Dokumentacja w kontroli procesów technologicznych podczas przetwarzania wytworów papierniczych
DOKUMENTACJA INTERAKTYWNA
11
Instrukcja korzystania z dokumentacji interaktywnej
Instrukcja korzystania z dokumentacji interaktywnej
Dokumentacja interaktywna zawiera dokumentację związaną z kontrolą procesów technologicznych podczas przetwarzania wytworów papierniczych: produkcją trzywarstwowej tektury falistej, produkcją pięciowarstwowej tektury falistej, produkcją pudeł fasonowych pudła fasonowego i pudła klapowego.
R17Lyllu9cjf0
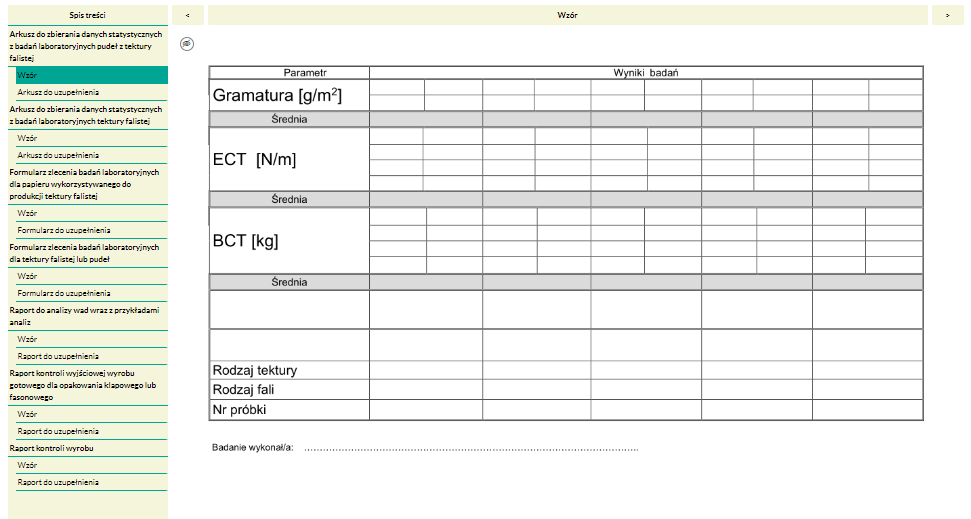
Przykładowy wygląd dokumentacji interaktywnej
Przykładowy wygląd dokumentacji interaktywnej
Źródło: Akademia Finansów i Biznesu Vistula, licencja: CC BY 3.0.
Materiał składa się z siedmiu dokumentów:
Arkusza do zbierania danych statystycznych z badań laboratoryjnych pudeł z tektury falistej;
Arkusza do zbierania danych statystycznych z badań laboratoryjnych tektury falistej;
Formularza zlecenia badań laboratoryjnych dla papieru wykorzystywanego do produkcji tektury falistej;
Formularza zlecenia badań laboratoryjnych dla tektury falistej lub pudeł;
Raportu do analizy wad wraz z przykładami analiz;
Raportu kontroli wyjściowej wyrobu gotowego dla opakowania klapowego lub fasonowego;
Raportu kontroli wyrobu.
Pod wzorem dokumentu znajdują się druki, które powinien wypełnić użytkownik. Rozwinięcie pożądanego dokumentu następuje po kliknięciu na jego tytuł.
R1X79e7Zv0zN2
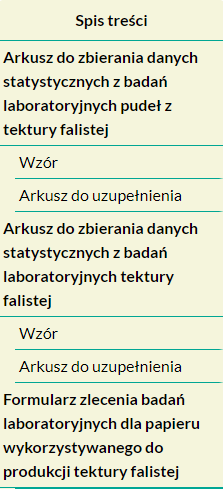
Przykładowy wygląd panelu wyboru dokumentu
Przykładowy wygląd panelu wyboru dokumentu
Źródło: Akademia Finansów i Biznesu Vistula, licencja: CC BY 3.0.
Dokument wypełnia się po kliknięciu na puste pola oznaczone cyframi. Do wpisywania odpowiedzi należy użyć klawiatury.
R1D7sdMFRpavw
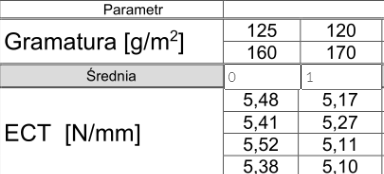
Przykładowe pole do wypełnienia
Przykładowe pole do wypełnienia
Źródło: Akademia Finansów i Biznesu Vistula, licencja: CC BY 3.0.
