E‑book do e‑materiału Dokumentacja technologiczna i konstrukcyjna procesów wytwarzania odlewów
MTL.04. Organizacja i nadzorowanie procesu odlewniczego - Technik odlewnik 311705
Opracowanie dokumentacji technologicznej w celu wprowadzenia do produkcji nowego wyrobu
E‑BOOK
Spis treści
WstępWstęp
Rysunek konstrukcyjnyRysunek konstrukcyjny
Niezbędne dane do opracowania dokumentacji technologicznej odlewaniaNiezbędne dane do opracowania dokumentacji technologicznej odlewania
Rysunek pełny surowego odlewu i rysunek koncepcji technologicznej
Rysunek formy odlewniczejRysunek formy odlewniczej
Rysunki oprzyrządowaniaRysunki oprzyrządowania
Netografia i bibliografiaNetografia i bibliografia
Rysunek pełny surowego odlewu i rysunek koncepcji technologicznej
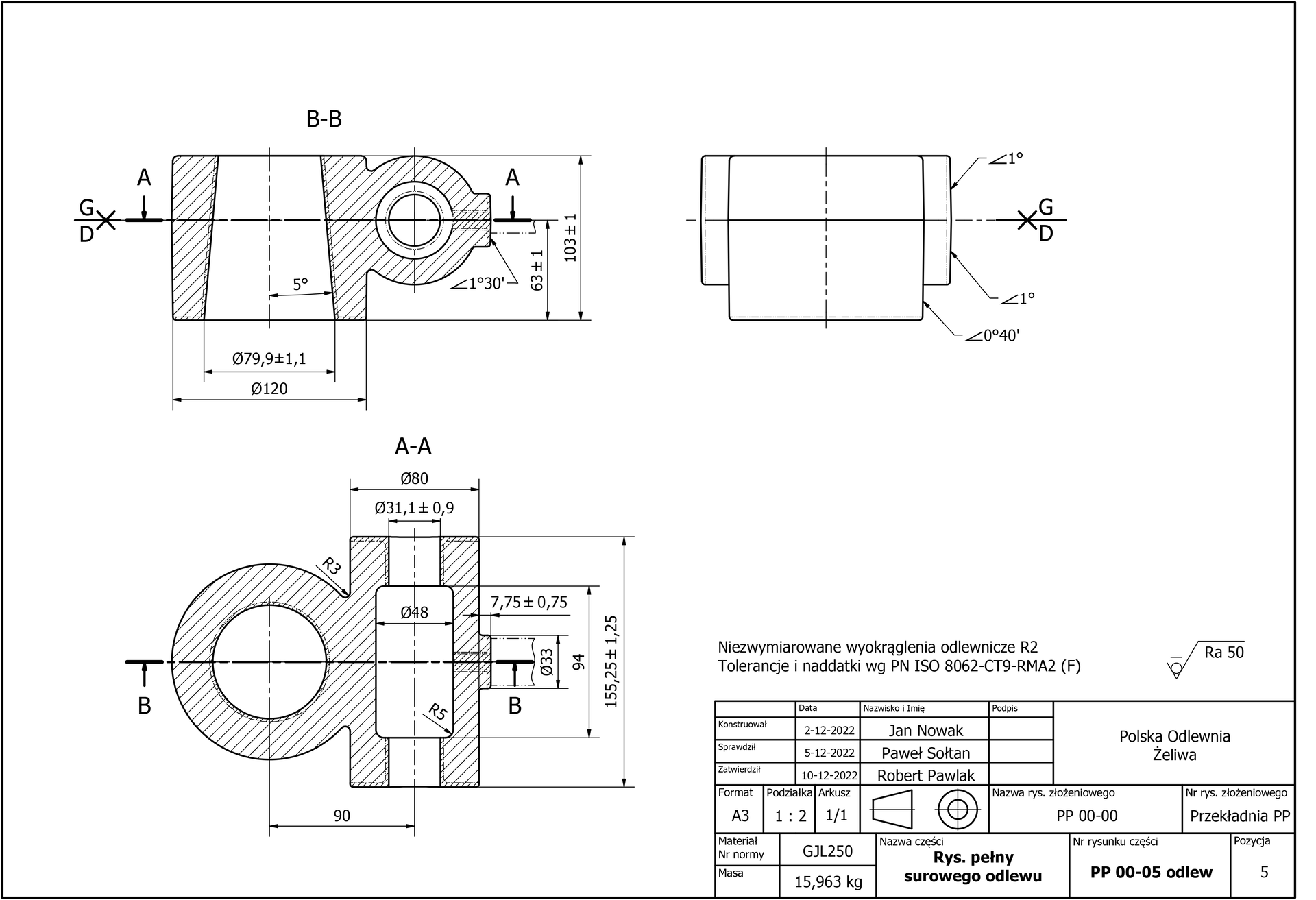
Rysunek surowego odlewu pełny powstaje na podstawie rysunku konstrukcyjnego części odlewanej. Jest to całkowicie nowy rysunek, którego zadaniem jest przedstawienie tej części jako gotowego odlewu uzyskanego po zakończeniu procesu odlewniczego, tzn. po wybiciu z formy i wstępnym oczyszczeniu. W związku z tym rysunek konstrukcyjny musi zostać uzupełniony naddatkami na późniejszą obróbkę skrawaniem oraz naddatkami technologicznymi, umożliwiającymi prawidłowe wykonanie formy. Na rysunku surowego odlewu zostaje zatem przedstawiony nowy obrys części odlewanej powiększony o ww. naddatki, a dawne linie konstrukcyjne zostają zastąpione cienkimi liniami kropkowanymi (kreska, dwie kropki, kreska).
Pierwszą czynnością przy wykonaniu tego rysunku, jeszcze przed wprowadzeniem naddatków, jest ustalenie położenia odlewu w formie podczas zalewania oraz dobranie właściwej powierzchni podziału. Podział formy należy oznaczyć na rysunku części odlewanej linią osiową, wyprowadzoną poza obrys odlewu. Końcówki linii należy pogrubić i opisać znakami oraz i , oznaczającymi górę i dół formy w pozycji zalewania.
Po naniesieniu konturów wszystkich naddatków i dwukrotnie gęstszym zakreskowaniu ich powierzchni na przekrojach, surowy odlew musi zostać na nowo zwymiarowany, tak by wstawiane wymiary były do zmierzenia przez kontrolera. Wymiary z rysunku konstrukcyjnego odnoszące się tylko do powierzchni obrabianych należy pominąć, gdyż zarys konstrukcji części po obróbce oznaczony linią kropkowaną (kreska, dwie kropki, kreska) pełni dla wykonawcy odlewu wyłącznie funkcję informacyjną. Przy wymiarowaniu pochyleń i promieni odlewniczych może się zdarzyć, że nie można ich wszystkich wprowadzić na istniejące rzuty. Należy wówczas dorysować dodatkowe rzuty czy przekroje lub przynajmniej wprowadzić odpowiednie uwagi, np. niezwymiarowane promienie (odlewnicze) wykonać , niezwymiarowane pochylenia odlewnicze wykonać . Na jednym z rzutów należy koniecznie zwymiarować położenie powierzchni podziału formy w stosunku do jednej z charakterystycznych powierzchni odlewu.
Na rysunku surowego odlewu na wszystkich rzutach należy, po uprzednim obliczeniu, wrysować cienką linią kropkowaną krótki odcinek wlewu doprowadzającego. Przekrój wlewu należy obliczyć i dobrać jego wymiary przy założeniu zastosowania skrzynki o wysokości typowej dla danej formierki lub indywidualnie dobranej, ale również o znormalizowanej wysokości.
Poza wymienionymi dotychczas naddatkami rysunek surowego odlewu powinien wg normy zawierać jeszcze następujące informacje:
dane rozpoznawcze – nazwę odlewu, numer rysunku,
dane materiałowe – gatunek materiału odlewu, właściwości materiału odlewu (np. wytrzymałość, twardość, itp.), skład chemiczny,
dane o ewentualnej obróbce cieplnej,
stopień i wartość naddatku dla odlewu,
wielkość tolerancji wymiarowych,
masę surowego odlewu,
chropowatość powierzchni,
oznaczenie powierzchni bazowych do obróbki skrawaniem,
oznaczenie powierzchni, na których niedopuszczalne są pochylenia formierskie,
oznaczenie powierzchni, na której nie dopuszcza się występowania wad odlewniczych,
inne, zgodne z ww. normą.
Rysunek surowego odlewu pełny może być poprzedzony szkicami roboczymi, szczególnie dla bardziej skomplikowanych odlewów. Może być również uzupełniony szkicem rozkładu odlewów w formie oraz szkicem koncepcji technologicznej, które mogą być później pomocne przy projektowaniu oprzyrządowania odlewniczego.
