Obróbka cieplna
MEC.02. Wykonywanie i naprawa wyrobów kowalskich - Kowal 722101
Słownik pojęć dla e‑materiału
Aby wyszukać pojęcie lub frazę występujące w słowniku, wpisz je w poniższą ramkę.
zjawisko polegające na tym, że niektóre pierwiastki chemiczne występują w tym samym stanie skupienia różnych odmianach, różniących się właściwościami fizycznymi i chemicznymi. Odmiany alotropowe pierwiastka mogą różnić się między sobą strukturą krystaliczną lub liczbą atomów w cząsteczce
Plansza interaktywna
Schematyczny podział obróbki cieplnej na różne rodzaje
Plansza interaktywnaSchematyczny podział obróbki cieplnej na różne rodzaje
następuje w temperaturze i objawia się przebudową struktury regularnej przestrzennie centrowanej w strukturę regularną ściennie centrowaną. Żelazo istnieje do temperatury Ae3 ()
Plansza interaktywna
Schematyczny podział obróbki cieplnej na różne rodzaje
Plansza interaktywnaSchematyczny podział obróbki cieplnej na różne rodzaje
metal, który charakteryzuje się dobrym stosunkiem wytrzymałości do gęstości. Jego niska temperatura topienia () pozwala na łatwe przetwarzanie, co w połączeniu z jego niską ceną czyni go istotnym materiałem
Plansza interaktywna
Schematyczny podział obróbki cieplnej na różne rodzaje
Plansza interaktywnaSchematyczny podział obróbki cieplnej na różne rodzaje
odmiana alotropowa żelaza (gamma), stanowiąca międzywęzłowy roztwór stałych ilości węgla i innych dodatków stopowych w żelazie
Plansza interaktywna
Schematyczny podział obróbki cieplnej na różne rodzaje
Plansza interaktywnaSchematyczny podział obróbki cieplnej na różne rodzaje
przemiana austenitu w ferryt podczas chłodzenia stali wpływa na jej magnetyczność. Austenit jest paramagnetykiem, co oznacza, że nie przyciąga magnesu. Można to zaobserwować w stalach nierdzewnych, które często są austenityczne. Ferryt natomiast jest ferromagnetykiem, co powoduje że przyciąga magnes.
Przemianę austenitu w ferryt można zatem zaobserwować wykorzystując magnes, który pod wpływem przekroczenia przez stal temperatury przemiany magnetycznej zostaje przez nią przyciągnięty
Plansza interaktywna
Schematyczny podział obróbki cieplnej na różne rodzaje
Plansza interaktywnaSchematyczny podział obróbki cieplnej na różne rodzaje
termin bainit odnosi się do mikrostruktury uzyskanej w wyniku przemiany austenitu w temperaturze pomiędzy przemianą austenitu w perlit, a powyżej temperatury przemiany austenitu w martenzyt, określanej mianem przemiany bainitycznej. Zjawisko to przebiega w przedziale temperatur , gdzie zachodzi przemiana austenitu w bainit. Powyżej , gdzie przemiana austenitu w martenzyt staje się bardziej dominująca.
Jest składnikiem metastabilnym, powstającym z rozpadu austenitu w przedziale temperatur między temperaturą powstawania perlitu, a temperaturą początku pojawiania się martenzytu. Zawiera przesycony ferryt. Bainit stanowi mieszaninę przesyconego ferrytu i wydzielonych węglików
Plansza interaktywna
Schematyczny podział obróbki cieplnej na różne rodzaje
Plansza interaktywnaSchematyczny podział obróbki cieplnej na różne rodzaje
