E‑book do e‑materiału Prowadzenie procesu odlewniczego
MTL.04. Organizacja i nadzorowanie procesu odlewniczego - Technik odlewnik 311705
Słownik pojęć
Spis treści
Projekt modelu odlewniczegoProjekt modelu odlewniczego
Charakterystyka i przygotowanie mas formierskichCharakterystyka i przygotowanie mas formierskich
Przygotowanie formy odlewniczejPrzygotowanie formy odlewniczej
Przygotowanie ciekłego metaluPrzygotowanie ciekłego metalu
Wybijanie odlewówWybijanie odlewów
Oczyszczanie odlewówOczyszczanie odlewów
Usunięcie elementów układu wlewowegoUsunięcie elementów układu wlewowego
Obróbka wykańczająca odlewyObróbka wykańczająca odlewy
Netografia i bibliografiaNetografia i bibliografia
Słownik pojęć
drukowanie przestrzenne - proces wytwarzania trójwymiarowych, fizycznych obiektów na podstawie komputerowego modelumodelu. Jedna z metod szybkiego prototypowania używana zarówno do tworzenia modeli, rdzennicrdzennic oraz gotowych form i rdzenirdzeni
Projekt modelu odlewniczegoProjekt modelu odlewniczego
to zespół elementów (forma właściwa i rdzenierdzenie), które tworzą wnękę odtwarzającą kształt przedmiotu odlewanego wraz z układem wlewowymukładem wlewowym (system kanałów umożliwiający zalanie formy ciekłym materiałem). Jest ona wykonana przeważnie z masy formierskiej, a rzadziej z metalu (tzw. kokilakokila). Najczęściej forma odlewnicza złożona jest z dwóch części, tj. górnej i dolnej
Projekt modelu odlewniczegoProjekt modelu odlewniczego
Charakterystyka i przygotowanie mas formierskichCharakterystyka i przygotowanie mas formierskich
jeden z działów odlewni, w którym wykonywane są formy odlewniczeformy odlewnicze – w zależności od zakładu może być formowanie ręczne, zmechanizowane lub automatyczne. Do tego działu należą także magazyny materiałów formierskich
Projekt modelu odlewniczegoProjekt modelu odlewniczego
Charakterystyka i przygotowanie mas formierskichCharakterystyka i przygotowanie mas formierskich
Przygotowanie formy odlewniczejPrzygotowanie formy odlewniczej
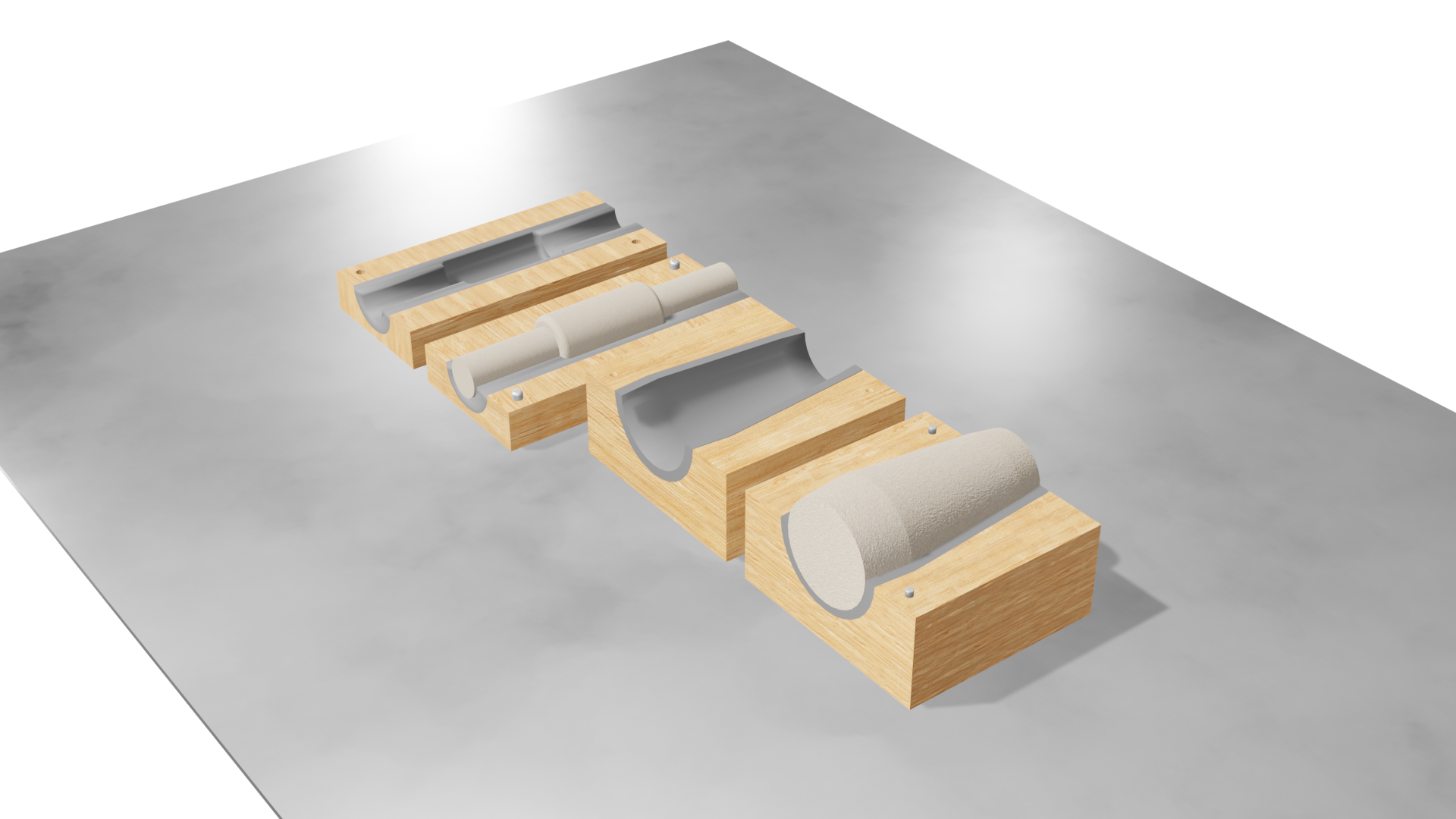
jest odmianą odlewania w formach piaskowych jednorazowego użycia. Formy skorupowe wykonuje się z masy formierskiej składającej się z piasku kwarcowego i żywic sztucznych (syntetycznych) () lub piasku otaczanego. Poprzez nanoszenie masy na ogrzaną do temp. płytę modelową, którą pokryto uprzednio oddzielaczem otrzymamy skorupę, którą poddajemy dodatkowemu wygrzaniu w temp. w celu nieodwracalnego utwardzenia, w ten sposób otrzymamy formę skorupową
Projekt modelu odlewniczegoProjekt modelu odlewniczego
Charakterystyka i przygotowanie mas formierskichCharakterystyka i przygotowanie mas formierskich
wnęka w formie odtworzona przez znak rdzeniowy przeznaczona do usadowienia rdzenia
Projekt modelu odlewniczegoProjekt modelu odlewniczego
Przygotowanie formy odlewniczejPrzygotowanie formy odlewniczej