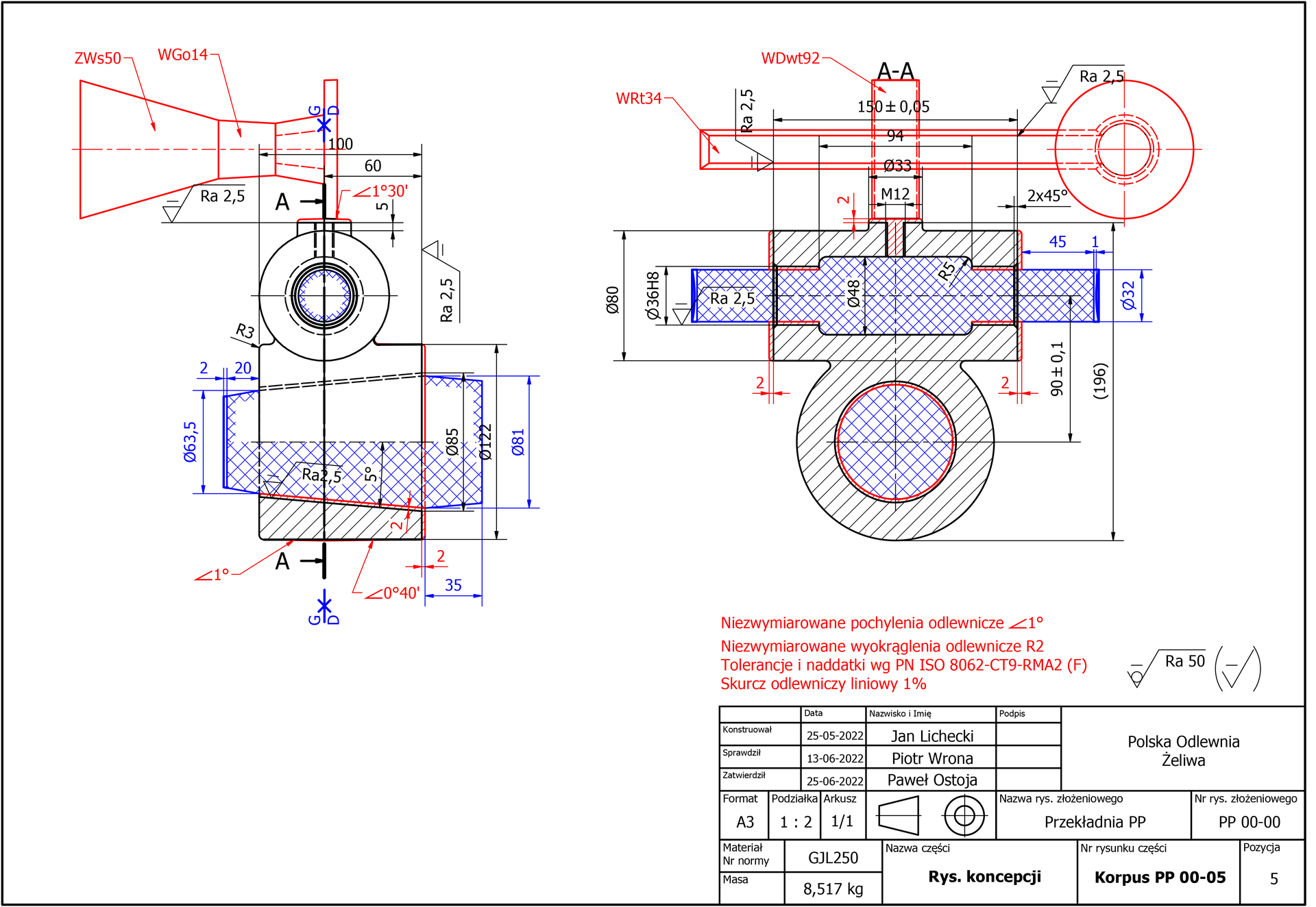
Rysunek koncepcji technologicznej powstaje na kopii rysunku konstrukcyjnego części odlewanej. Przy nanoszeniu informacji technologicznych na rysunku konstrukcyjnym stosuje się kolor czerwony, którym wrysowuje się wszystkie naddatki zarówno na obróbkę skrawaniem, jak i technologiczne. Kolorem tym rysuje się nowe krawędzie przedmiotu z naddatkami, kreskuje podwójnie gęsto przekroje tych naddatków, rysuje linie i wpisuje liczby wymiarowe oraz wrysowuje, po uprzednim obliczeniu, układ wlewowy. Powierzchnię podziału oraz jej oznaczenie nanosi się kolorem niebieskim.