budowa atomowa metali, nazywana też budową krystaliczną, jest ściśle spójna i uporządkowana. Dla porównania, atomy w szkle rozmieszczone są losowo. Odmienne sposoby uporządkowania atomów nazywamy sieciami krystalicznymi. Gęste i uporządkowane ułożenie atomów w sieci krystalicznej jest powodem, dla którego metale posiadają gęstość znacznie wyższą od innych materiałów
Plansza interaktywna
Schematyczny podział obróbki cieplnej na różne rodzaje
Plansza interaktywnaSchematyczny podział obróbki cieplnej na różne rodzaje
węglik żelaza, zawierający 25% atomów węgla. Jest jednym ze składników stopów żelaza z węglem, występuje w stali i żeliwach. Jest to twardy i kruchy związek (twardość to około 65 HRC). Ma duży wpływ na właściwości stali i żeliw. – cementyt, węglik żelaza zawierający 25% atomów , co stanowi 6,67% masowych
Plansza interaktywna
Schematyczny podział obróbki cieplnej na różne rodzaje
Plansza interaktywnaSchematyczny podział obróbki cieplnej na różne rodzaje
olej hartowniczy chłodzi z szybkością do , zwykła woda do ~. Natomiast woda z dodatkiem soli kuchennej może osiągnąć chłodzenie z szybkością aż ~. Co ciekawe szybkość chłodzenia różnych mediów zależy od ich temperatury. W przypadku wody, im jest ona cieplejsza tym chłodzi wolniej, przestaje chłodzić w temperaturze , kiedy zaczyna się gotować. W przypadku oleju hartowniczego sytuacja jest odwrotna, im jest cieplejszy, tym chłodzi szybciej, ponieważ jest bardziej płynny. Hartowanie w wodzie jest bardzo dynamiczne, im większy element tym trwa dłużej. Hartowanie w oleju trwa zdecydowanie dłużej, ze względu na jego mniejszą zdolność do odprowadzenia ciepła. Dodatkowo olej zaczyna się palić od wysokiej temperatury metalu powodując powstanie dymu. Należy zatem jak najszybciej zanurzyć element pod powierzchnią oleju
Gra edukacyjna
Dobór i wykonanie obróbki cieplnej
Gra edukacyjnaDobór i wykonanie obróbki cieplnej
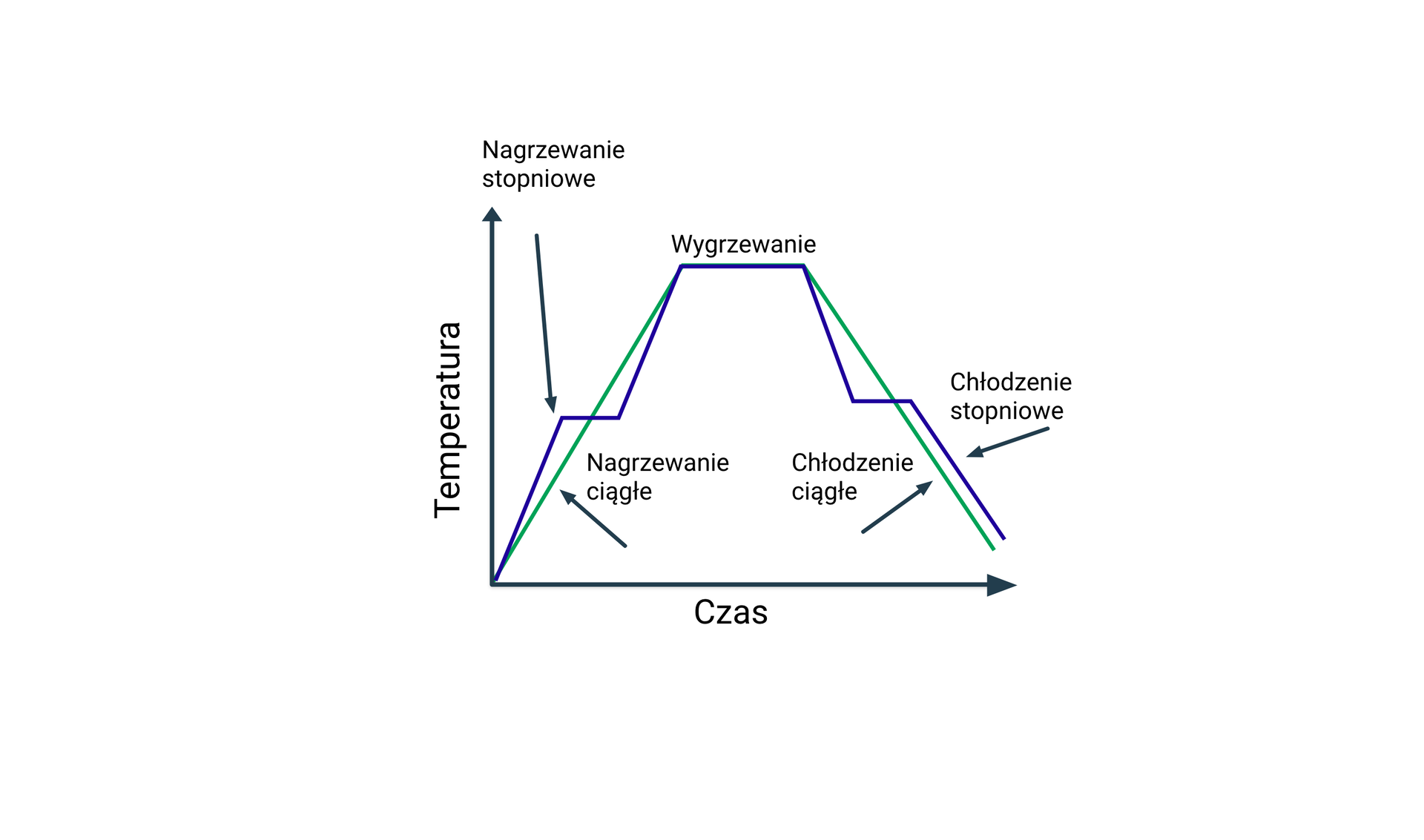
ciągłe lub stopniowe obniżania temperatury. Zwykle wolne dla wyżarzania (warunki równowagowe) oraz szybkie dla hartowania (warunki nierównowagowe)
Plansza interaktywna
Schematyczny podział obróbki cieplnej na różne rodzaje
Plansza interaktywnaSchematyczny podział obróbki cieplnej na różne rodzaje
składnik wielu stopów żelaza, które zawierają węgiel i krystalizują w regularnej sieci przestrzennie centrowanej. Jest ferromagnetyczny do , a jego zawartość węgla w stopach może się zmieniać w zależności od temperatury, przy czym w dwuskładnikowych stopach żelaza z węglem, zawartość węgla w ferrycie w temperaturze wynosi maksymalnie 0,008%
Plansza interaktywna
Schematyczny podział obróbki cieplnej na różne rodzaje
Plansza interaktywnaSchematyczny podział obróbki cieplnej na różne rodzaje
hartowanie wykorzystuje przemianę alotropową żelaza. Z tego powodu chłodzenie w tej obróbce zawsze realizowane jest z temperatury o wyższej niż temperatura zakończenia przemiany austenitycznej. Wygrzewanie stali w tej temperaturze ma doprowadzić jedynie do przemiany austenitycznej, a więc wystarczy zwykle kilkanaście‑kilkadziesiąt minut, w zależności od wielkości nagrzewanych elementów. Temperaturę elementów można kontrolować wykorzystując różnego typu mierniki, np. pirometr, który pokazuje temperatury powierzchni mierzonych elementów. Austenit jest paramagnetyczny, więc aby upewnić się, czy cały ferryt przemienił się w martenzyt można wykorzystać eksperyment z magnesem. Element o odpowiedniej temperaturze do hartowania nie będzie go przyciągał.