polega na nagrzewaniu stalistali do odpowiedniej temperatury, zależnej od rodzaju materiału, zwykle o około od temperatury przemiany, wygrzaniu jej w tej temperaturze, w celu uzyskania jednakowej temperatury w całej masie materiału, i szybkim chłodzeniu. Celem hartowania jest uzyskanie struktury materiału o większej twardości. Zależnie od sposobu nagrzewania rozróżnia się hartowanie z ogrzewaniem na wskroś i hartowanie powierzchniowe. Hartowanie powierzchniowe - polega na szybkim ogrzaniu warstwy powierzchniowej przedmiotu do temperatury wyższej od temperatury krytycznej i oziębieniu. Celem tego hartowania jest uzyskanie twardej powierzchni odpornej na ścieranie z zachowaniem plastycznego rdzenia, który przy zmiennych obciążeniach nie ulega pęknięciu. W zależności od sposobu nagrzewania rozróżnia się hartowanie powierzchniowe:
płomieniowe – nagrzewanie przedmiotu palnikiem gazowym,
indukcyjne – nagrzewanie przedmiotu prądami wirowymi wzbudzonymi w warstwie powierzchniowej przedmiotu oraz prądami szybkozmiennymi w induktorze (wzbudniku),
kąpielowe – nagrzewanie przez krótkie zanurzenie przedmiotu w kąpieli solnej lub ołowiowej, o temperaturze dużo większej od temperatury hartowania stali
Obróbka wykańczająca odlewyObróbka wykańczająca odlewy
agregat metalurgiczny do przewozu ciekłej surówki

Przygotowanie ciekłego metaluPrzygotowanie ciekłego metalu
trwała, metalowa forma odlewnicza przeznaczona do wypełniania ciekłym metalem metodą grawitacyjną pod niskim lub wysokim ciśnieniem
Projekt modelu odlewniczegoProjekt modelu odlewniczego
Charakterystyka i przygotowanie mas formierskichCharakterystyka i przygotowanie mas formierskich
to technologia polegająca na umieszczeniu modelumodelu z polistyrenu spienionego (styropianu), na którego powierzchnię naniesiona jest powłoka ognioodporna - w skrzynce formierskiej oraz zasypaniu modelu odlewuodlewu i układu wlewowegoukładu wlewowego suchym piaskiem kwarcowym. Podczas zalewania model zostaje zgazowany, a jego miejsce wypełnia ciekły metal
Projekt modelu odlewniczegoProjekt modelu odlewniczego
znana od czasów starożytnych metoda odlewnicza polegająca na wykonaniu woskowego modelumodelu. Model ten okleja się następnie specjalną masą ogniotrwałą lub gipsem. Następnie usuwa się wosk (np. gorącym powietrzem lub w gotującej się wodzie). Odzyskany wosk może zostać użyty kolejny raz. Do pustej formy wlewa się płynny metal. Po rozbiciu formy odlewodlew zazwyczaj poddaje się obróbce cyzylerskiej

Projekt modelu odlewniczegoProjekt modelu odlewniczego
maszyny do mieszania okresowego piasków formierskich lub mas rdzeniowych z materiałem wiążącym, wodą i odpowiednimi dodatkami formierskimi lub maszyny do mieszania ciągłego, w których zawartość jest mieszana i przenoszona do otworu wylotowego w sposób ciągły
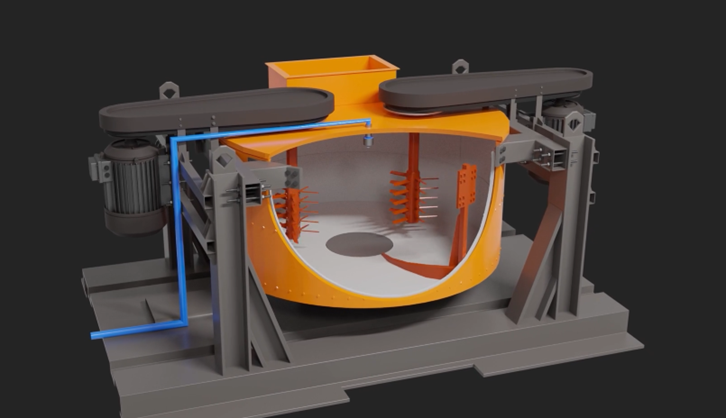
Na ilustracji przedstawiona jest mieszarka turbinowa. Misa obrotowa ma kształt walca, u góry którego znajduję się prostokątny otwór wsypowy. Do misy od góry oraz z obu stron przyczepione są elementy napędu, które pozwalają na jej obrót. Z zewnątrz, wzdłuż misy poprowadzony jest wąż, który doprowadza wodę do wnętrza mieszarki. Na ilustracji misa obrotowa ma otwór, dzięki któremu można zobaczyć elementy wewnątrz. W środku znajdują się dwie turbiny, które zakończone są wąskimi patyczkami pod kątem prostym. Na środku w spodzie misy widoczny jest okrągły otwór, przez który wysypuję się gotową masę. Całą konstrukcje mieszarki trzyma po bokach stelaż wykonany z metalu.