Kolorowe oznaczenia technologiczne nie mogą zaciemniać żadnych oznaczeń z rysunku konstrukcyjnego części odlewanej. Należy pozostawić czytelne wszystkie wymiary, tolerancje wymiarów oraz kształtu i położenia, oznaczenia chropowatości oraz inne, poprzez przerwanie kreskowania, linii konturowych czy wymiarowych.
Na gotowym rysunku powinny znaleźć się informacje analogiczne do znajdujących się na rysunku pełnym surowego odlewu.
Na rysunku koncepcji technologicznej powinny się znaleźć następujące elementy:
oznaczenie powierzchni podziału kolorem niebieskim,
układ wlewowy, a więc wlewy: rozprowadzający i główny oraz zbiornik wlewowy – kolor czerwony,
nadlewy (zasilacze) – kolor czerwony,
ochładzalniki zewnętrzne i wewnętrzne – kolor zielony,
rdzenie rysowane wewnątrz odlewu oraz ich rdzenniki wyprowadzone na zewnątrz – kolor niebieski, przy czym elementy te powinny być kratkowane całkowicie (przekroje) lub pokratkowane przy obrysie (w widoku),
wymiary znaków rdzeniowych wraz z odpowiednimi luzami – kolor niebieski,
informacje odnośnie materiału i budowy formy (o ile nie sporządza się osobnego jej rysunku), które uzupełnia istniejące na rysunku surowego odlewu dane rozpoznawcze i podstawowe (wg normy ).
