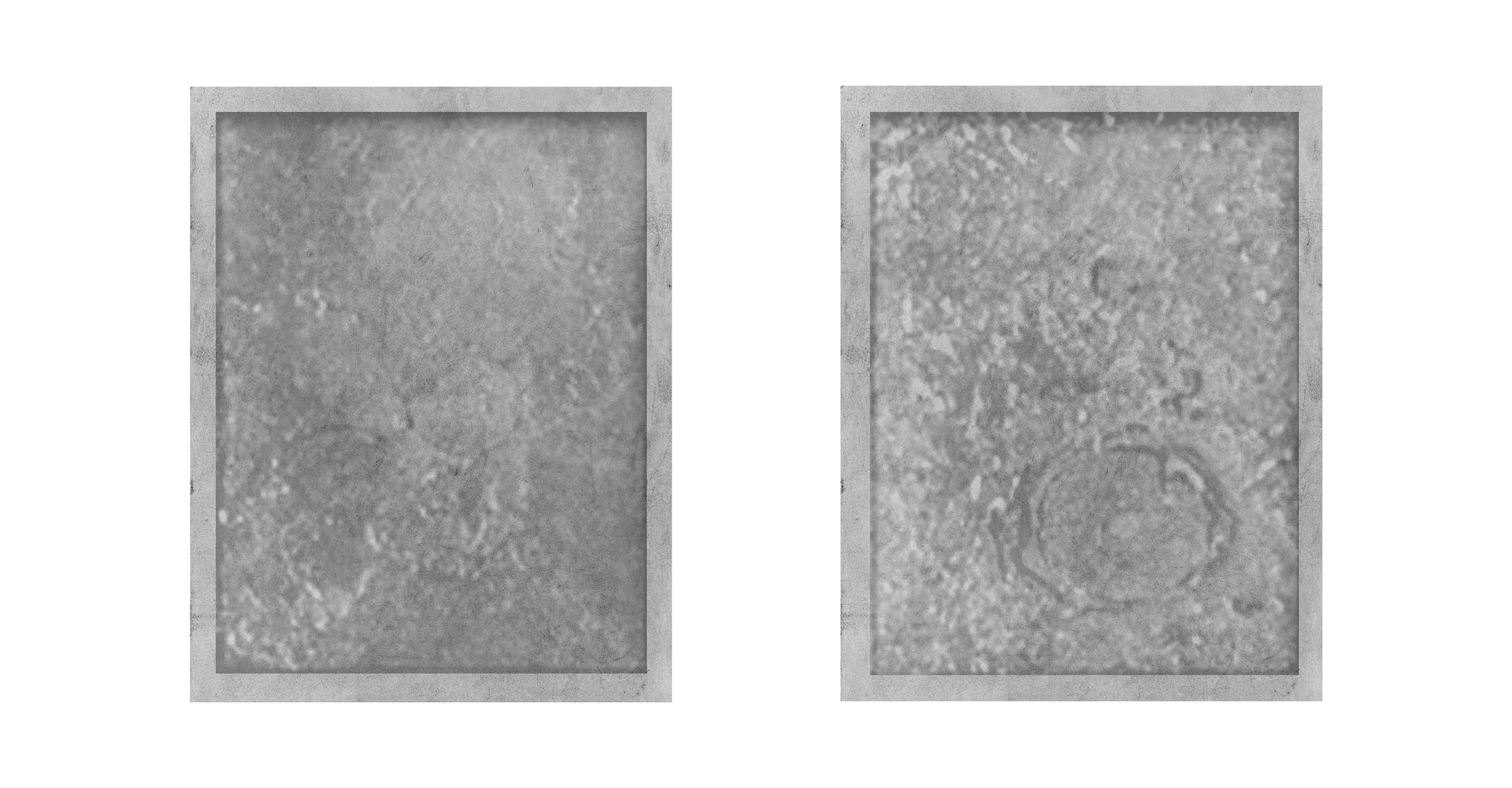 Podpórka rdzeniowaŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Podpórka rdzeniowaŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.G - stan powierzchni - cięcie termiczne - powierzchnia pod cięciu palnikiem albo cięciu łukowym z przedmuchem powietrza pod ciśnieniem
RBlllhSrw33Ba 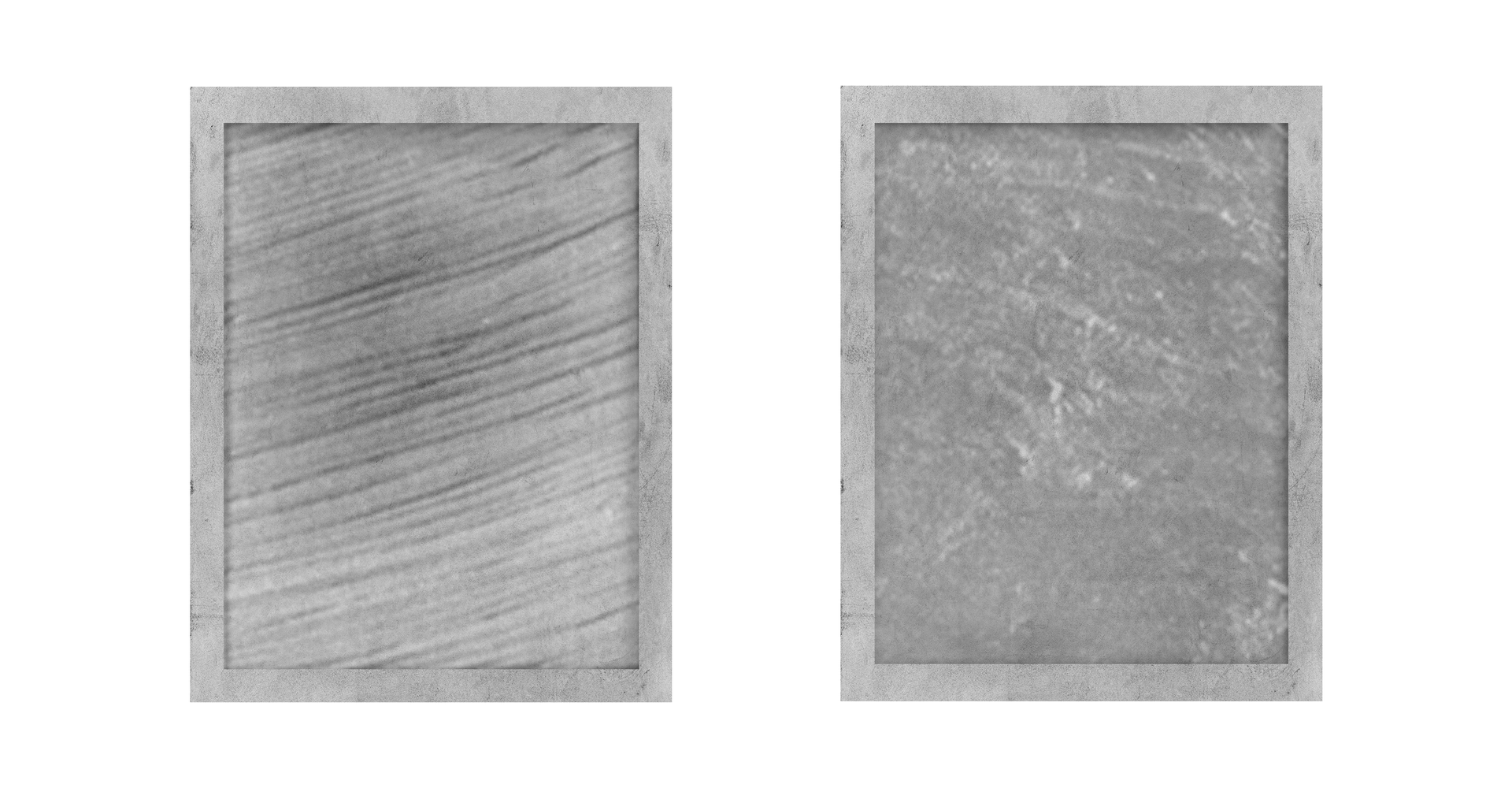 Cięcie termiczneŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Cięcie termiczneŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.H - stan powierzchni - czyszczenie mechaniczne - powierzchnia po mechanicznym usuwaniu zalewki powierzchni odlewanej lub powierzchni czyszczonej wcześniej termicznie
RDrbkgOhGjEob 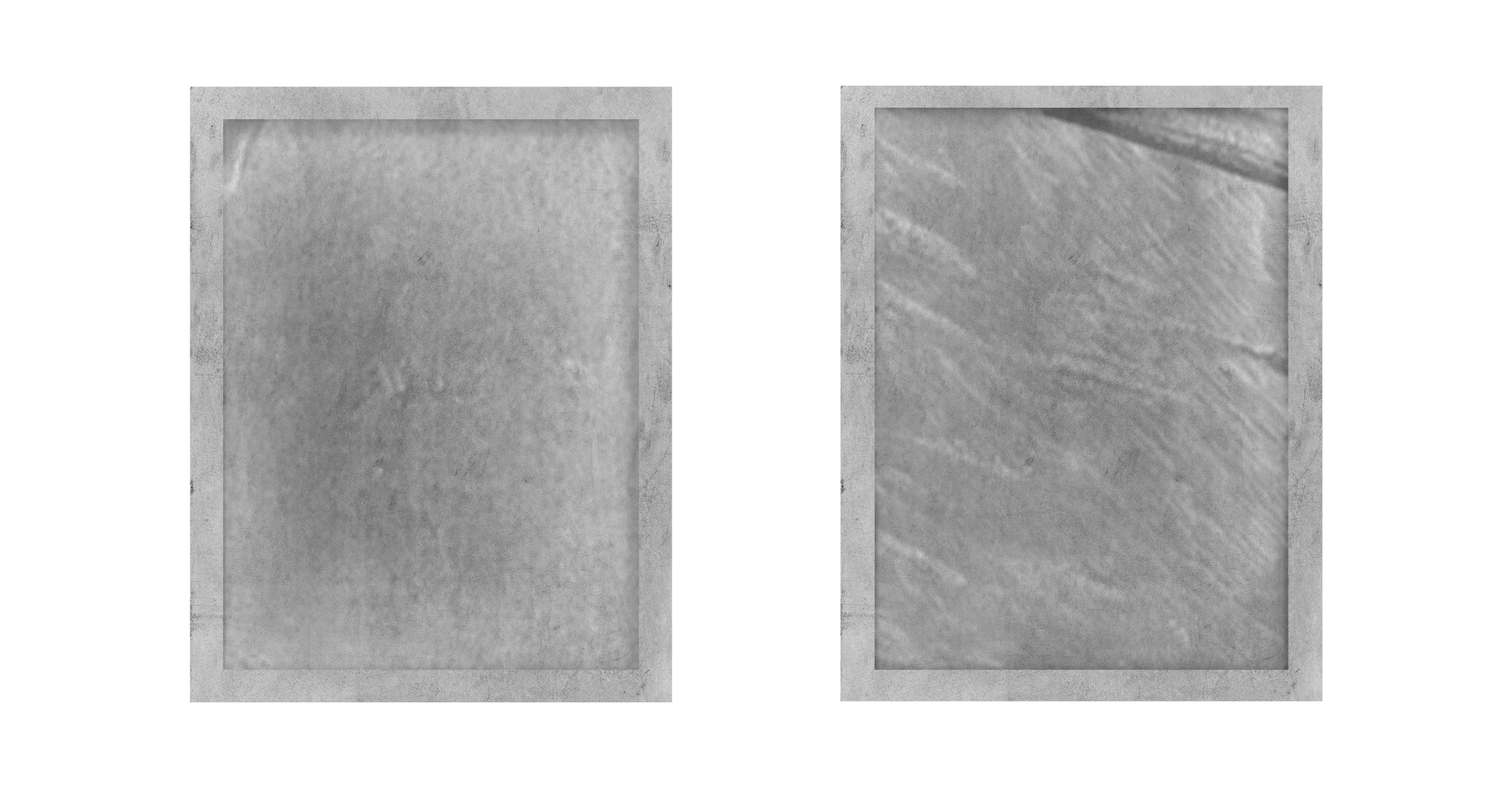 Czyszczenie mechaniczneŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Czyszczenie mechaniczneŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.J - spoiny naprawcze - lico spoiny, które całkowicie lub częściowo zostało usunięte poprzez termiczne lub mechaniczne wyrównywanie