Charakterystyka i przygotowanie mas formierskichCharakterystyka i przygotowanie mas formierskich
Przygotowanie formy odlewniczejPrzygotowanie formy odlewniczej
czyli element zrobiony na podstawie rysunku odlewu surowegoodlewu surowego, który wykorzystywany jest przy wykonywaniu form odlewniczychform odlewniczych. Model odtwarza w masie formierskiej przeważnie kształt zewnętrzny odlewu, przy czym jego wymiary są powiększone w stosunku do odlewu surowego o wartość skurczu odlewniczego materiału. W przypadku, gdy wykonanie odlewu wymaga zastosowania rdzenirdzeni model powiększa się o tzw. znaki rdzenioweznaki rdzeniowe, które odtwarzają w formie wnęki (tzw. gniazda rdzeniowegniazda rdzeniowe), niezbędne do ustawienia rdzeni
Projekt modelu odlewniczegoProjekt modelu odlewniczego
Przygotowanie formy odlewniczejPrzygotowanie formy odlewniczej
substancja metaliczna lub niemetaliczna oddziaływująca na proces krystalizacji metali i stopów w kierunku rozdrobnienia ich struktury i uzyskania odpowiednich właściwości wlewków i odlewówodlewów
Przygotowanie ciekłego metaluPrzygotowanie ciekłego metalu
zasobnik ciekłego metalu (stopu), połączony z odlewem i przeznaczony do zasilania krzepnącego odlewu ciekłym metalem. Głównym jego zadaniem jest zapobieganie tworzenia się jam skurczowych i rzadzizn w odlewie. Nadlewy mogą być górne, boczne, zakryte lub odkryte
Charakterystyka i przygotowanie mas formierskichCharakterystyka i przygotowanie mas formierskich
elementy wyposażenia odlewniczego, których zadaniem jest przyśpieszyć krzepnięcie materiału w tych miejscach odlewuodlewu, w których prawdopodobne jest powstanie jamy skurczowej i gdzie niemożliwe jest zastosowanie nadlewunadlewu. Stanowią je elementy wykonane z materiałów o zdecydowanie większym przewodnictwie cieplnym niż ma masa formierska, które szybko odprowadzają ciepło od ciekłego materiału, powodując jego przyśpieszone krzepnięcie. Ochładzalniki możemy podzielić na wewnętrzne i zewnętrzne
Charakterystyka i przygotowanie mas formierskichCharakterystyka i przygotowanie mas formierskich
jest to element konstrukcyjny opracowany w biurze konstrukcyjnym (projektowym), którego kształt, wymiary, a czasem i inne cechy podane są na rysunku technicznym gotowego odlewu

Projekt modelu odlewniczegoProjekt modelu odlewniczego
Charakterystyka i przygotowanie mas formierskichCharakterystyka i przygotowanie mas formierskich
Przygotowanie ciekłego metaluPrzygotowanie ciekłego metalu
Wybijanie odlewówWybijanie odlewów
Oczyszczanie odlewówOczyszczanie odlewów
Obróbka wykańczająca odlewyObróbka wykańczająca odlewy
opisany jest rysunkiem technicznym, który powstaje w biurze technologicznym (na podstawie rysunku technicznego odlewuodlewu gotowego) i zawiera informacje dotyczące: naddatków na obróbkę, naddatków technologicznych, pochyleń, zbieżności, płaszczyzny podziału formy odlewniczejformy odlewniczej itd.