Nazwa | Oznaczenia na rysunku odlewniczym pełnym surowego odlewu | Oznaczenia na rysunku odlewniczym uproszczonym surowego odlewu |
|---|---|---|
2 | 3 | 4 |
Powierzchnia podziału | 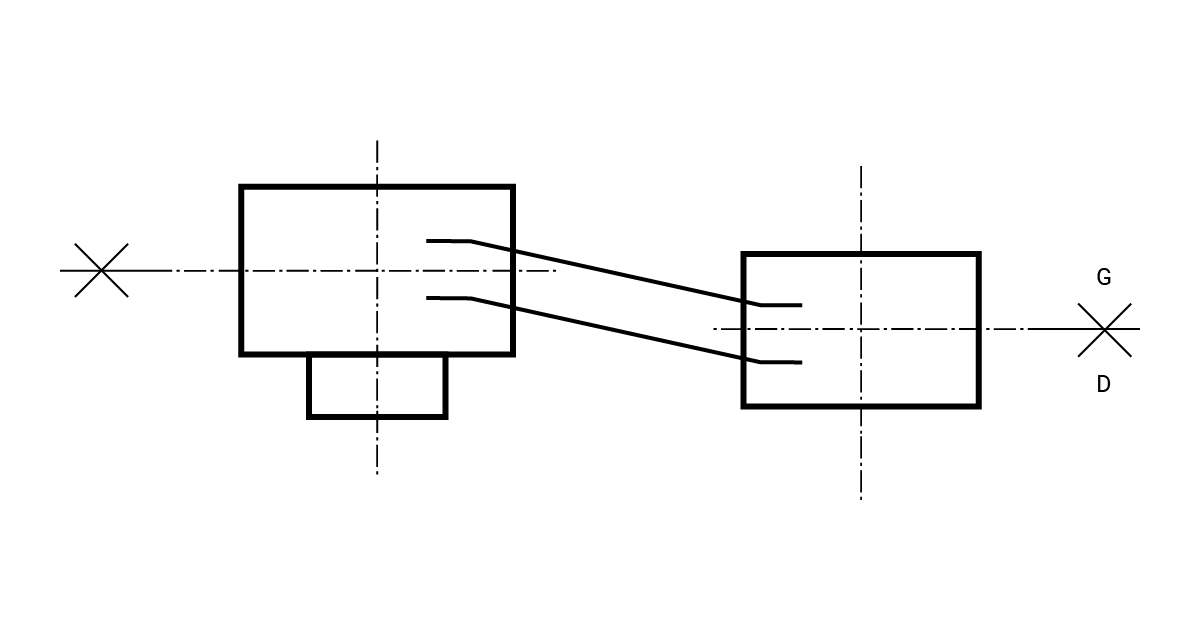 | 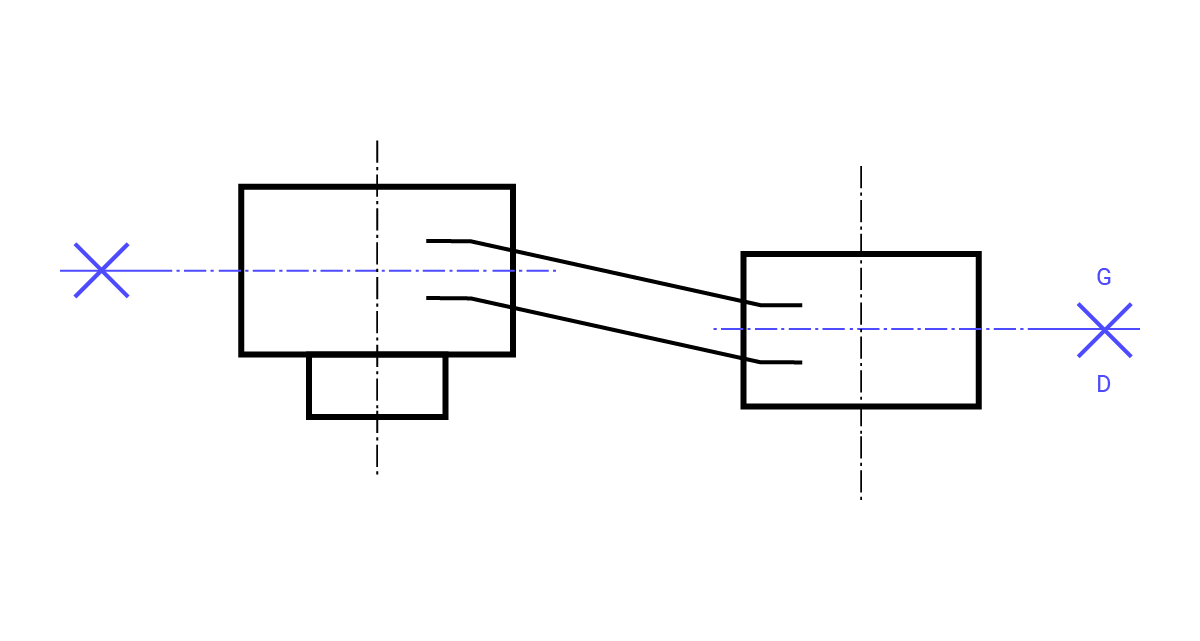 |
Baza obróbkowa (xxx) oraz łącznik zabezpieczający odlew przed deformacją | 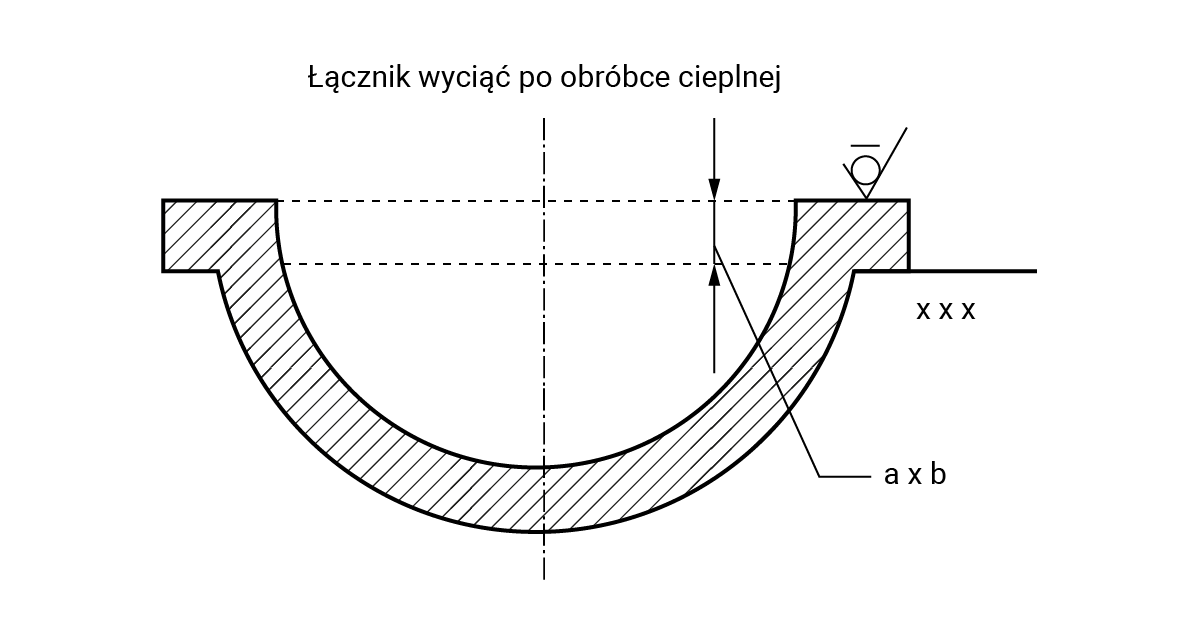 | 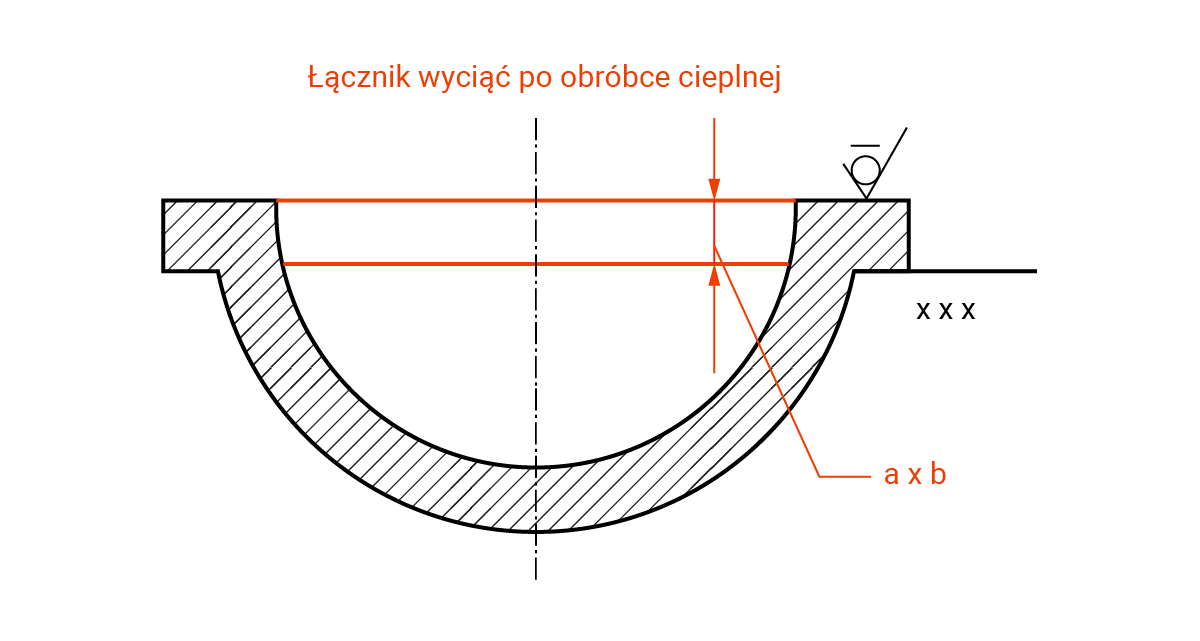 |
Naddatek na obróbkę skrawaniem | 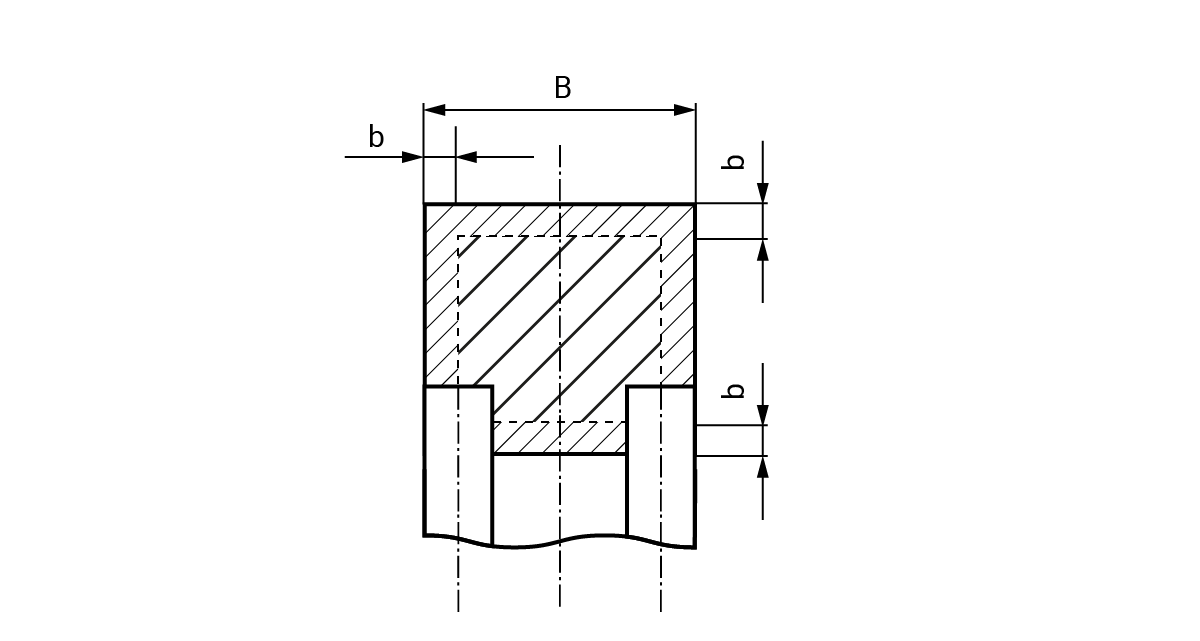 | 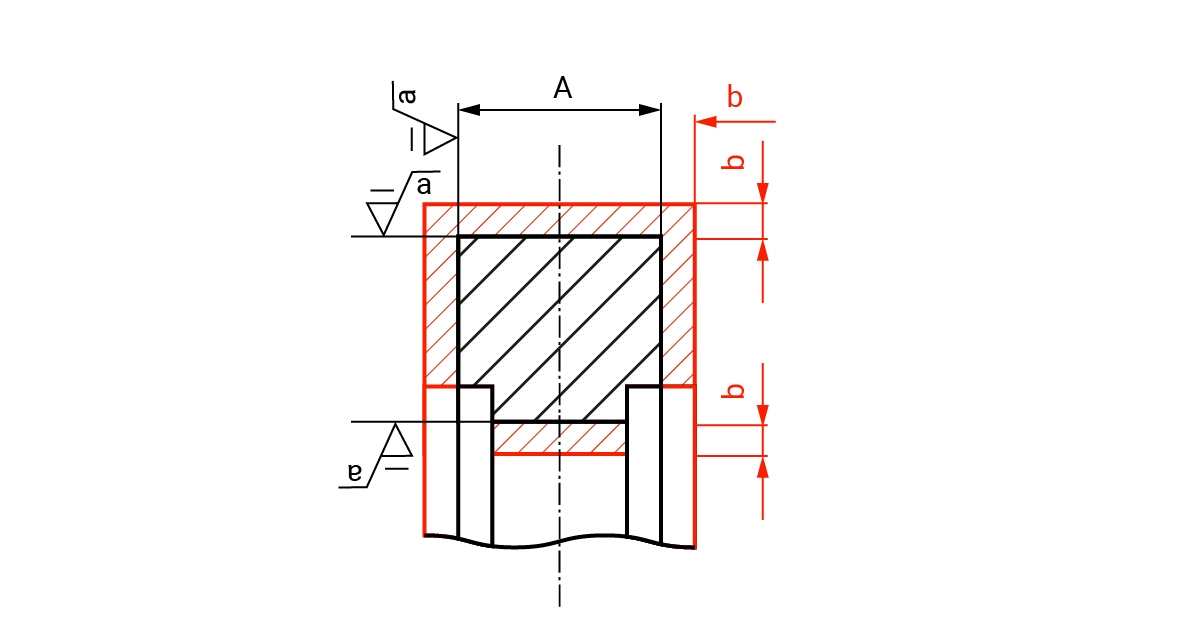 |