W odróżnieniu do procesów wyżarzania, w hartowaniu stosuje się szybkie chłodzenie, zapewnione przez media hartownicze, takie jak woda czy olej hartowniczy. Różnią się one szybkością chłodzenia, a zatem finalną strukturą, jaką uzyskamy w materiale. Różne stopy wymagają różnej szybkości chłodzenia z tego względu potrzebny jest szeroki asortyment środków chłodzących.
Hartowanie ma na celu uniemożliwić zajście standardowych przemian w stali – ferrytycznej oraz perlitycznej. Podczas hartowania węgiel zostaje uwięziony w ziarnach powstałego martenzytu – bardzo twardej i wytrzymałej fazy.
Samo hartowanie wprowadza do materiału jednak tak dużo naprężeń, jest on bardzo kruchy iż może on od nich popękać, z tego względu stosuje się odpuszczanie
Plansza interaktywna
Schematyczny podział obróbki cieplnej na różne rodzaje
Plansza interaktywnaSchematyczny podział obróbki cieplnej na różne rodzaje
Sekwencje filmowe
Hartowanie stali
Sekwencje filmoweHartowanie stali
ciągłe lub stopniowe podwyższanie temperatury elementu obrabianego cieplnie. Czas nagrzewania zależy zarówno od typu pieca, gabarytów obrabianego elementu ale również od jego składu chemicznego (stale o większym dodatku innych pierwiastków nagrzewają się wolniej). Praktycznie można przyjąć, że w przypadku obróbki cieplnej stali węglowej w piecu komorowym czas grzania wynosi 1 min na 1 mm średnicy lub boku przekroju przedmiotu. Stale stopowe należy nagrzewać w czasie o ok. dłuższym
Plansza interaktywna
Schematyczny podział obróbki cieplnej na różne rodzaje
Plansza interaktywnaSchematyczny podział obróbki cieplnej na różne rodzaje
jest dziedziną technologii obejmującą zabiegi, mające na celu polepszenie lub dostosowanie właściwości materiału, takich jak: wytrzymałość, plastyczność, udarność, twardość, ścieralność, skrawalność. Operacja obróbki cieplnej jest częścią procesu technologicznego, wykonywaną w sposób ciągły, przeważnie na jednym stanowisku roboczym. Wszystkie typy obróbki cieplnej składają się z trzech etapów: nagrzewania, wygrzewania i chłodzenia
Plansza interaktywna
Schematyczny podział obróbki cieplnej na różne rodzaje
Plansza interaktywnaSchematyczny podział obróbki cieplnej na różne rodzaje
obróbka metali, której celem jest całkowita zmiana kształtu obrabianego elementu, jego wymiarów i struktury. Wykorzystuje ona zdolność metali do trwałych odkształceń. W ten sposób odlane wlewki mogą być przerobione m.in. na: pręty, kształtowniki i blachy
Plansza interaktywna
Schematyczny podział obróbki cieplnej na różne rodzaje
Plansza interaktywnaSchematyczny podział obróbki cieplnej na różne rodzaje
odprężanie zachodzące w temperaturze pokojowej. Może trwać od kilku miesięcy do nawet kilku lat
Plansza interaktywna
Schematyczny podział obróbki cieplnej na różne rodzaje
Plansza interaktywnaSchematyczny podział obróbki cieplnej na różne rodzaje