Projekt modelu odlewniczegoProjekt modelu odlewniczego
jest to proces, który umożliwia usunięcie naprężeń wewnętrznych powstałych w przedmiotach podczas hartowaniahartowania i polepsza ich własności plastyczne. Odpuszczanie polega na nagrzaniu uprzednio zahartowanego przedmiotu poniżej temperatury Ac1, wygrzaniu w tej temperaturze, a następnie chłodzeniu. Zależnie od temperatury nagrzewania rozróżnia się odpuszczanie niskie, średnie i wysokie.
odpuszczanie niskie (w temperaturze ) usuwa naprężenia własne materiału z zachowaniem dużej twardości. Odpuszczanie niskie stosuje się do narzędzi, sprawdzianówsprawdzianów oraz części maszyn ze stali węglowych i niskostopowych.
odpuszczanie średnie (w temperaturze ) zwiększa wytrzymałość i sprężystość materiału przy dostatecznie dużej ciągliwości. Stosuje się je do przedmiotów narażonych w czasie pracy na uderzenia, jak np. matryce.
odpuszczanie wysokie (w temperaturze ) zwiększa wytrzymałość i sprężystość materiału z jednoczesnym zachowaniem dużej twardości i odporności na uderzenia (uzyskanie możliwie dużej plastyczności). Stosuje się je do materiałów przeznaczonych na części maszyn pracujących pod znacznym obciążeniem i narażonych na uderzenia, jak np. wały, korbowody
Obróbka wykańczająca odlewyObróbka wykańczająca odlewy
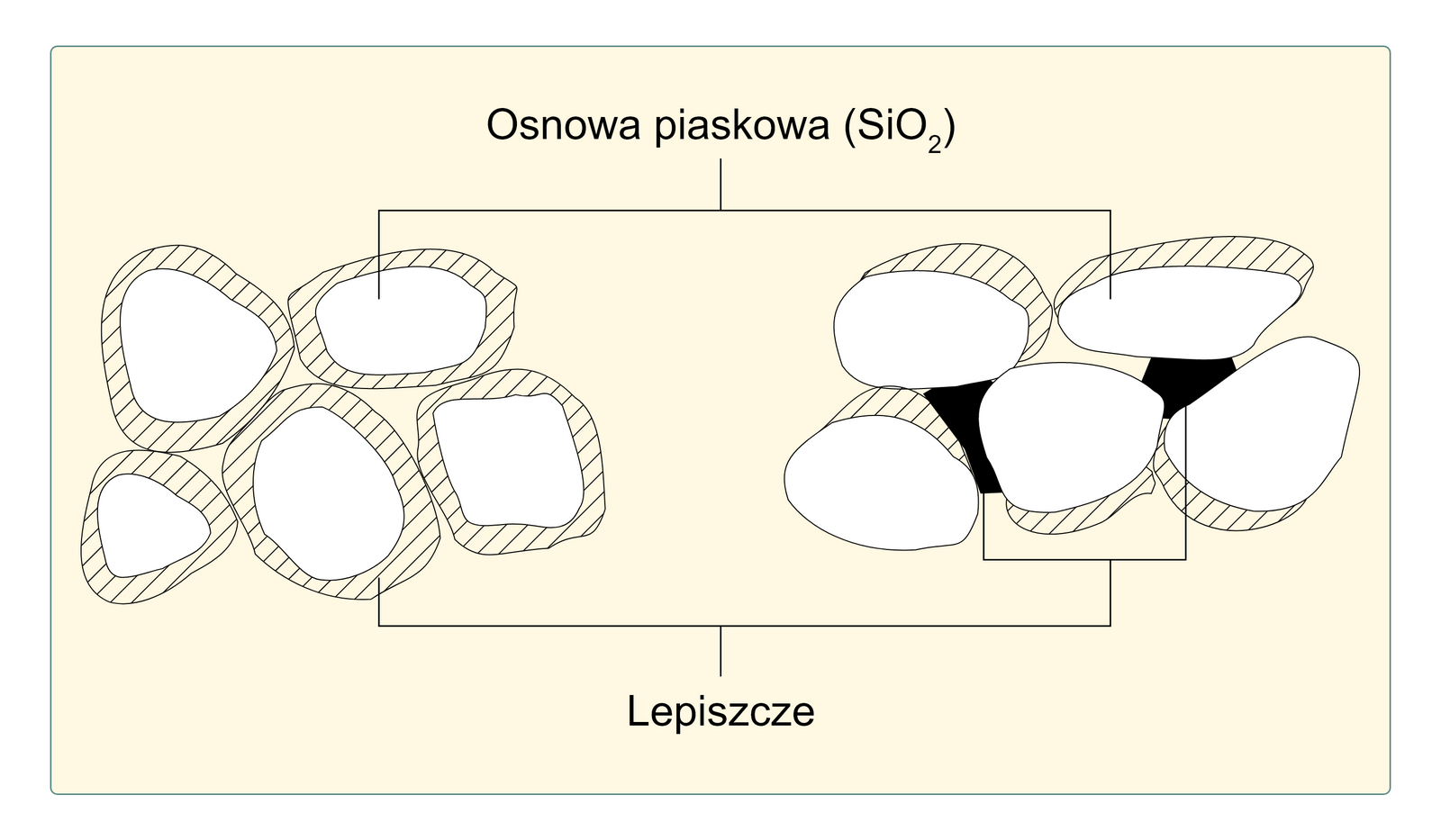
sypki materiał formierski o ziarnach większych niż , stosowany jako podstawowy składnik masy formierskiej
Projekt modelu odlewniczegoProjekt modelu odlewniczego
Charakterystyka i przygotowanie mas formierskichCharakterystyka i przygotowanie mas formierskich
Przygotowanie formy odlewniczejPrzygotowanie formy odlewniczej
piec służący do topienia i ewentualnie uszlachetnienia ciekłych metali i stopów. Mogą być ogrzewane paliwem stałym, ciekłym, gazowym lub zasilane energią elektryczną
Przygotowanie ciekłego metaluPrzygotowanie ciekłego metalu