Poniższa ikona pozwala na usunięcie wprowadzonych danych:
R10rS5lBqTHPJ
Grafika przedstawia ikonę usunięcia danych. Ma ona postać prostokątnego przycisku z napisem Wyczyść.
Ikona usunięcia danych
Źródło: Akademia Finansów i Biznesu Vistula, licencja: CC BY 3.0.
Aby sprawdzić poprawność wprowadzonych danych, należy kliknąć przycisk:
RASFqZ2DFnL0u
Grafika przedstawia ikonę sprawdzenia poprawności odpowiedzi. Ma ona postać prostokątnego przycisku z napisem Sprawdź.
Ikona sprawdzenia poprawności odpowiedzi
Źródło: Akademia Finansów i Biznesu Vistula, licencja: CC BY 3.0.
Część dokumentów posiada aktywne pole, na które należy kliknąć.
R1Mx6C1VKAAb3
Ilustracja
Po wyświetleniu okna należy wybrać lub wpisać poprawną odpowiedź/odpowiedzi, następnie należy wcisnąć przycisk „Sprawdź”.
RyKP84ichJzET
Ilustracja
RBGELlVRphcKI
Ilustracja
1
R8hbCcDn9KP8N1
Dokumentacja w kontroli procesów technologicznych podczas przetwarzania wytworów papierniczych
Źródło: Akademia Finansów i Biznesu Vistula, licencja: CC BY 3.0.
R4A3dNTKv27RL
Ćwiczenie 1
Wskaż średnią wartość gramatury, którą należy wpisać w arkuszu do zbierania danych statystycznych z badań laboratoryjnych pudeł tektury falistej, przy założeniu, że dwa kolejne pomiary wynosiły: 125 g/m2 i 160 g/m2.
RrSUpo3OrikIL
Ćwiczenie 2
Wskaż średnią wartość wskaźnika odporności (ECT) tektury falistej, którą należy wpisać w arkuszu do zbierania danych statystycznych z badań laboratoryjnych pudeł z tektury falistej, przyjmując, iż wartości kolejnych pomiarów wynosiła: 5,48, 5,41, 5,52, 5,38 N/mm Niutona na milimetr.
RgZNcvThwGEbJ
Ćwiczenie 3
Wskaż średnią wartość wskaźnika odporności na ściskanie (BTC), którą należy wpisać w arkuszu do zbierania danych statystycznych z badań laboratoryjnych pudeł z tektury falistej, przyjmując, iż wartości kolejnych pomiarów wynosiła: 92, 65, 89, 87 kg kilogramów.
RVgxHidIISUpE
Ćwiczenie 4
Dopasuj jednostkę do badanej właściwości tektury falistej.
Dopasuj jednostkę do badanej właściwości tektury falistej.
R1eDpelcGx3mT
Ćwiczenie 5
Dopasuj do siebie dane, przeciągając słowa w odpowiednie miejsca.
Dopasuj do siebie dane, przeciągając słowa w odpowiednie miejsca.
RgmFGDiuaw9f7
Ćwiczenie 6
Dopasuj do siebie dane, przeciągając słowa w odpowiednie miejsca.
Dopasuj do siebie dane, przeciągając słowa w odpowiednie miejsca.
11
Wzory dokumentów w pdf
Wzory dokumentów w pdf
Raport kontroli wyjściowej wyrobu gotowego dla opakowania klapowego lub fasonowego - pdf.
Uzupełnij zdania dotyczące raportu kontroli wyjściowej, przeciągając słowa w odpowiednie miejsca. 1. Sprawdzenia wymiarów dokonuje się 1. dwa, 2. brak odbarwień, 3. zgodność z KT, 4. za pomocą miarki, 5. zabrudzeń, 6. zgodność z SAP, 7. sprawdzenia wymiarów, 8. zgodność z KT lub SAP, 9. trzy, 10. uszkodzeń mechanicznych, 11. do 3% lub według KT, 12. postrzępione krawędzie, 13. wzrokowo, 14. cztery, 15. niskiej jakości tektury.
2. Punktem odniesienia dla sprawdzenia wizualnego jakości nadruku jest 1. dwa, 2. brak odbarwień, 3. zgodność z KT, 4. za pomocą miarki, 5. zabrudzeń, 6. zgodność z SAP, 7. sprawdzenia wymiarów, 8. zgodność z KT lub SAP, 9. trzy, 10. uszkodzeń mechanicznych, 11. do 3% lub według KT, 12. postrzępione krawędzie, 13. wzrokowo, 14. cztery, 15. niskiej jakości tektury.