materiał po hartowaniu jest bardzo kruchy. Aby to zniwelować, konieczne jest przeprowadzenie odpuszczania. Hartowanie bez odpuszczania uważane jest za błąd technologiczny. Odpuszczanie jest wyżarzaniem odprężającym, stosowanym po operacji hartowania. Polega na usunięciu części naprężeń hartowniczych poprzez częściowe uwolnienie węgla z przesyconego ferrytu (martenzytu), który wydziela się w postaci bardzo drobnego cementytu. Odpuszczanie trwa zazwyczaj 1–3 h.
Występują trzy typy odpuszczania, zależne od temperatury.
Niskie.
Odpuszczanie niskie (odprężające) jest wykonywane w temperaturze i stosowane głównie dla narzędzi, sprężyn, itp. Celem tej operacji jest usunięcie naprężeń hartowniczych z zachowaniem dużej twardości, wytrzymałości i odporności na ścieranie.Średnie.
Odpuszczanie średnie, odbywające się w temperaturze , jest stosowane do sprężyn, resorów, matryc i innych części maszyn. W wyniku tej operacji twardość stali ulega wprawdzie niewielkiemu zmniejszeniu, lecz zostają zachowane duża wytrzymałość i sprężystość.Wysokie.
Odpuszczanie wysokie, wykonywane w temperaturze od do , ma na celu osiągnięcie możliwie dobrych własności plastycznych stali. Stosowane jest między innymi dla elementów maszyn, od których wymagana jest wysoka granica plastyczności.
Odpuszczanie prawie nie wiąże się z wprowadzaniem zmian strukturalnych
Plansza interaktywna
Schematyczny podział obróbki cieplnej na różne rodzaje
Plansza interaktywnaSchematyczny podział obróbki cieplnej na różne rodzaje
Sekwencje filmowe
Hartowanie stali
Sekwencje filmoweHartowanie stali
przyrząd do bezdotykowego pomiaru temperatury. Zasada jego działania wykorzystuje promieniowanie cieplne, które jest emitowane przez badane ciało

Sekwencje filmowe
Wyżarzanie stali
Sekwencje filmoweWyżarzanie stali
Sekwencje filmowe
Hartowanie stali
Sekwencje filmoweHartowanie stali
oprócz zwykłego hartowania, nazywanego martenzytycznym, wyróżniamy jeszcze inne typy:
Stopniowe
W przypadku hartowania małych i drobnych przedmiotów ze stali stopowych oraz przedmiotów o złożonych kształtach i zmiennych przekrojach, stosuje się czasami hartowanie stopniowe, które zapewnia uzyskanie struktury stali takiej jak po operacji hartowania martenzytycznego zwykłego przy znacznie mniejszych naprężeniach i odkształceniach cieplnych i strukturalnych. Takie hartowanie różni się jedynie przebiegiem chłodzenia. W pierwszym etapie materiał hartuje się w gorącym oleju do temperatury o wyższej od temperatury przemiany martenzytycznej. Następnie element wytrzymuje się w stopionej soli lub gorącym oleju o tej temperaturze co pozwala na wyrównanie się temperatury w całym elemencie. Następnie kontynuuje się hartowanie w oleju, wodzie lub na powietrzu do temperatury pokojowej.Bainityczne, nazywane izotermicznym – w którym materiał jest hartowany w ośrodku (stopionej soli lub gorącym oleju) o temperaturze wyższej niż ta, w której austenit się przemijania w martenzyt. Powoduje to otrzymanie bainitu – fazy pośredniej pomiędzy ferrytem a martenzytem. Element jest wytrzymany w tej temperaturze do kilkudziesięciu minut, a następnie chłodzony do temperatury pokojowej na powietrzu. Uzyskany bainit nie ma tak wysokich własności wytrzymałościowych jak martenzyt, ale posiada lepszą plastyczność i mniejszą kruchość.