Wypełnianie otworów i wnęk | 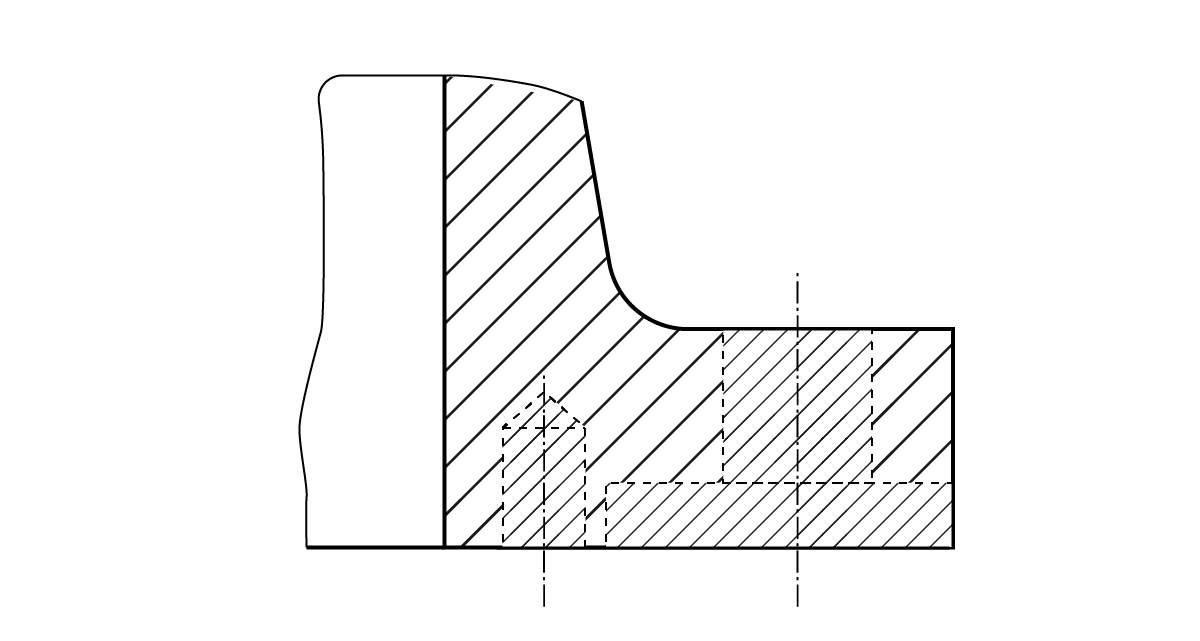 | 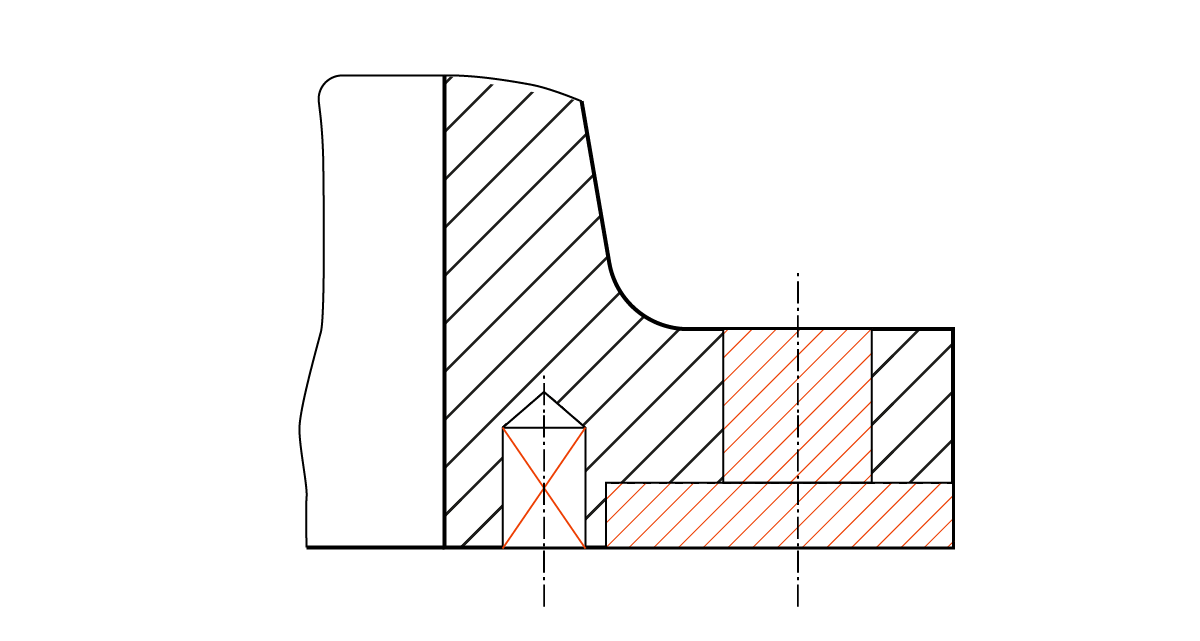 |
Pochylenia formierskie | 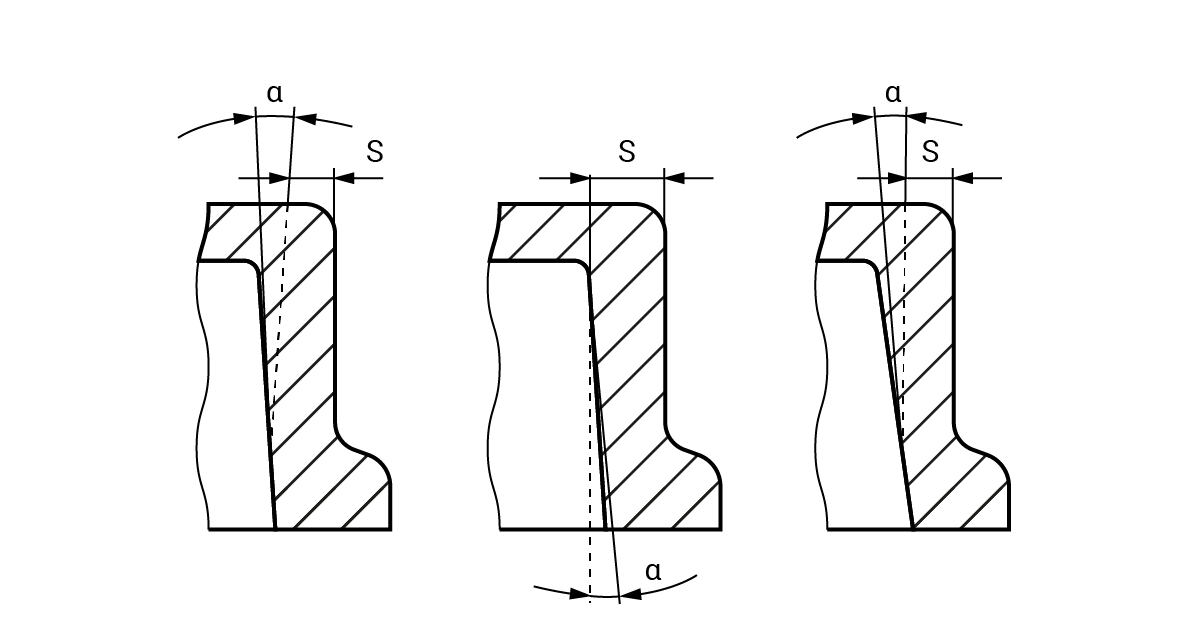 | 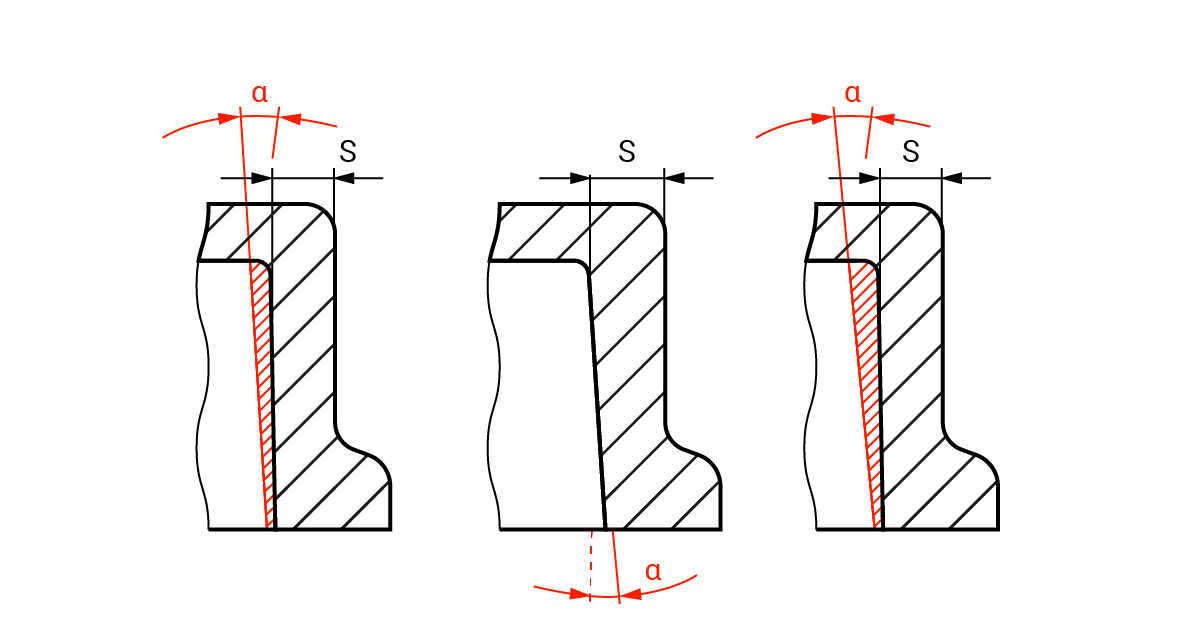 |
Nadlewki służące do uchwycenia przedmiotu przy obróbce | 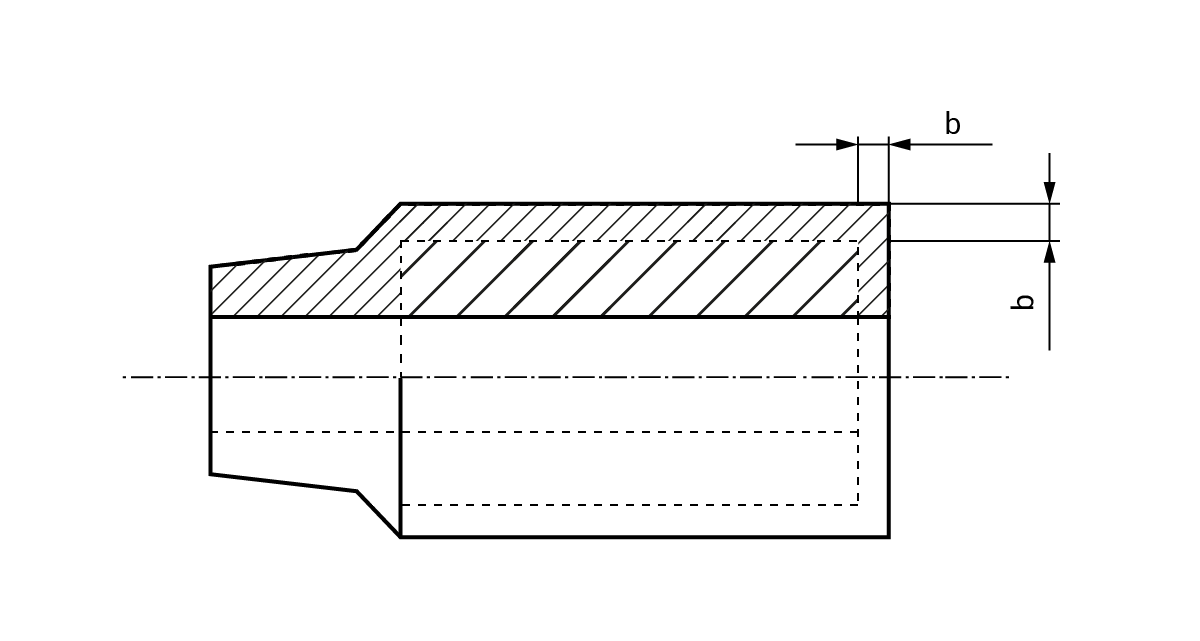 | 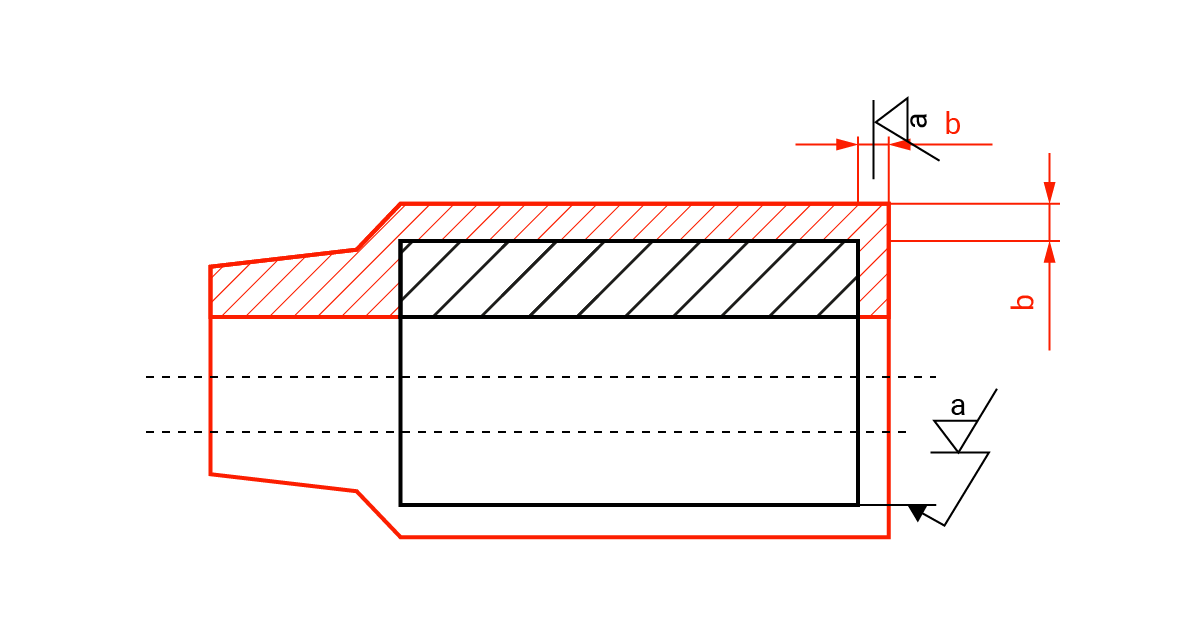 |
Żebra usztywniające | 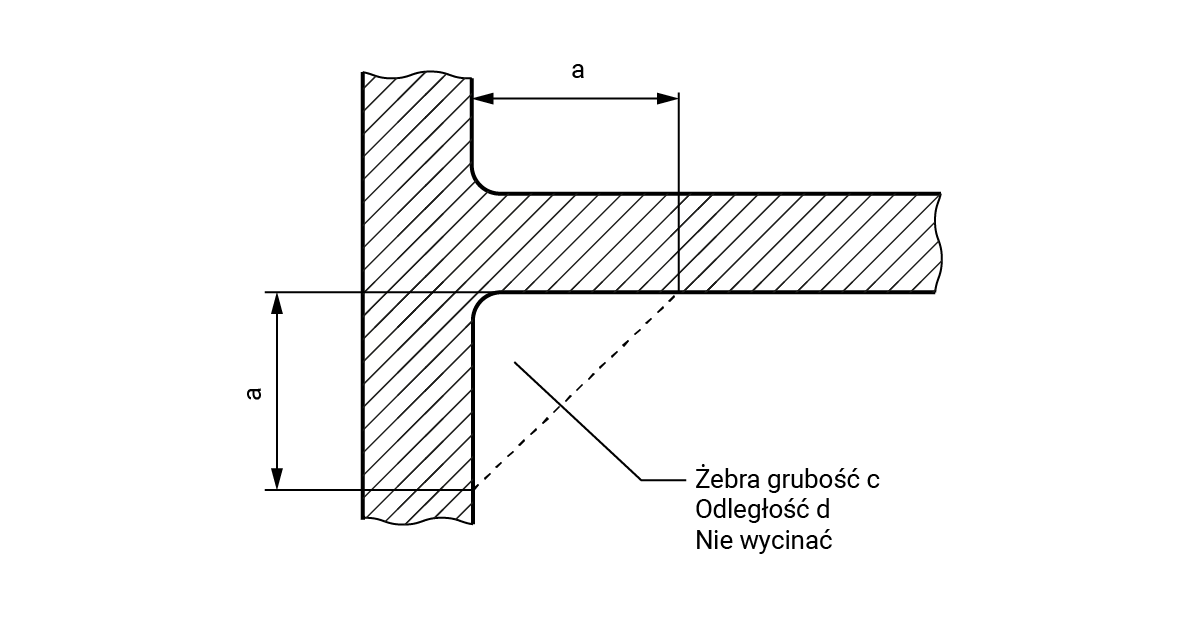 | 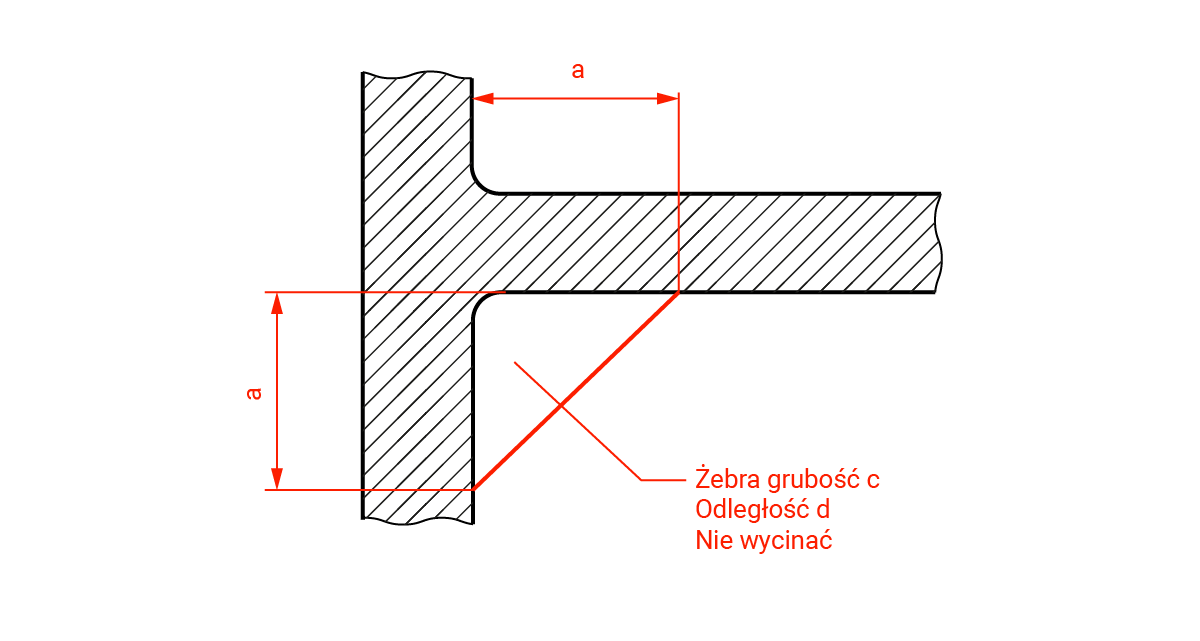 |
Próbki przylane do badań właściwości mechanicznych | 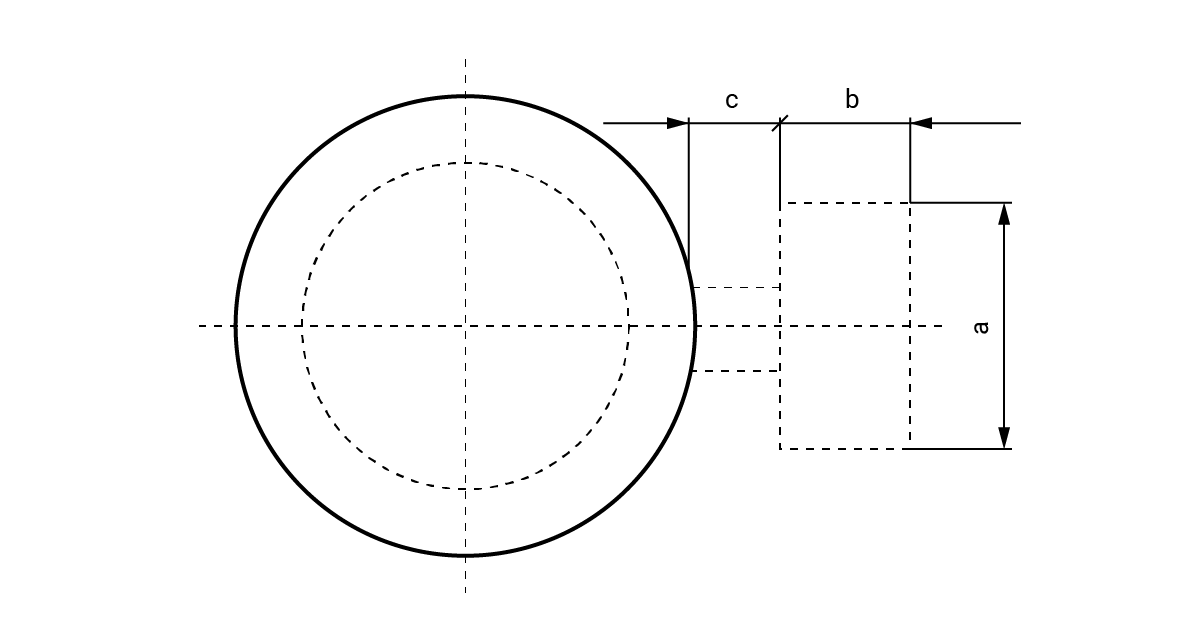 | 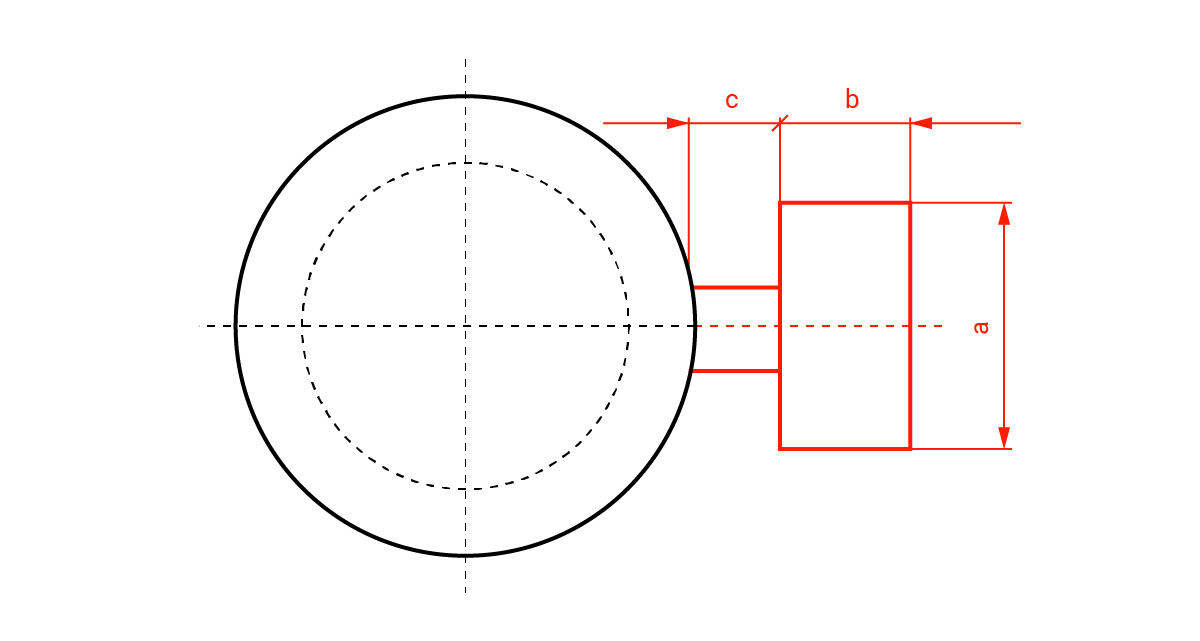 |