zadaniem przyrządu pomiarowego jest zebranie danych z elementu, oraz ich przetworzenie na informację. Zgodnie z dziennikiem ustaw art.4 pkt.5, jest to: „urządzenie, układ pomiarowy lub jego elementy, przeznaczone do wykonania pomiarów samodzielnie lub w połączeniu z jednym lub wieloma urządzeniami dodatkowymi”. Przyrządy pomiarowe można rozróżnić ze względu na kontrolę metrologiczną (kontrolne i użytkowe), oraz ze względu na sposób prezentacji wskazań (z odczytem analogowym lub cyfrowym). Urządzenia kontrolne i użytkowe, różni dokładność pomiarowa.
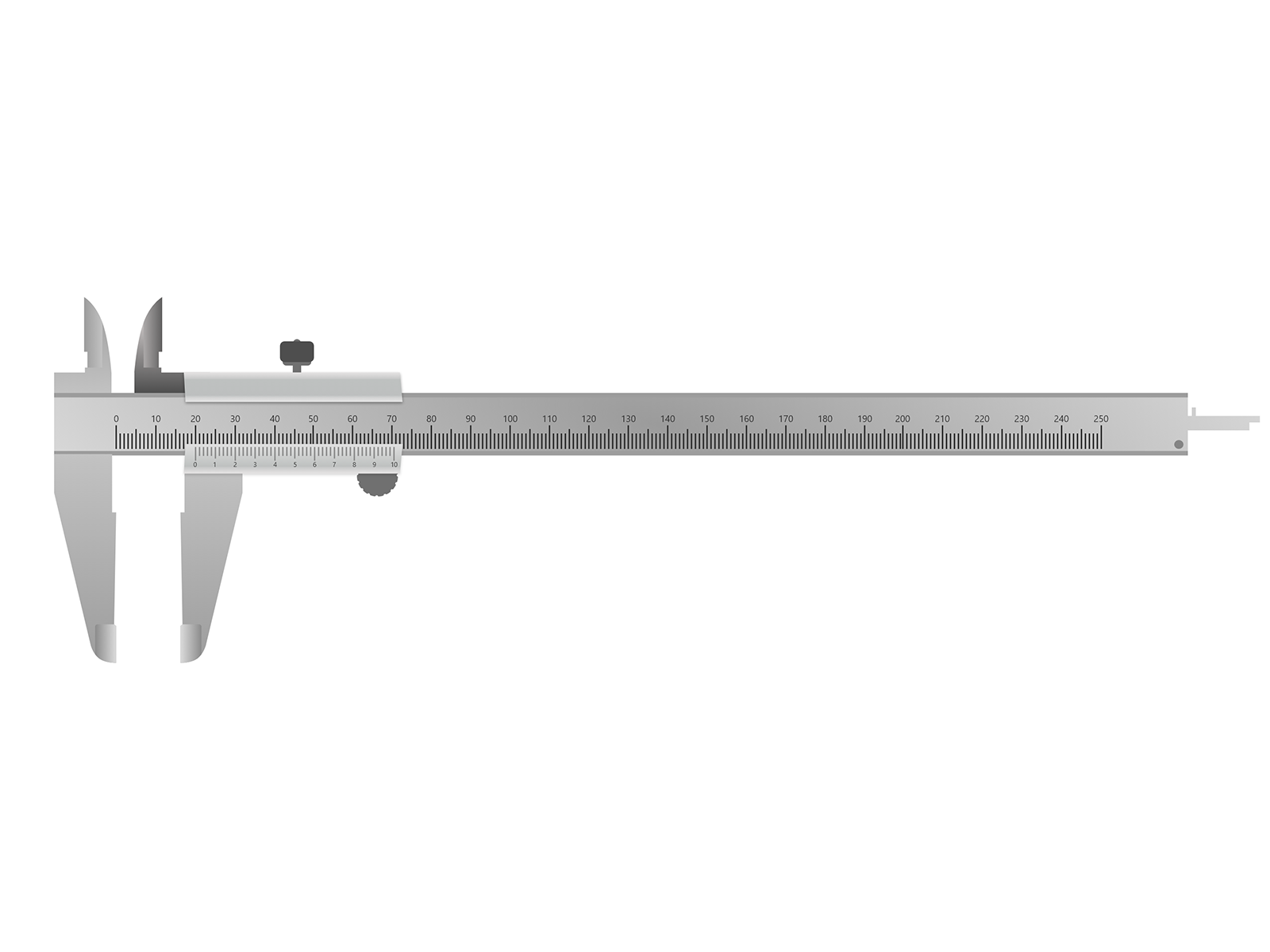
Opis obrazka:
Ilustracja przedstawia suwmiarkę dwustronną z głębokościomierzem, która pozwala na wykonanie pomiaru wymiarów zewnętrznych, wewnętrznych oraz głębokości. Jest to podłużny przedmiot kształtem przypominający linijkę z dodatkowymi elementami. Koniec lewej strony linijki zakończony jest dwoma nieruchomymi szczękami. Znajdują się one na górnej i dolnej krawędzi linijki i są do niej prostopadłe. Szczęka dolna zwęża się ku końcowi, tworząc kształtem trójkąt prostokątny. Szczęka górna kształtem przypomina odbicie lustrzane litery L i jest mniejsza od szczęki dolnej. Suwmiarka posiada dwie ruchome szczęki, będące lustrzanym odbiciem szczęk nieruchomych, znajdują się ona na części przesuwającej się po prowadnicy. Na dolnej części suwaka znajduje się noniusz z podziałką od 1 do 10 z krokiem co 0,1 zwiększający dokładność pomiaru. Z prawej strony suwaka wychodzi niewielki podłużny element, pozwalający na pomiar głębokości. W górnej części suwaka znajduje się pokrętło służące zablokowaniu suwmiarki. Na części przypominającej linijkę, znajduje się noniusz z podziałką od 0 do 250 milimetrów z krokiem co 1 milimetr.
Obróbka wykańczająca odlewyObróbka wykańczająca odlewy
obróbka cieplna, której poddawana jest m.in. stal w celu stabilizacji austenitu. Uzyskanie stabilnego austenitu zwiększa odporność stali na korozję. Polega na nagrzaniu stali do temperatury, w której nastąpi przemiana austenityczna, a następnie, tak jak w hartowaniu, szybkie schładzanie
Obróbka wykańczająca odlewyObróbka wykańczająca odlewy
element formy odlewniczejformy odlewniczej odtwarzający wewnętrzne wymiary, kształty odlewu. Może być wykonany ręcznie lub maszynowo. Może być wzmacniany szkieletem lub żebrami. Odpowietrzenie rdzenirdzeni odbywa się przez kanały odpowietrzające, które wykonuje się ręcznie lub stosuje się specjalne wkładki np. elastyczne rurki perforowane