Powierzchniowe – odbywa się poprzez nagrzanie jedynie powierzchni obrabianego elementu do temperatury austenityzacji na kilka sekund, podczas gdy jego środek pozostaje zimny, a następnym jego zahartowaniu w wodzie lub oleju. Do hartowania powierzchniowego niezbędne jest bardzo silne źródło ciepła, jak cewka indukcyjna lub wiązka lasera, które pozwoli na bardzo szybkie nagrzanie powierzchni elementu bez nagrzewania jego środka. Hartowanie powierzchniowe umożliwia ograniczenie nagrzewania do cienkiej warstwy powierzchniowej i to jedynie w miejscach, które powinny być obrobione cieplnie i wykazywać dużą wytrzymałość (np. zęby kół zębatych) podczas gdy pozostała część elementu ma pozostać miękka, plastyczna i bardziej odporna na pękanie
Plansza interaktywna
Schematyczny podział obróbki cieplnej na różne rodzaje
Plansza interaktywnaSchematyczny podział obróbki cieplnej na różne rodzaje
proces obróbki, polegający na łączeniu materiałów przez ich nagrzanie i stopienie w miejscu łączenia z dodaniem lub bez dodania spoiwa. Jako źródło ciepła wykorzystuje się zwykle łuk spawalniczy, tworzony przez prąd generowany przez źródło prądu spawania. Spawanie z użyciem łuku elektrycznego to spawanie łukowe
Plansza interaktywna
Schematyczny podział obróbki cieplnej na różne rodzaje
Plansza interaktywnaSchematyczny podział obróbki cieplnej na różne rodzaje
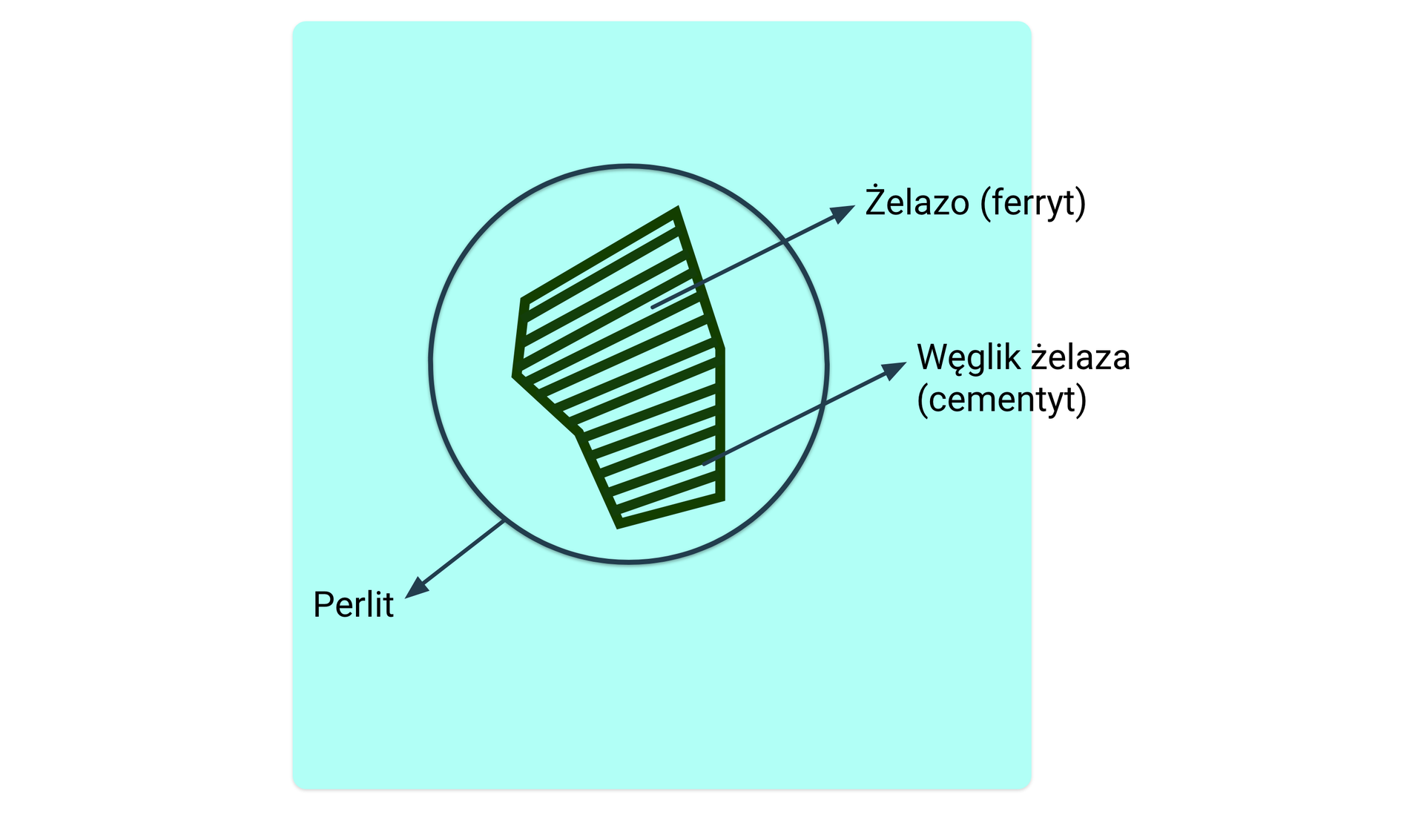
jest stopem żelaza z innymi pierwiastkami, z których najważniejszym jest węgiel (do 2%). Ilość węgla w stali warunkuje jego własności wytrzymałościowe, poprzez wypełnianie luk między atomami w sieci krystalicznej żelaza. Ilość tych luk, a zatem miejsca w sieci krystalicznej stali na węgiel jest ograniczona. W przypadku przekroczenia tej granicy, zwanej graniczną rozpuszczalnością, taki pierwiastek zaczyna tworzyć w strukturze nowy składnik (nową fazę). Rozpuszczalność węgla w żelazie w temperaturze pokojowej jest wbrew pozorom bardzo niewielka, ponieważ wynosi w najlepszym wypadku max. 0,02%. Z tego powodu typowe stale wykazują strukturę dwuskładnikową (dwufazową): żelaza, nazywanego ferrytem, oraz węglika żelaza, nazywanego cementytem
