E‑book do e‑materiału Dokumentacja technologiczna i konstrukcyjna procesów wytwarzania odlewów
MTL.04. Organizacja i nadzorowanie procesu odlewniczego - Technik odlewnik 311705
Opracowanie dokumentacji technologicznej w celu wprowadzenia do produkcji nowego wyrobu
E‑BOOK
Spis treści
WstępWstęp
Rysunek konstrukcyjny
Niezbędne dane do opracowania dokumentacji technologicznej odlewaniaNiezbędne dane do opracowania dokumentacji technologicznej odlewania
Rysunek pełny surowego odlewu i rysunek koncpecji technologicznejRysunek pełny surowego odlewu i rysunek koncpecji technologicznej
Rysunek formy odlewniczejRysunek formy odlewniczej
Rysunki oprzyrządowaniaRysunki oprzyrządowania
Netografia i bibliografiaNetografia i bibliografia
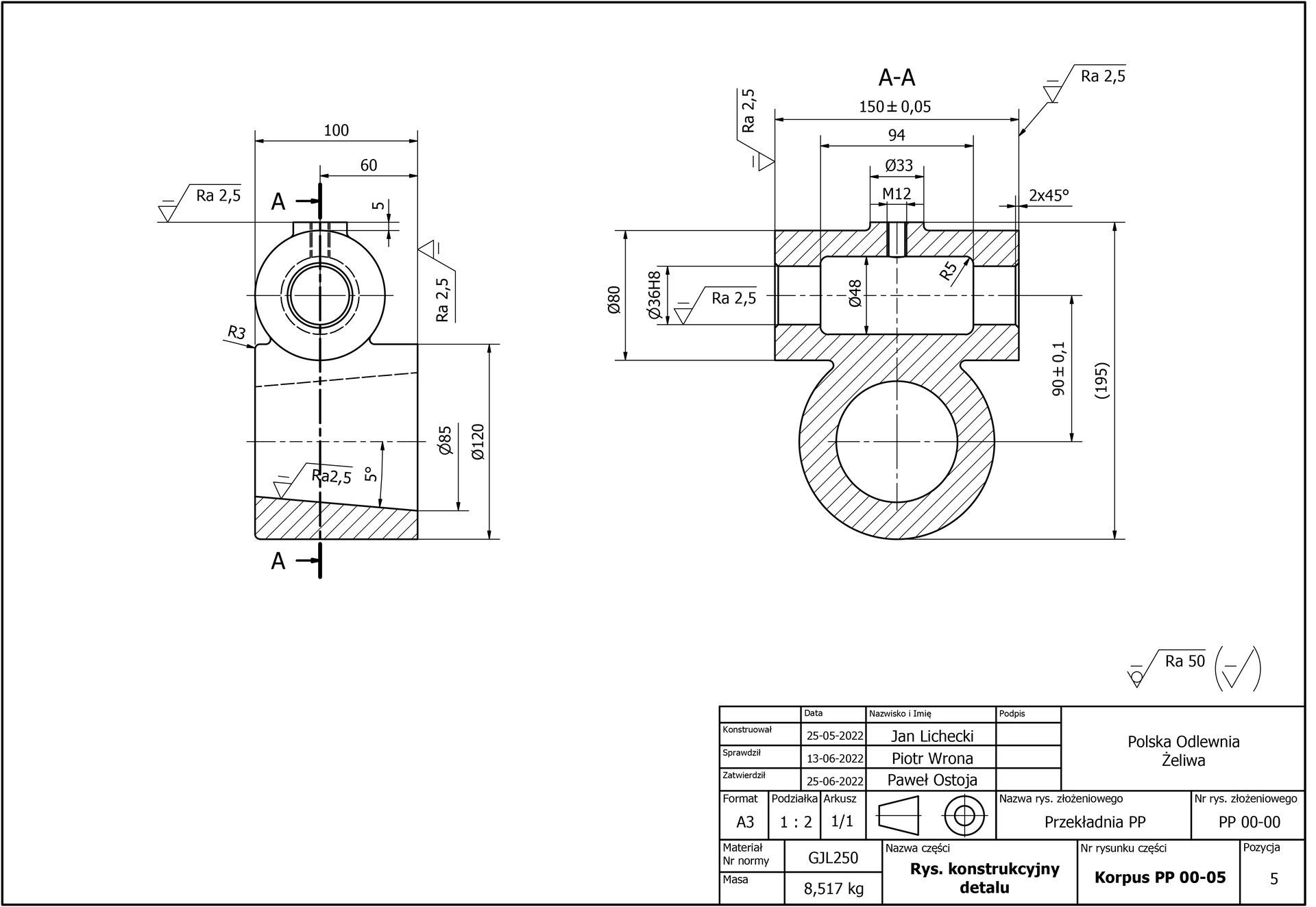
Rysunek konstrukcyjny
Wybór technologii odlewniczej i jej zaprojektowanie zależy od wymagań zawartych w zamówieniu. W zamówieniu powinny się znaleźć takie informacje jak:
rysunek konstrukcyjny danego wyrobu,
liczba sztuk do wykonania,
warunki techniczne (wymagania i ich kontrola),
termin wykonania.