Projekt modelu odlewniczegoProjekt modelu odlewniczego
Charakterystyka i przygotowanie mas formierskichCharakterystyka i przygotowanie mas formierskich
Przygotowanie formy odlewniczejPrzygotowanie formy odlewniczej
część rdzeniardzenia, która nie odtwarza kształtu odlewuodlewu lecz służy do umocowania rdzenia w gniazdach rdzeniagniazdach rdzenia w formie odlewniczejformie odlewniczej
Projekt modelu odlewniczegoProjekt modelu odlewniczego
Charakterystyka i przygotowanie mas formierskichCharakterystyka i przygotowanie mas formierskich
Przygotowanie formy odlewniczejPrzygotowanie formy odlewniczej
to przyrząd wykonany na podstawie rysunku odlewu surowegoodlewu surowego, który jest wykorzystywany do wyrabiania rdzenirdzeni. Najczęściej ma kształt skrzynki i wyposażona jest w tzw. znaki rdzennikardzennika, służące do odtworzenia kształtów rdzenników
Projekt modelu odlewniczegoProjekt modelu odlewniczego
Charakterystyka i przygotowanie mas formierskichCharakterystyka i przygotowanie mas formierskich
Przygotowanie formy odlewniczejPrzygotowanie formy odlewniczej
proces polegający na odzyskaniu z zużytej masy formierskiej lub rdzeniowej nieuszkodzonych ziarn piasku formierskiego, o właściwościach kwalifikujących je do ponownego stosowania przy produkcji form lub rdzenirdzeni w miejsce piasku świeżego. Regeneracja może być sucha, mokra, chemiczna lub termiczna
Charakterystyka i przygotowanie mas formierskichCharakterystyka i przygotowanie mas formierskich
Wybijanie odlewówWybijanie odlewów
stop żelaza z węglem i innymi pierwiastkami, w którym zawartość węgla wynosi poniżej
Obróbka wykańczająca odlewyObróbka wykańczająca odlewy
przyrząd pomiarowyprzyrząd pomiarowy przy pomocy którego stwierdzamy, czy dany wymiar przedmiotu jest prawidłowy i nie przekracza wartości granicznej (dolnej i górnej). Sprawdzian zazwyczaj wykonany jest z nierdzewnej, hartowanejhartowanej stalistali narzędziowej i nie pozwala na stwierdzenie rzeczywistego wymiaru.