Plansza interaktywna
Schematyczny podział obróbki cieplnej na różne rodzaje
Plansza interaktywnaSchematyczny podział obróbki cieplnej na różne rodzaje
aluminium 6061: To popularny stop aluminium, który jest często używana w obróbce cieplnej. Może być hartowany i odpuszczany, co poprawia jego właściwości mechaniczne. Aluminium 7075: Ten stop aluminium jest bardzo wytrzymały i jest często stosowany w lotnictwie. Podlega obróbce cieplnej, aby osiągnąć maksymalną wytrzymałość
Plansza interaktywna
Schematyczny podział obróbki cieplnej na różne rodzaje
Plansza interaktywnaSchematyczny podział obróbki cieplnej na różne rodzaje
brąz aluminium: Ten stop składa się z aluminium i miedzi. Może być poddawany obróbce cieplnej, aby osiągnąć określone właściwości mechaniczne i wytrzymałość na rozciąganie
Plansza interaktywna
Schematyczny podział obróbki cieplnej na różne rodzaje
Plansza interaktywnaSchematyczny podział obróbki cieplnej na różne rodzaje
w celu poprawienia własności metalu często jest on łączony z dodatkowymi pierwiastkami. Taki materiał jest nazywamy stopem
Plansza interaktywna
Schematyczny podział obróbki cieplnej na różne rodzaje
Plansza interaktywnaSchematyczny podział obróbki cieplnej na różne rodzaje
brąz to stop miedzi, który może być hartowany i odpuszczany, aby poprawić jego twardość i wytrzymałość. Jest często używany w produkcji łożysk i narzędzi
Plansza interaktywna
Schematyczny podział obróbki cieplnej na różne rodzaje
Plansza interaktywnaSchematyczny podział obróbki cieplnej na różne rodzaje
mosiądz żółty to stop miedzi i cynku. Może być poddany obróbce cieplnej, aby poprawić jego wytrzymałość i twardość. Jest wykorzystywany do produkcji elementów maszynowych
Plansza interaktywna
Schematyczny podział obróbki cieplnej na różne rodzaje
Plansza interaktywnaSchematyczny podział obróbki cieplnej na różne rodzaje
Ti 6Al‑4V (Ti‑6Al‑4V) nazywany również ASTM Grade 5: jest to popularny stop tytanu, który jest używany w przemyśle lotniczym i medycznym. Może być poddawany obróbce cieplnej, aby zwiększyć jego wytrzymałość i twardość.