Nazwa | Oznaczenie na rysunku koncepcji technologicznej |
|---|---|
Kierunek zagęszczania masy i wyciągania odejmowanych części modelu lub rdzennicy | 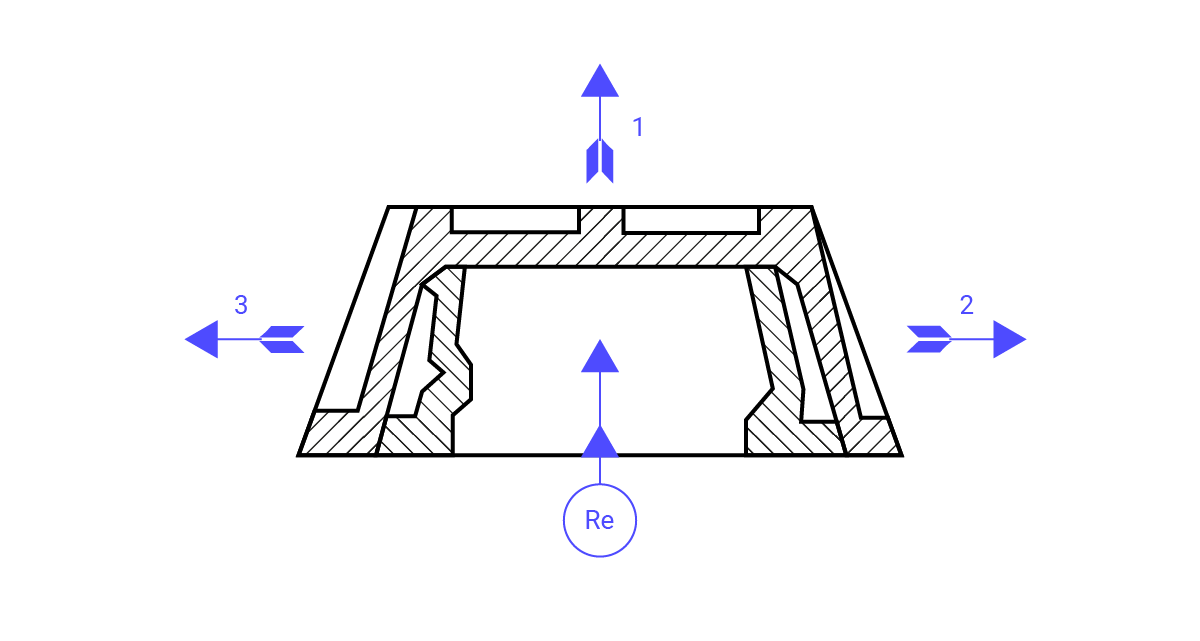 |
Ochładzalniki wewnętrzne | 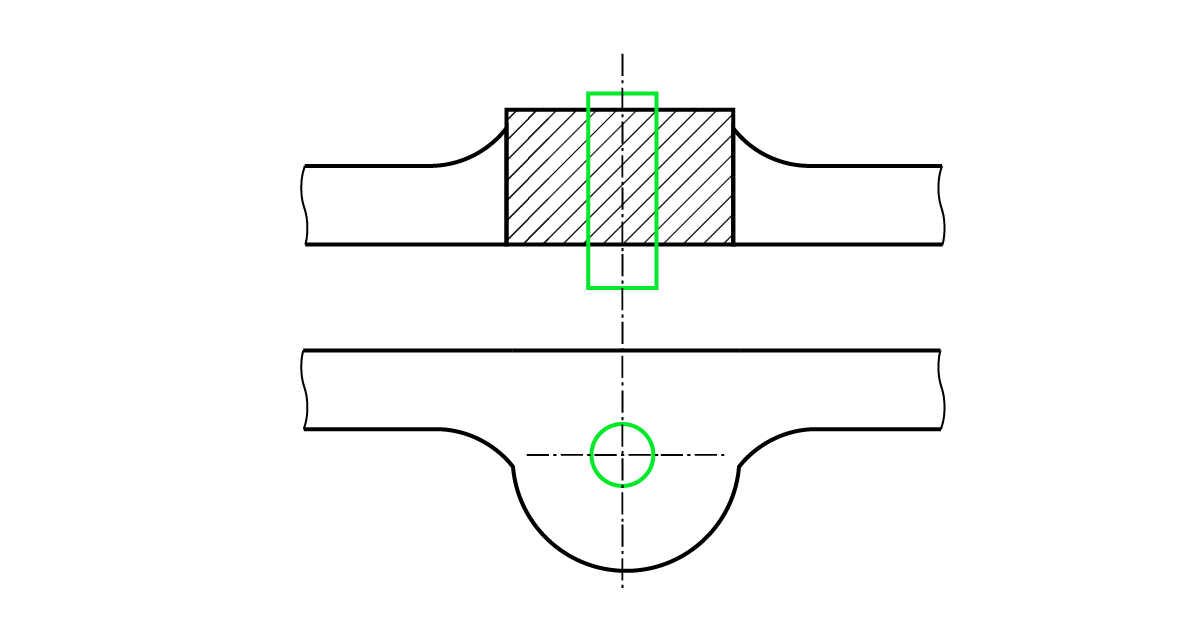 |
Rdzenniki i rdzennice rysowane wewnątrz odlewu | 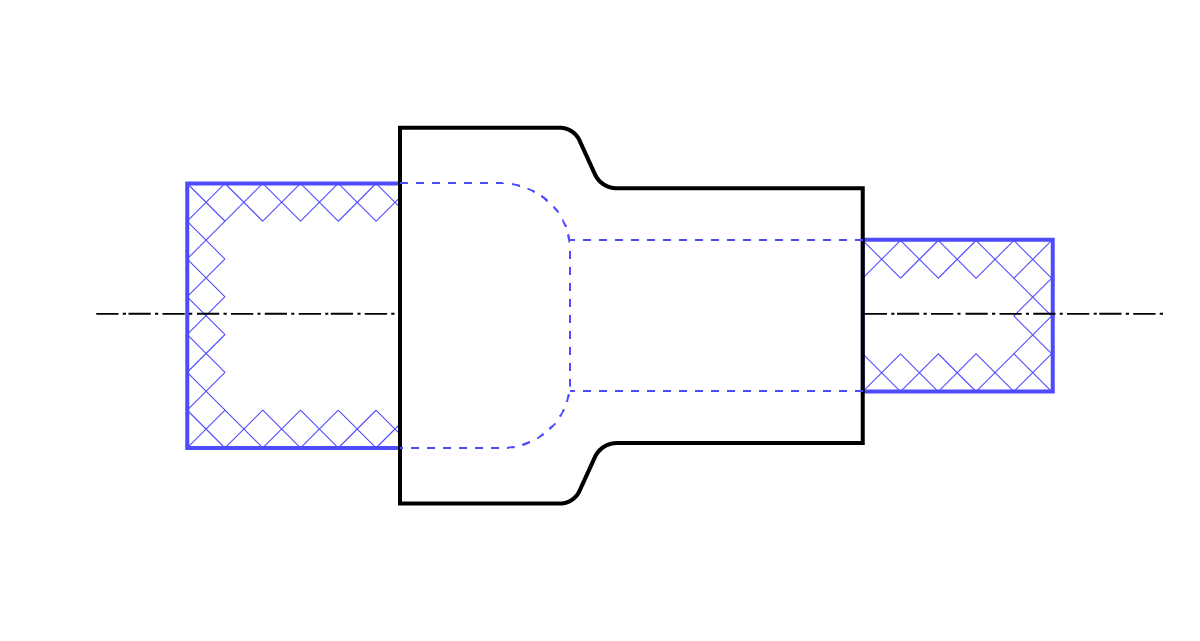 |
Układ wlewowy | 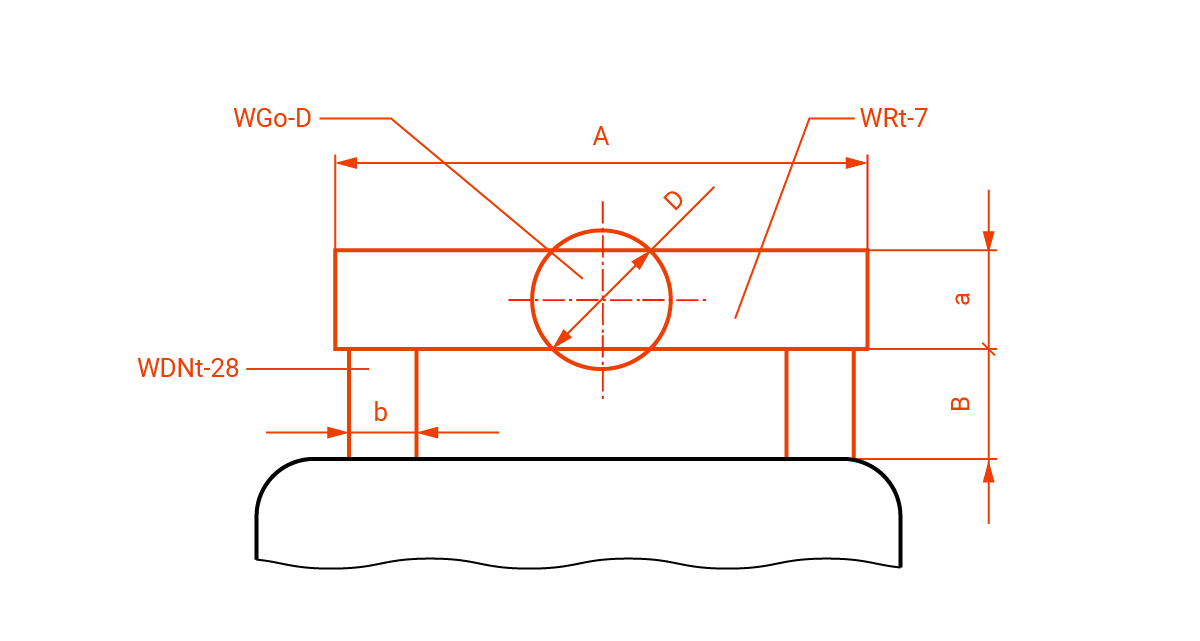 |
Znaki rdzeniowe | 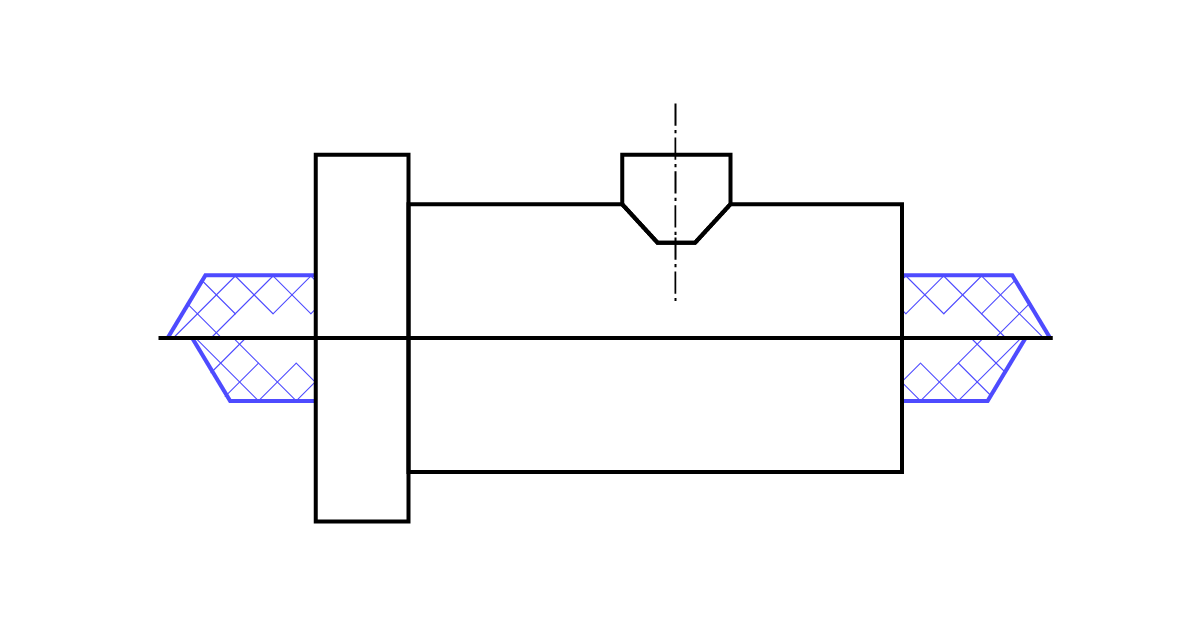 |
Nadlew | 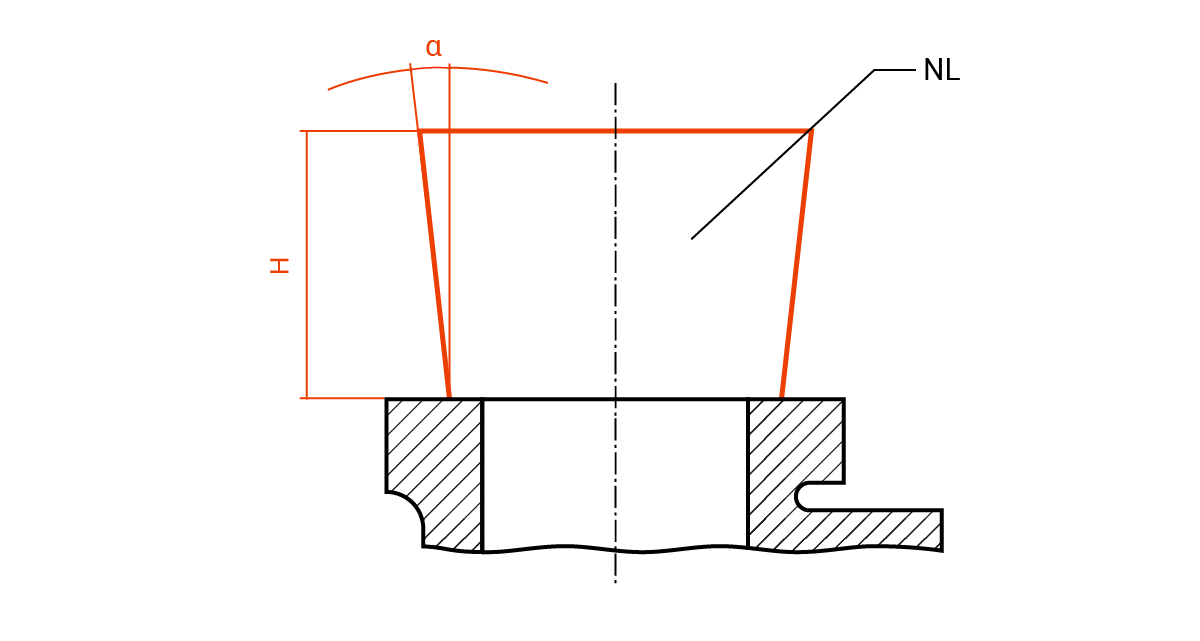 |
Ochładzalniki zewnętrzne | 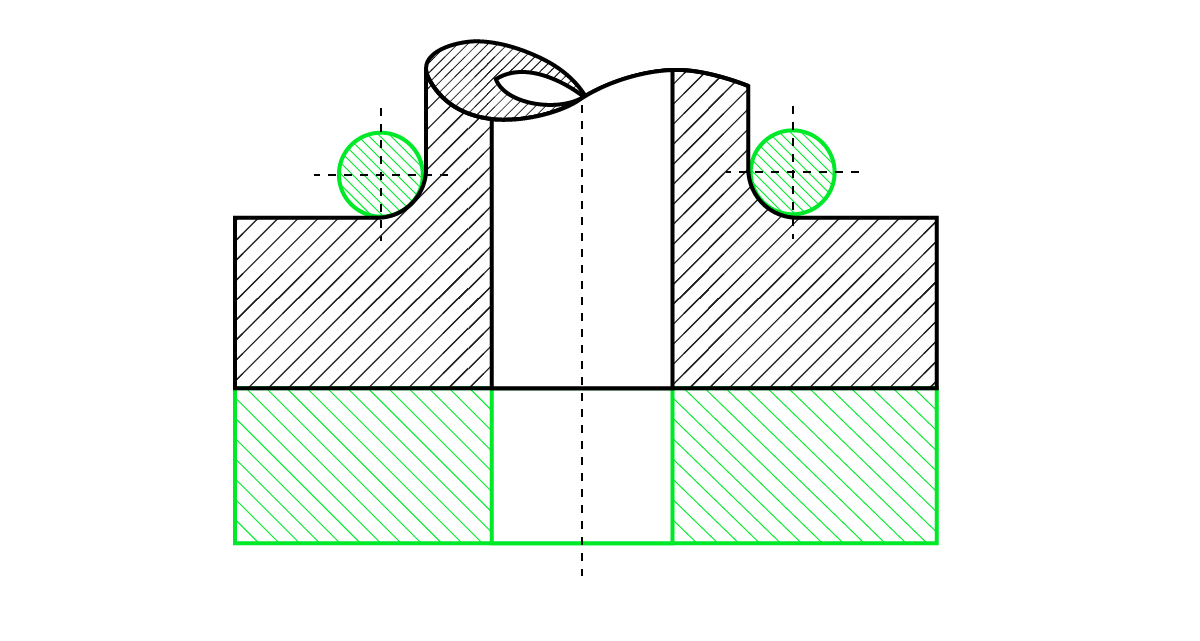 |