3. Brak dziur jest punktem odniesienia dla 1. dwa, 2. brak odbarwień, 3. zgodność z KT, 4. za pomocą miarki, 5. zabrudzeń, 6. zgodność z SAP, 7. sprawdzenia wymiarów, 8. zgodność z KT lub SAP, 9. trzy, 10. uszkodzeń mechanicznych, 11. do 3% lub według KT, 12. postrzępione krawędzie, 13. wzrokowo, 14. cztery, 15. niskiej jakości tektury.
4. Zabrudzenia powierzchni ocenia się 1. dwa, 2. brak odbarwień, 3. zgodność z KT, 4. za pomocą miarki, 5. zabrudzeń, 6. zgodność z SAP, 7. sprawdzenia wymiarów, 8. zgodność z KT lub SAP, 9. trzy, 10. uszkodzeń mechanicznych, 11. do 3% lub według KT, 12. postrzępione krawędzie, 13. wzrokowo, 14. cztery, 15. niskiej jakości tektury.
5. Punktem odniesienia dla łódkowatości tektury jest 1. dwa, 2. brak odbarwień, 3. zgodność z KT, 4. za pomocą miarki, 5. zabrudzeń, 6. zgodność z SAP, 7. sprawdzenia wymiarów, 8. zgodność z KT lub SAP, 9. trzy, 10. uszkodzeń mechanicznych, 11. do 3% lub według KT, 12. postrzępione krawędzie, 13. wzrokowo, 14. cztery, 15. niskiej jakości tektury.
6. Punktem odniesienia dla sprawdzenia szerokości i długości jest 1. dwa, 2. brak odbarwień, 3. zgodność z KT, 4. za pomocą miarki, 5. zabrudzeń, 6. zgodność z SAP, 7. sprawdzenia wymiarów, 8. zgodność z KT lub SAP, 9. trzy, 10. uszkodzeń mechanicznych, 11. do 3% lub według KT, 12. postrzępione krawędzie, 13. wzrokowo, 14. cztery, 15. niskiej jakości tektury.
7. W zakresie zabrudzeń wyróżniamy 1. dwa, 2. brak odbarwień, 3. zgodność z KT, 4. za pomocą miarki, 5. zabrudzeń, 6. zgodność z SAP, 7. sprawdzenia wymiarów, 8. zgodność z KT lub SAP, 9. trzy, 10. uszkodzeń mechanicznych, 11. do 3% lub według KT, 12. postrzępione krawędzie, 13. wzrokowo, 14. cztery, 15. niskiej jakości tektury punkty kontroli.
8. Do uszkodzeń mechanicznych należą 1. dwa, 2. brak odbarwień, 3. zgodność z KT, 4. za pomocą miarki, 5. zabrudzeń, 6. zgodność z SAP, 7. sprawdzenia wymiarów, 8. zgodność z KT lub SAP, 9. trzy, 10. uszkodzeń mechanicznych, 11. do 3% lub według KT, 12. postrzępione krawędzie, 13. wzrokowo, 14. cztery, 15. niskiej jakości tektury.
9. Sprawdzenie wizualne jakości wykonania posiada 1. dwa, 2. brak odbarwień, 3. zgodność z KT, 4. za pomocą miarki, 5. zabrudzeń, 6. zgodność z SAP, 7. sprawdzenia wymiarów, 8. zgodność z KT lub SAP, 9. trzy, 10. uszkodzeń mechanicznych, 11. do 3% lub według KT, 12. postrzępione krawędzie, 13. wzrokowo, 14. cztery, 15. niskiej jakości tektury punkty kontroli.
10. Pomarszczenie tektury należy do zakresu 1. dwa, 2. brak odbarwień, 3. zgodność z KT, 4. za pomocą miarki, 5. zabrudzeń, 6. zgodność z SAP, 7. sprawdzenia wymiarów, 8. zgodność z KT lub SAP, 9. trzy, 10. uszkodzeń mechanicznych, 11. do 3% lub według KT, 12. postrzępione krawędzie, 13. wzrokowo, 14. cztery, 15. niskiej jakości tektury.
Uzupełnij zdania dotyczące raportu kontroli wyjściowej, przeciągając słowa w odpowiednie miejsca. 1. Sprawdzenia wymiarów dokonuje się 1. dwa, 2. brak odbarwień, 3. zgodność z KT, 4. za pomocą miarki, 5. zabrudzeń, 6. zgodność z SAP, 7. sprawdzenia wymiarów, 8. zgodność z KT lub SAP, 9. trzy, 10. uszkodzeń mechanicznych, 11. do 3% lub według KT, 12. postrzępione krawędzie, 13. wzrokowo, 14. cztery, 15. niskiej jakości tektury.