Plansza interaktywna
Schematyczny podział obróbki cieplnej na różne rodzaje
Plansza interaktywnaSchematyczny podział obróbki cieplnej na różne rodzaje
metal, który wykazuje bardzo wysoką wytrzymałość oraz bardzo wysoką temperaturę topienia (). To sprawia, że jest stosowany w lotnictwie i kosmonautyce. Jego wysoka cena sprawia, że rzadko jest wykorzystywany w codziennym życiu
Plansza interaktywna
Schematyczny podział obróbki cieplnej na różne rodzaje
Plansza interaktywnaSchematyczny podział obróbki cieplnej na różne rodzaje
ulepszaniem cieplnym nazywamy połączone procesy hartowania oraz wysokiego odpuszczania. Materiał umieszczany jest w temperaturze austenityzacji na czas zajścia przemiany austenitycznej. Następnie w zależności od jego składu chemicznego jest hartowany w wodzie lub oleju. Następnym etapem jest odpuszczanie, czyli materiał ląduje powrotem do pieca rozgrzanego do temperatury od do na 1–3 h. Finalne chłodzenie przeprowadza się na powietrzu. Prawidłowo przeprowadzone hartowanie razem z wysokim odpuszczaniem podnoszą własności wytrzymałościowe materiału, jednak nie wpływają na zwiększenie jego kruchości. To sprawia, że materiał jest trudniej odkształcić, jednak nawet, gdy się to uda, nie ulega on łatwo zniszczeniu. Im więcej węgla w stali, tym efekty obróbki cieplnej są bardziej widoczne
Plansza interaktywna
Schematyczny podział obróbki cieplnej na różne rodzaje
Plansza interaktywnaSchematyczny podział obróbki cieplnej na różne rodzaje
Hartowanie staliHartowanie stali
wytrzymanie elementu obrabianego cieplnie w danej temperaturze, aż do uzyskania pożądanego efektu
Plansza interaktywna
Schematyczny podział obróbki cieplnej na różne rodzaje
Plansza interaktywnaSchematyczny podział obróbki cieplnej na różne rodzaje
wyżarzanie normalizujące przeprowadza się po wyżarzaniu ujednorodniającym, które jest zwykle pierwszym typem obróbki cieplnej i powoduje nadmierny rozrost ziarna, wywołujący obniżone własności materiału. Wyżarzanie normalizujące ma zniwelować ten efekt. Nagrzewanie w tym przypadku przebiega podobnie jak w przypadku wyżarzania ujednorodniającego. Temperatura tej obróbki jest zwykle o wyższa od temperatury, w której kończy się przemiana austenityczna. Czas wyżarzania zwykle nie przekracza 30 min, by nie doprowadzić do dalszego rozrostu ziarna austenitu. Następnie materiał jest wyjmowany z pieca w celu jego swobodnego ostudzenia. Podczas chłodzenia, w każdym ziarnie austenitu powstaje wiele ziaren ferrytu, a później perlitu, co powoduje rozdrobnienie mikrostruktury względem tej przed obróbką
Plansza interaktywna
Schematyczny podział obróbki cieplnej na różne rodzaje
Plansza interaktywnaSchematyczny podział obróbki cieplnej na różne rodzaje
Sekwencje filmowe
Wyżarzanie stali
Sekwencje filmoweWyżarzanie stali
inaczej : odpuszczanie odprężające. Procesy technologiczne, takie jak odlewanie, spawanie, obróbka plastyczna czy inne rodzaje obróbki cieplnej powodują powstanie w materiale sił wewnętrznych – naprężeń. Jest to szczególnie widoczne w przypadku elementów o skomplikowanym kształcie. Naprężenia te mogą prowadzić do pękania elementu lub jego zmiany kształtu z czasem. Należy je zatem usunąć, wykorzystując odpuszczanie odprężające. Polega ono na nagrzaniu materiału do temperatury z zakresu , i wygrzaniu nawet przez kilka godzin. Podwyższona temperatura umożliwia relaksacje naprężeń w materiale. Następnie materiał jest wyjmowany z pieca w celu jego swobodnego ostudzenia. Wyżarzanie odprężające prawie nie wiąże się z wprowadzaniem zmian strukturalnych. Odprężanie może również zajść w temperaturze pokojowej. Nazywamy to odprężaniem samorzutnym. Może ono jednak trwać od kilku miesięcy do nawet kilku lat
Plansza interaktywna
Schematyczny podział obróbki cieplnej na różne rodzaje
Plansza interaktywnaSchematyczny podział obróbki cieplnej na różne rodzaje
Sekwencje filmowe
Wyżarzanie stali
Sekwencje filmoweWyżarzanie stali
polega ono na nagrzaniu materiału do wysokiej temperatury, jednak niższej niż temperatura rozpoczęcia przemiany austenitycznej (), i wygrzaniu nawet przez kilka godzin. Dokładne parametry zależą od gatunku stali oraz stopnia jej odkształcenia. W czasie wygrzewania w odkształconej strukturze zaczynają pojawiać się i rosnąć nowe – nieodkształcone ziarna. Następnie materiał jest wyjmowany z pieca w celu jego swobodnego ostudzenia. Podczas chłodzenia struktura materiału już się nie zmienia.