Przelew | 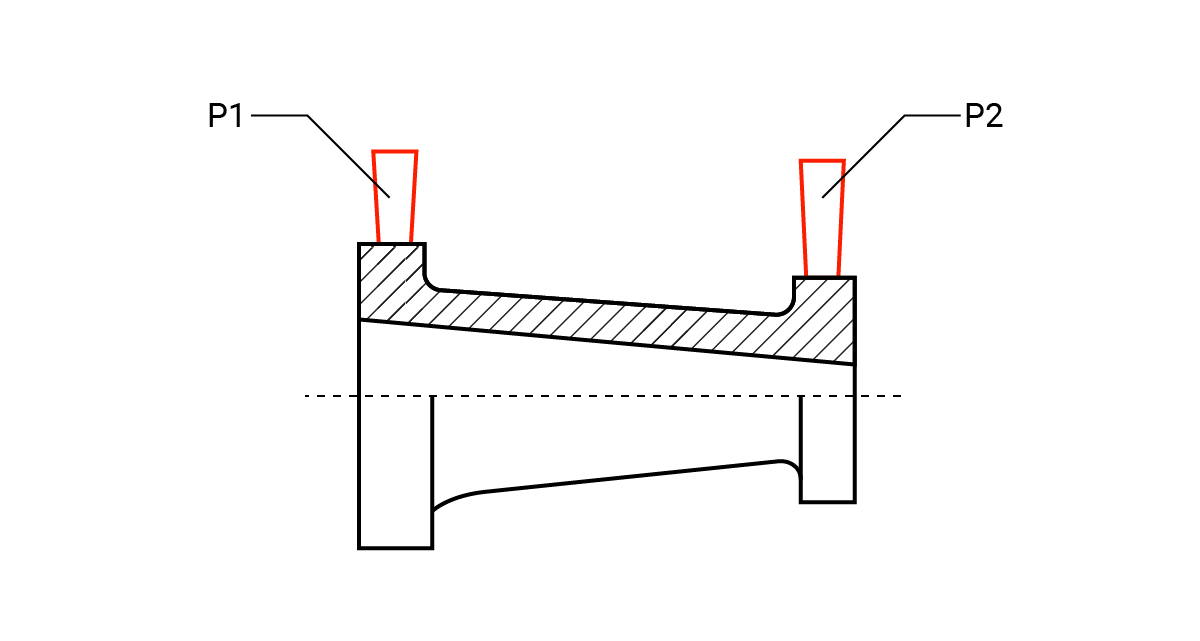 |
Powrót do spisu treściPowrót do spisu treści
Powiązane materiały multimedialne
Film instruktażowy‑tutorial: Opracowywanie dokumentacji technologicznej i konstrukcyjnejOpracowywanie dokumentacji technologicznej i konstrukcyjnej
Wizaualizacja modelu w grafice 2D i 3D: Przedstawienie procesu wytwarzania odlewów na przykładzie aluminiowej felgiPrzedstawienie procesu wytwarzania odlewów na przykładzie aluminiowej felgi
Infografika: Etapy przygotowania i wykonania odlewu metodą wytapianych modeliEtapy przygotowania i wykonania odlewu metodą wytapianych modeli