Rysunek konstrukcyjny jest więc podstawowym dokumentem, z którego można wyczytać:
materiał odlewu - rodzaj i gatunek materiału, z którego będzie wykonany odlew,
parametry geometryczne odlewu oraz ich wartości - obejmują ustalenia odnośnie kształtu i wymiarów odlewu,
tolerancje wymiarowe, kształtu i położenia,
chropowatości powierzchni.
Przy doborze metody odlewania można się posiłkować poniższymi tabelami.
Metody wytwarzania odlewów | Zastosowanie: | Zastosowanie: | Rzeczywiste możliwe do uzyskania dokładności wymiarowe dla odlewów żeliwnych, | Klasa chropowatości powierzchni, |
|---|---|---|---|---|
Formowanie w dołach, gruncie i wzornikami | F, R | Z, S | nieustalone | |
Formowanie ręczne w masach | F | Z, S, N | ||
Formowanie maszynowe w masach | F | Z, S, N |
Metody wytwarzania odlewów | Zastosowanie: | Zastosowanie: | Rzeczywiste możliwe do uzyskania dokładności wymiarowe dla odlewów żeliwnych, | Klasa chropowatości powierzchni, |
|---|---|---|---|---|
Formowanie maszynowe w masach | F | Z, N, S | ||
Proces | F, R | Z, S, N | ||
Formowanie w masach cementowych | F, R | Z | ||
Ciekłe masy samoutwardzalne (CMS) | F, R | Z, S | ||
Formowanie w masach furanowych samoutwardzalnych (proces zimnej rdzennicy) | F, R | Z, S, N | ||
Formowanie w masach żywicznycch termoutwardzalnych (proces gorącej rdzennicy) | R | Z, S, N | ||
Formowanie pod wysokimi naciskami | F | Z, S |
Metody wytwarzania odlewów | Zastosowanie: | Zastosowanie: | Rzeczywiste możliwe do uzyskania dokładności wymiarowe dla odlewów żeliwnych, | Klasa chropowatości powierzchni, |
|---|---|---|---|---|
Formowanie skorupowe | F, R | Z, S, N | ||
Odlewanie kokilowe | F, R | Z, S, N | ||
Odlewanie odśrodkowe | F | Z, S, N | ||
Odlewanie ciągłe i półciągłe | F | Z, N | ||
Proces Shawa | F, R | Z, S |
Metody wytwarzania odlewów | Zastosowanie: | Zastosowanie: | Rzeczywiste możliwe do uzyskania dokładności wymiarowe dla odlewów żeliwnych, | Klasa chropowatości powierzchni, |
|---|---|---|---|---|
Odlewanie ciśnieniowe | F, R | N | ||
Metoda wytapianych modeli | F | Z, S, N |
Powrót do spisu treściPowrót do spisu treści
Powiązane materiały multimedialne
Film instruktażowy‑tutorial: Opracowywanie dokumentacji technologicznej i konstrukcyjnejOpracowywanie dokumentacji technologicznej i konstrukcyjnej
Wizaualizacja modelu w grafice 2D i 3D: Przedstawienie procesu wytwarzania odlewów na przykładzie aluminiowej felgiPrzedstawienie procesu wytwarzania odlewów na przykładzie aluminiowej felgi
Infografika: Etapy przygotowania i wykonania odlewu metodą wytapianych modeliEtapy przygotowania i wykonania odlewu metodą wytapianych modeli