W zależności od rodzaju zadania sprawdziany dzielą się na sprawdziany wymiaru i kształtu. Do najczęściej stosowanych sprawdzianów wymiaru zalicza się sprawdziany:
do otworów: tłoczkowy walcowy, tłoczkowy kulisty, łopatkowy walcowy, łopatkowy walcowy o zmiennej powierzchni pomiarowej, łopatkowy kulisty, średnicówkowy,
do wałków: pierścieniowy, szczękowy, szczękowy składany, szczękowy ze szczękami wstawianymi, szczękowy nastawny,
do stożków,
do gwintów

Opis obrazka:
Ilustracja przedstawia sprawdzian. Przyrząd ma kształt prostokątnej blaszki, gdzie wzdłuż każdej krawędzi wycięto różne kształty będące nacięciami. Na jednej z krawędzi nacięcia mają kształt trójkątów prostokątnych, przy czym dłuższa przyprostokątna pokrywa się z krawędzią blaszki. Pomiar możliwy jest dla wartości od 35 do 80 stopni co 5 jednostek. Na dwóch krótszych krawędziach nacięcia mają kształt trójkątów równoramiennych, których podstawa pokrywa się z krawędzią blaszki. Pozwalają one na pomiar kąta o wielkości pięćdziesięciu pięciu i sześćdziesięciu stopni. Możliwy jest także pomiar grubości. Na drugiej dłuższej krawędzi znajdują się nacięcia mające kształt trapezów równoramiennych, przy czym dłuższa podstawa pokrywa się z krawędzią blaszki. Umożliwia to wykonanie pomiaru grubości od 2 milimetrów do 12 milimetrów, co 2 milimetry.
Obróbka wykańczająca odlewyObróbka wykańczająca odlewy
zmiana wymiarów elementu w czasie krzepnięcia i krystalizacji ciekłego stopu, wywołana zmianą objętości zachodzącą w trakcie tych procesów. Skurcz odlewniczy w stopach może być wywołany także przemianami alotropowymi. Skurcz odlewniczy może być swobodnyswobodny lub hamowanyhamowany
Projekt modelu odlewniczegoProjekt modelu odlewniczego
skurcz swobodny występuje w odlewach o prostych kształtach, na przykład w wałkach, płytach czy prostych belkach. Skurcz nie jest ograniczany przez formę ani przez różną prędkość skurczu elementów.
Projekt modelu odlewniczegoProjekt modelu odlewniczego
skurcz hamowany jest kontrolowany poprzez opór formy lub rdzeni (czynniki mechaniczne). Nierówny skurcz poszczególnych części odlewu, spowodowany różnicą w grubości ścianek odlewu, również powoduje hamowanie skurczy (cczynnik cieplny)
Projekt modelu odlewniczegoProjekt modelu odlewniczego
zabieg metalurgiczny polegający na wprowadzeniu do ciekłego metalu niewielkiej ilości określonych substancji tzw. sferoidyzatorów np. , , prowadzących do wydzielenia się grafitu w postaci kulkowej
Projekt modelu odlewniczegoProjekt modelu odlewniczego
Przygotowanie ciekłego metaluPrzygotowanie ciekłego metalu
Obróbka wykańczająca odlewyObróbka wykańczająca odlewy
zespół kanałów, wnęk i innych elementów formy przeznaczony do doprowadzenia ciekłego metalu do wnęki formy oraz zatrzymania zanieczyszczeń niemetalowych
Projekt modelu odlewniczegoProjekt modelu odlewniczego
Usunięcie elementów układu wlewowegoUsunięcie elementów układu wlewowego
proces obróbki cieplnej łączący operację hartowania z wysokim odpuszczaniem, mająca na celu nadanie odpowiednio wysokich właściwości wytrzymałościowo - plastyczne
Obróbka wykańczająca odlewyObróbka wykańczająca odlewy
wlew usytuowany w formie, najczęściej pionowo, łączący zbiornik wlewowyzbiornik wlewowy z wlewem rozprowadzającymwlewem rozprowadzającym lub wlewem doprowadzającymwlewem doprowadzającym
Projekt modelu odlewniczegoProjekt modelu odlewniczego
Usunięcie elementów układu wlewowegoUsunięcie elementów układu wlewowego
element układu wlewowegoukładu wlewowego w postaci kanału znajdujący się najbliżej wnęki formy, przez który przepływa ciekły metal podczas zalewania formy
Projekt modelu odlewniczegoProjekt modelu odlewniczego
Usunięcie elementów układu wlewowegoUsunięcie elementów układu wlewowego
wlew łączący wlew głównywlew główny z wlewami doprowadzającymiwlewami doprowadzającymi, który może jednocześnie hamować szybkość przepływu metalu i zatrzymać zanieczyszczenia niemetalowe
Projekt modelu odlewniczegoProjekt modelu odlewniczego
Usunięcie elementów układu wlewowegoUsunięcie elementów układu wlewowego
jest to operacja cieplna polegającą na nagrzaniu materiału do żądanej temperatury, wygrzaniu w tej temperaturze i następnie powolnym chłodzeniu do temperatury otoczenia. Zależnie od temperatury wyżarzania, sposobu studzenia oraz celu zabiegu rozróżnia się: wyżarzanie ujednorodniające, normalizujące, zupełne, niezupełne, zmiękczające, rekrystalizujące, odprężające.