R10NlK3YYi70v 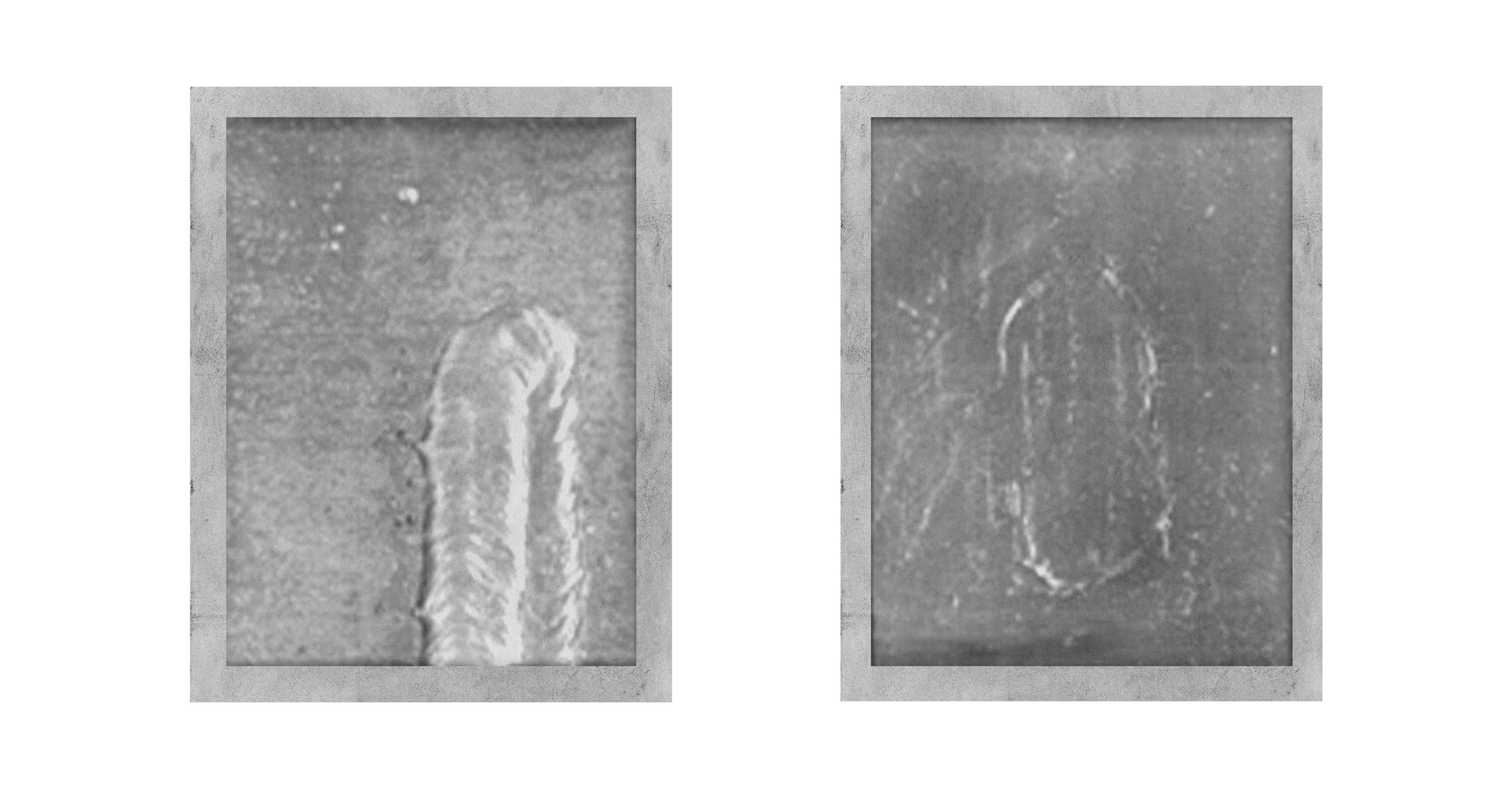 Spoiny naprawczeŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Spoiny naprawczeŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Pozostałe wady odlewnicze (stopień nasilenia ustalany pomiędzy zleceniodawcą a wykonawcą):
HOT TEARS - pęknięcie gorące - pęknięcie na powierzchni o nieregularnym przebiegu, które ostatecznie ma miejsce na obszarach krzepnięcia