Dzięki wyżarzaniu rekrystalizującemu, pierwotne własności plastyczne stali są odzyskane i może ona być poddana dalszej obróbce plastycznej. W przypadku bardzo skomplikowanych elementów, wyżarzanie rekrystalizujące może być wykonane nawet kilkanaście razy
Plansza interaktywna
Schematyczny podział obróbki cieplnej na różne rodzaje
Plansza interaktywnaSchematyczny podział obróbki cieplnej na różne rodzaje
Sekwencje filmowe
Wyżarzanie stali
Sekwencje filmoweWyżarzanie stali
wyżarzanie ujednorodniające jest zwykle pierwszym typem obróbki cieplnej, jakiemu poddawana jest stal po odlaniu. Celem tej obróbki jest usunięcie nierównomiernego rozłożenia pierwiastków chemicznych w materiale, które pojawia się w trakcie odlewania stali. W tym celu stosuje się jak najwyższą temperaturę: rzędu , co pozwala na przyspieszone mieszanie się atomów pierwiastków. Podczas nagrzewania materiału nic się nie dzieje do osiągnięcia temperatury około 730 stopni, w której to zaczyna się przemiana austenityczna – małe ziarna austenitu zaczynają pojawiać się pomiędzy ziarnami ferrytu. Wraz z postępującym wzrostem temperatury ziarna austenitu powiększają się aż około 820 stopni dla tej stali cała struktura jest austenityczna. Nie zmienia się to aż do osiągnięcia temperatury wygrzewania. Podczas wygrzewania wszelkie niejednorodności chemiczne są niwelowane – pierwiastki mieszają się aż do uzyskania jednorodnego składu chemicznego stali. Potrzeba na to nawet kilkunastu godzin wygrzewania. Podczas wygrzewania w tak wysokiej temperaturze ziarno austenitu stale rośnie, co jest wadą tego typu obróbki, ponieważ obniża to własności materiału.
Po zakończeniu wyżarzania ujednorodniającego oraz innych typów wyżarzania materiał jest zwykle studzony na powietrzu lub razem z wyłączonym piecem, co powoduje otrzymanie równowagowej struktury ferrytyczno–prelitycznej. Materiał po wyżarzaniu ujednorodniającym nie wykazuje już niejednorodności chemicznej (zwanej mikrosegregacją), przez co może być wykorzystany do dalszych procesów technologicznych
Plansza interaktywna
Schematyczny podział obróbki cieplnej na różne rodzaje
Plansza interaktywnaSchematyczny podział obróbki cieplnej na różne rodzaje
Sekwencje filmowe
Wyżarzanie stali
Sekwencje filmoweWyżarzanie stali
przeprowadza się w tej samej temperaturze co wyżarzanie normalizujące. Wyżarzanie zupełne realizuje się w przypadku stali stopowych. Jego celem jest uzyskanie struktury zbliżonej do równowagowej, usunięcie naprężeń wewnętrznych, polepszenie obrabialności, zmniejszenie twardości materiału z jednoczesnym poprawieniem ciągliwości, jeżeli w materiale występowały wydzielenia o niepoprawnych postaciach. Chłodzenie realizowane jest w takich samych warunkach jak wyżarzanie normalizujące
Plansza interaktywna
Schematyczny podział obróbki cieplnej na różne rodzaje
Plansza interaktywnaSchematyczny podział obróbki cieplnej na różne rodzaje
Sekwencje filmowe
Wyżarzanie stali
Sekwencje filmoweWyżarzanie stali
metal chętnie wykorzystywany w przemyśle. Składnik stali – wysokowytrzymałego materiału o bardzo szerokim zakresie właściwośoraz zastosowań
Plansza interaktywna
Schematyczny podział obróbki cieplnej na różne rodzaje
Plansza interaktywnaSchematyczny podział obróbki cieplnej na różne rodzaje