odprężające, które polega na nagrzaniu odlewu do temperatury poniżej 727, wygrzaniu w tej temperaturze i powolnym chłodzeniu. Celem tej operacji jest usunięcie naprężeń wywołanych skurczem hamowanym odlewu i przemianami fazowymi,
zmiękczające (sferoidyzujące), które polega na nagrzaniu staliwa do temperatury zbliżonej do 727 , w wyniku czego następuje zmiana kształtu cementytu wchodzącego w skład perlitu z płytkowego na kulkowy,
normalizujące Temperatura tego rodzaju wyżarzania wynosi od 30 do 50 powyżej AcIndeks dolny 33 (temperatura, w której ferryt całkowicie przemienia się w austenit), następnie odlew studzony jest w spokojnym powietrzu,
homogenizujące (ujednorodniające) polega na nagrzaniu materiału do temperatury od 1000 do 1200, długotrwałym wygrzaniu w tej temperaturze, aż do wyrównania składu chemicznego oraz powolnym chłodzeniu. Celem zabiegu jest zmniejszenie niejednorodności składu chemicznego,
rekrystalizujące polega na nagrzaniu metalu po odkształceniu plastycznym na zimno do temperatury wyższej od temperatury rekrystalizacji, wygrzaniu w tej temperaturze i chłodzeniu z dowolną szybkością. Jest to proces stosowany międzyoperacyjne podczas walcowaniawalcowania lub ciągnienia metali na zimno, ponieważ usuwa umocnienie powstałe przez odkształcenie na zimno, powodując zmniejszenie twardości i wytrzymałości oraz zwiększenie ciągliwości metalu, co umożliwia dalszą obróbkę plastyczną na zimno,
zupełne jest stosowane do stalistali stopowych. Polega na nagrzaniu stali do temperatury o od 30 do 50 wyższej od AcIndeks dolny 33 (temperatura, w której ferryt całkowicie przemienia się w austenit), Accm (temperatura, w której cementyt całkowicie rozpuszcza się w austenicie), wygrzaniu w tej temperaturze i następnym bardzo wolnym chłodzeniu, np. z piecem, w zakresie temperatury między AcIndeks dolny 33 i AcIndeks dolny cmcm, a 727. Dalsze studzenie może odbywać się w powietrzu,
niezupełne przeprowadza się podobnie jak wyżarzanie zupełne, z tym że temperatura wyżarzania jest pośrednia pomiędzy AcIndeks dolny 11-AcIndeks dolny 33 dla stali podeutektoidalnych (stal o zawartości węgla ponizej 0,77%) oraz między AcIndeks dolny 11-AIndeks dolny cmcm dla stali nadeutektoidalnych (stal o zawartości węgla powyżej 0,77%)
Obróbka wykańczająca odlewyObróbka wykańczająca odlewy
proces przeróbki plastycznej metali w którym odkształcenie powodowane jest przez obracające się walce. Proces może odbywać się na zimno lub w podwyższonych temperaturach
Obróbka wykańczająca odlewyObróbka wykańczająca odlewy
w metodzie wytapianych modelimetodzie wytapianych modeli jest to połączenie pojedynczych modelimodeli w zestaw. Do głównego układu wlewowegoukładu wlewowego dołącza się pojedyncze modele za pomocą lutowania
część modelumodelu przeznaczona do odtworzenia w formie gniazda rdzenianiazda rdzenia
Projekt modelu odlewniczegoProjekt modelu odlewniczego
otwarta wnęka w górnej części formy odlewniczejformy odlewniczej do której wlewa się ciekły metal z kadzikadzi odlewniczej
Projekt modelu odlewniczegoProjekt modelu odlewniczego
Usunięcie elementów układu wlewowegoUsunięcie elementów układu wlewowego