RUkr5cB1Kwv8t 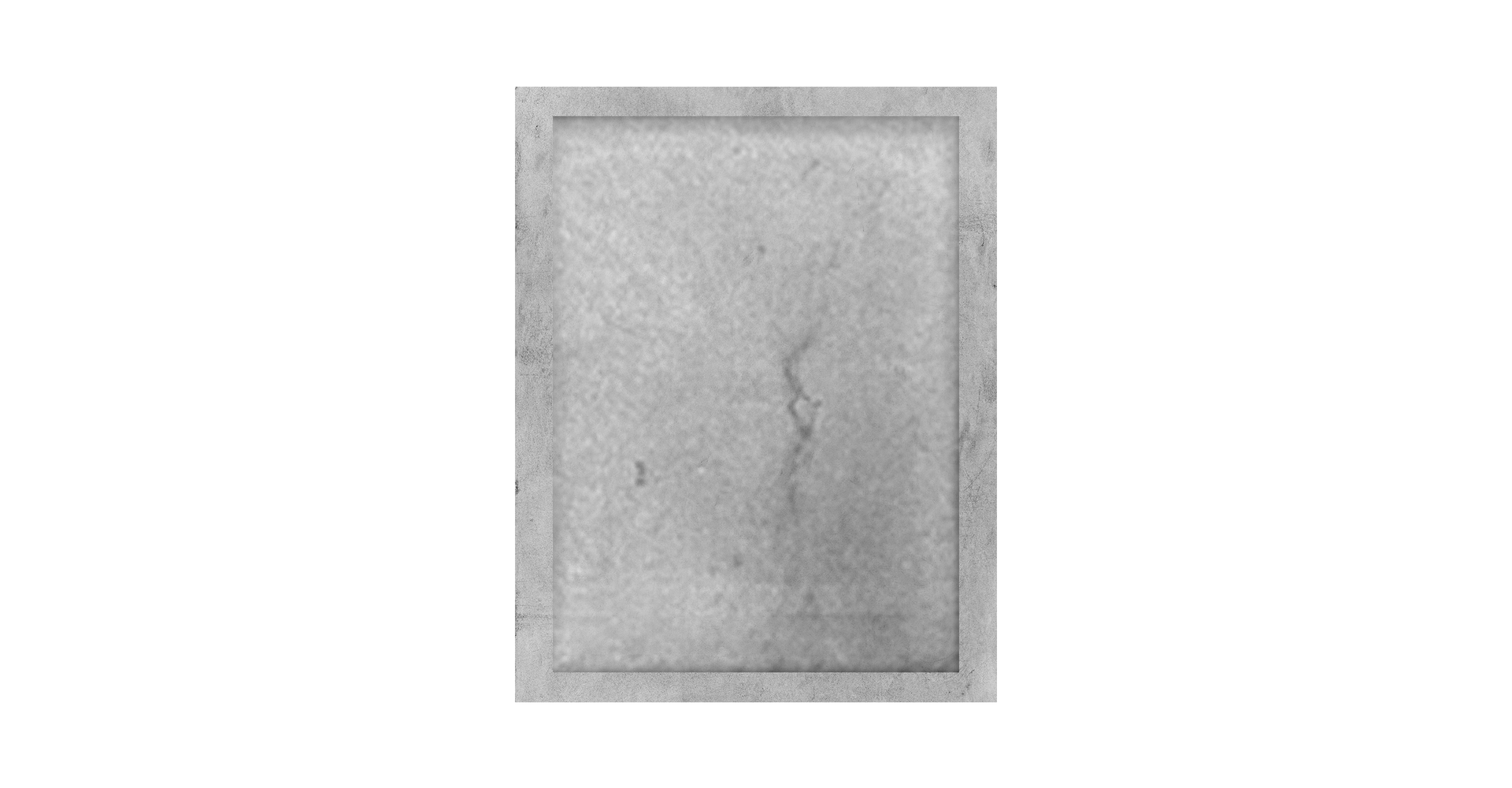 Pęknięcie gorąceŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Pęknięcie gorąceŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.CHIPPING - czyszczenie mechaniczne - usuwanie zalewek - ślady powstałe po narzędziach dłutujących pod mechanicznym usuwaniu zalewek z większych odlewów
R1UnuCyCmDpFn 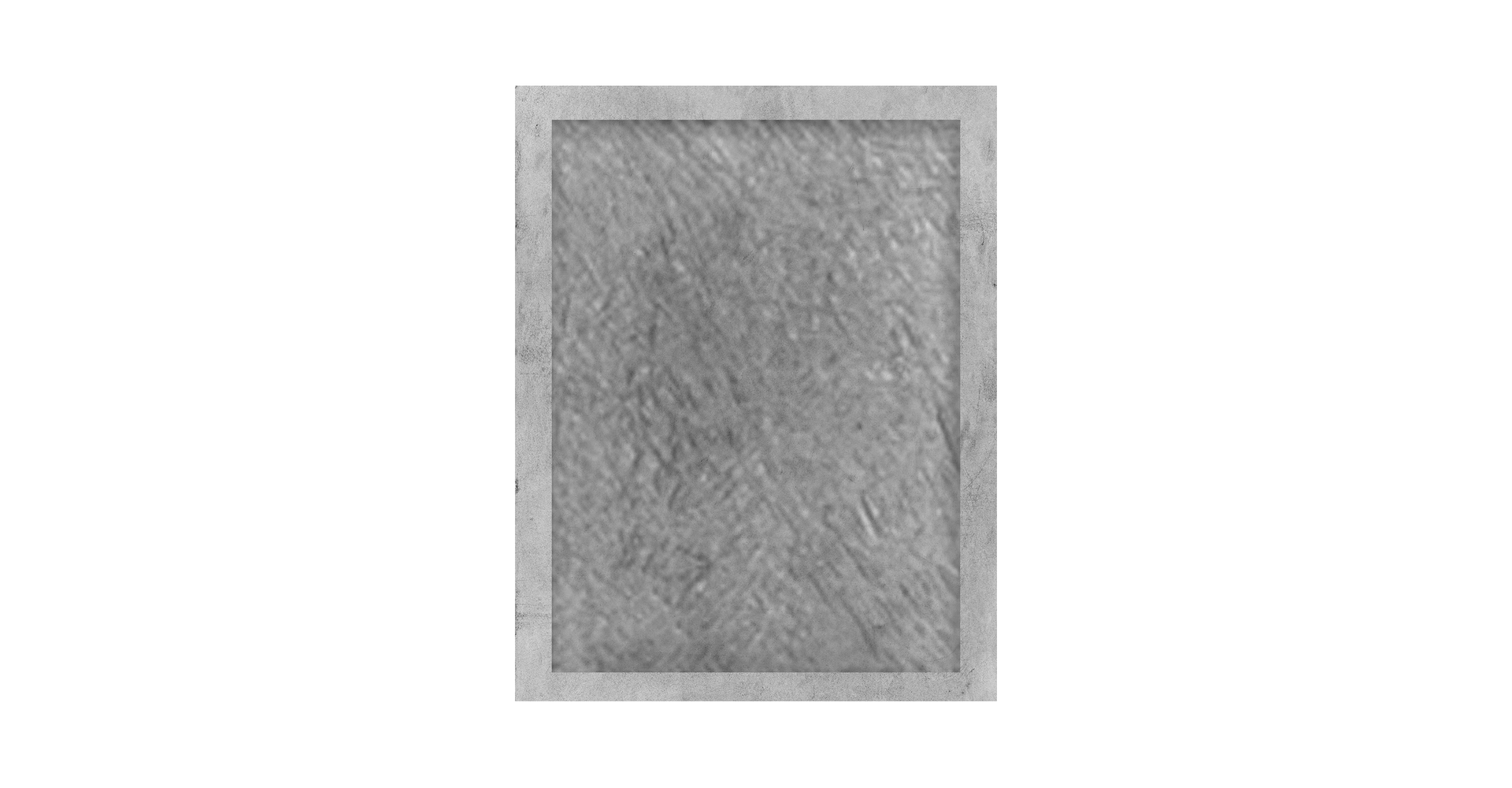 Czyszczenie mechaniczneŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Czyszczenie mechaniczneŹródło: GroMar Sp. z o.o, licencja: CC BY-SA 3.0.
Badania wizualne według PN‑EN 12454 tyczą się tylko powierzchni odlewów staliwnych, które powstały w formach piaskowych. Norma określa klasyfikację i warunki nieciągłości powierzchniowych. Bazą oceny jest porównanie nieciągłości powierzchni ze zbiorem wzorców, który zawiera repliki faktycznych nieciągłości powierzchni odlewu.
Przy ocenie powierzchni odlewu powinno się wizualnie sprawdzić badany obszar z powierzchniami właściwych wzorców. Porównywanie z wzorcami, bez użycia jakichkolwiek przyrządów optycznych, musi być wykonane poprzez przyłożenie wzorców do odlewu w warunkach dobrego oświetlenia – minimum . Ocenę powinien przeprowadzić przeszkolony personel o nienagannym narządzie wzroku.
Kategorie | Klasa 1 nasilenia | Klasa 2 nasilenia | Klasa 3 nasilenia | Klasa 4 nasilenia |
|---|---|---|---|---|
Wtrącenia na powierzchni | ||||
Porowatość gazowa | ||||
Fałdy i niesprawy | ||||
Strupy | - | - | ||
Obcy metal | - | - | ||
Spawy |
Powrót do spisu treściPowrót do spisu treści