2. Punktem odniesienia dla sprawdzenia wizualnego jakości nadruku jest 1. dwa, 2. brak odbarwień, 3. zgodność z KT, 4. za pomocą miarki, 5. zabrudzeń, 6. zgodność z SAP, 7. sprawdzenia wymiarów, 8. zgodność z KT lub SAP, 9. trzy, 10. uszkodzeń mechanicznych, 11. do 3% lub według KT, 12. postrzępione krawędzie, 13. wzrokowo, 14. cztery, 15. niskiej jakości tektury.
3. Brak dziur jest punktem odniesienia dla 1. dwa, 2. brak odbarwień, 3. zgodność z KT, 4. za pomocą miarki, 5. zabrudzeń, 6. zgodność z SAP, 7. sprawdzenia wymiarów, 8. zgodność z KT lub SAP, 9. trzy, 10. uszkodzeń mechanicznych, 11. do 3% lub według KT, 12. postrzępione krawędzie, 13. wzrokowo, 14. cztery, 15. niskiej jakości tektury.
4. Zabrudzenia powierzchni ocenia się 1. dwa, 2. brak odbarwień, 3. zgodność z KT, 4. za pomocą miarki, 5. zabrudzeń, 6. zgodność z SAP, 7. sprawdzenia wymiarów, 8. zgodność z KT lub SAP, 9. trzy, 10. uszkodzeń mechanicznych, 11. do 3% lub według KT, 12. postrzępione krawędzie, 13. wzrokowo, 14. cztery, 15. niskiej jakości tektury.
5. Punktem odniesienia dla łódkowatości tektury jest 1. dwa, 2. brak odbarwień, 3. zgodność z KT, 4. za pomocą miarki, 5. zabrudzeń, 6. zgodność z SAP, 7. sprawdzenia wymiarów, 8. zgodność z KT lub SAP, 9. trzy, 10. uszkodzeń mechanicznych, 11. do 3% lub według KT, 12. postrzępione krawędzie, 13. wzrokowo, 14. cztery, 15. niskiej jakości tektury.
6. Punktem odniesienia dla sprawdzenia szerokości i długości jest 1. dwa, 2. brak odbarwień, 3. zgodność z KT, 4. za pomocą miarki, 5. zabrudzeń, 6. zgodność z SAP, 7. sprawdzenia wymiarów, 8. zgodność z KT lub SAP, 9. trzy, 10. uszkodzeń mechanicznych, 11. do 3% lub według KT, 12. postrzępione krawędzie, 13. wzrokowo, 14. cztery, 15. niskiej jakości tektury.
7. W zakresie zabrudzeń wyróżniamy 1. dwa, 2. brak odbarwień, 3. zgodność z KT, 4. za pomocą miarki, 5. zabrudzeń, 6. zgodność z SAP, 7. sprawdzenia wymiarów, 8. zgodność z KT lub SAP, 9. trzy, 10. uszkodzeń mechanicznych, 11. do 3% lub według KT, 12. postrzępione krawędzie, 13. wzrokowo, 14. cztery, 15. niskiej jakości tektury punkty kontroli.
8. Do uszkodzeń mechanicznych należą 1. dwa, 2. brak odbarwień, 3. zgodność z KT, 4. za pomocą miarki, 5. zabrudzeń, 6. zgodność z SAP, 7. sprawdzenia wymiarów, 8. zgodność z KT lub SAP, 9. trzy, 10. uszkodzeń mechanicznych, 11. do 3% lub według KT, 12. postrzępione krawędzie, 13. wzrokowo, 14. cztery, 15. niskiej jakości tektury.
9. Sprawdzenie wizualne jakości wykonania posiada 1. dwa, 2. brak odbarwień, 3. zgodność z KT, 4. za pomocą miarki, 5. zabrudzeń, 6. zgodność z SAP, 7. sprawdzenia wymiarów, 8. zgodność z KT lub SAP, 9. trzy, 10. uszkodzeń mechanicznych, 11. do 3% lub według KT, 12. postrzępione krawędzie, 13. wzrokowo, 14. cztery, 15. niskiej jakości tektury punkty kontroli.
10. Pomarszczenie tektury należy do zakresu 1. dwa, 2. brak odbarwień, 3. zgodność z KT, 4. za pomocą miarki, 5. zabrudzeń, 6. zgodność z SAP, 7. sprawdzenia wymiarów, 8. zgodność z KT lub SAP, 9. trzy, 10. uszkodzeń mechanicznych, 11. do 3% lub według KT, 12. postrzępione krawędzie, 13. wzrokowo, 14. cztery, 15. niskiej jakości tektury.